新疆南疆棉花短纖維率與纖維長度相關性研究及建議
2021-07-01 23:10:00阿不都熱西提買買提杜衛東王新麗
中國纖檢 2021年6期
關鍵詞:兵團
文/阿不都熱西提·買買提 杜衛東 王新麗
棉花短纖維率是評價棉花加工質量及棉紗配棉質量的重要指標之一,一直以來棉花產業鏈上下游供需雙方都很關注。由于不同產地棉花品質存在差異,對不同產地的棉花短纖維率及長度進行分析很有必要[1-5]。新疆是我國最大優質商品棉生產基地,棉花產量占全國產量的87.3%。產能優勢奠定了新疆棉花產業重要地位,其中南疆地區棉花產量占比較大,因此本文以南疆棉花質量為研究對象,分析棉花短纖維率與纖維長度的相關性,為進一步提升棉花加工質量提供技術參考。
1 基本情況
自棉花公證檢驗制度實行以來,纖維檢驗機構一直開展棉花品質逐包檢驗工作,主要對棉花的顏色級、軋工質量、長度、長度整齊度、斷裂比強度、馬克隆值等指標進行考核,但棉花短纖維率指標一直未納入棉花質量考核體系,不利于下游棉紡企業選購棉花及配棉質量控制。為進一步推進棉花質量提升工作,相關部門、院校一直積極開展棉花短纖維率的研究工作。2020年我們對新疆南疆當地棉花加工企業生產的成包皮棉進行抽樣,開展棉花短纖維率的研究。共計抽取375批次棉樣,兼顧了不同采摘方式及產地,其中兵團手摘棉樣131批、占35%,地方機采棉樣124批、占33%,地方手摘棉樣120批、占32%,如圖1所示。
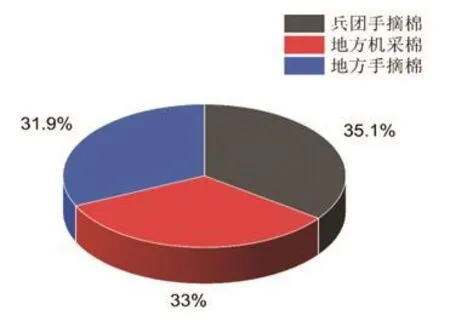
圖1 2020年度新疆南疆原棉抽樣情況
棉樣準備依據GB 1103.1—2012《棉花 第1部分:鋸齒加工細絨棉》,GB/T 6097—2012《棉纖維試驗取樣方法》,棉樣檢測依據GB/T 35931—2018《棉纖維棉結和短纖維率測試方法光電法》。測試儀器采用XJ129棉結和短絨測試儀,測試指標為12.7 mm短纖維率(質量)、16mm短纖維率(質量)。
2 數據分析
2.1 有效長度基本概念
有效長度是指通過纖維長度排列圖(拜氏圖),用幾何方法得到的長度,也稱為四分位長度。測試原理是,依據GB/T 35931—2018《棉纖維棉結和短纖維率測試方法光電法》,將被測棉條放到針床上,經過取樣器多次取樣后,將得到的一端整齊的纖維放入光電照影傳感器掃描,信號由主控機處理得到纖維長度排列圖,據此得到試樣長度和短絨指標。這種方法的特點是一端平齊試樣;纖維長度排列曲線——拜氏圖(一次曲線)以及采用光電法[3]。
2.2 總體棉樣有效長度分布情況
圖2中為兵團手摘棉、地方機采棉、地方手摘棉有效長度分布,從圖中可以看出兵團手摘棉有效長度中位值為28.70 mm,地方機采棉有效長度中位值為28.50mm,地方手摘棉有效長度中位值為28.56 mm,同時,發現棉樣有效長度分布區間按從大到小排列為:地方機采棉>兵團手摘棉>地方手摘棉,表明總體長度分布手摘棉優于機采棉,兵團手摘棉又優于地方手摘棉。
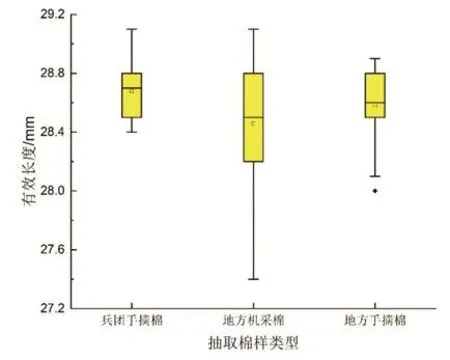
圖2 兵團手摘棉、地方機采棉、地方手摘棉有效長度分布
2.3 兵團手摘棉有效長度分布及與短纖維率相關性
表1為兵團手摘棉有效長度分布及12.7 mm和16 mm短纖維率(重量)分布情況,圖3為兵團手摘棉有效長度分布情況柱狀圖。從表1及圖3中可以看出,兵團手摘棉有效長度分布較為集中,主要分布在28.4mm ~28.9mm,占到抽檢棉樣的94.0%。
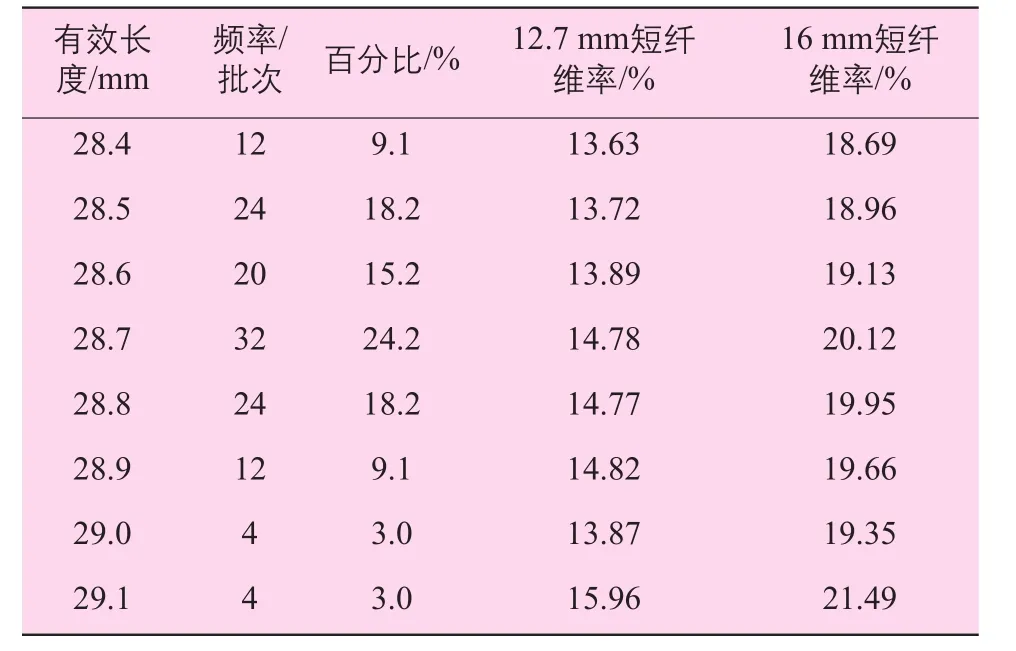
表1 兵團手摘棉有效長度分布情況
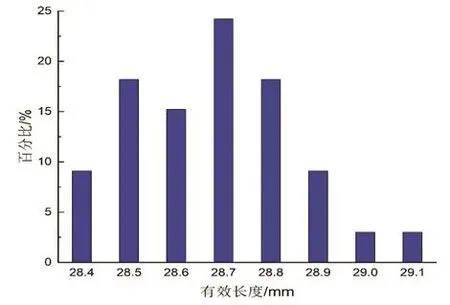
圖3 兵團手摘棉有效長度分布
圖4為兵團手摘棉有效長度—短纖維率分布圖,從表1和圖4中可以看出,隨著兵團手摘棉有效長度的增加,12.7mm、16mm短纖維率(重量)均呈上升趨勢,這與以往相關研究的結論有差別,可能是由于取樣量較少以及極值樣的存在,有待后期進一步分析,但整體趨勢可以看出棉花有效長度和短纖維率存在一定相關性。
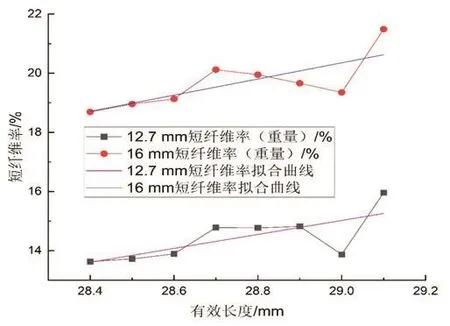
圖4 兵團手摘棉不同有效長度—短纖維率分布
為了討論有效長度與棉花短纖維之間的相關性,進行了回歸分析,表2為兵團手摘棉有效長度—短纖維率擬合曲線方程及相關系數。從表中可以看出,對于12.7 mm短纖維率,有效長度—短纖維率擬合方程為Y=-53.47476 +2.3619X,Pearson's相關系數r為0.72315,r>0.7,說明有效長度和短纖維之間存在高度相關性;對于16mm短纖維率,有效長度—短纖維率擬合方程為Y=-58.94881+ 2.73452X,Pearson's相關系數r為0.75898,說明有效長度和短纖維之間存在高度相關性。
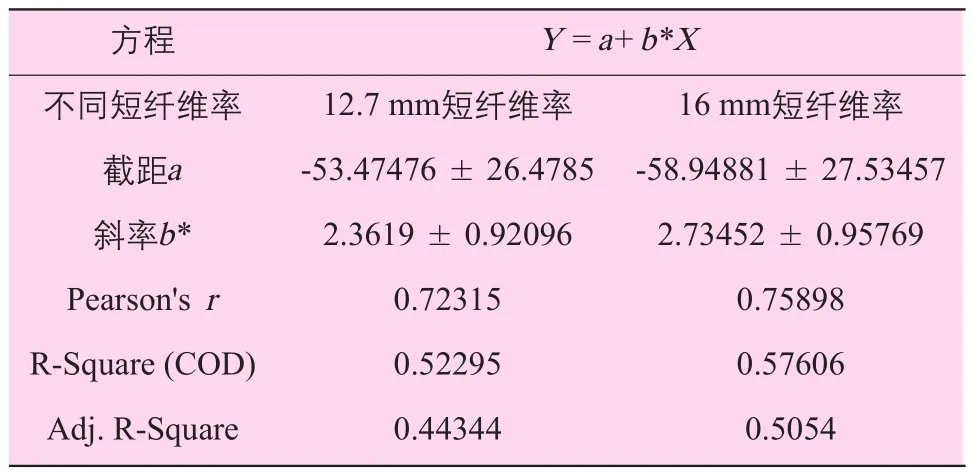
表2 兵團手摘棉不同有效長度—短纖維率擬合曲線
2.4 地方機采棉有效長度分布及與短纖維率相關性
表3為地方機采棉有效長度分布及12.7mm和16mm短纖維率(重量)分布情況,圖5為地方機采棉有效長度分布情況柱狀圖。從表3及圖5中可以看出,地方機采棉分布較為分散,主要分布于28.1mm ~29.0mm,占到88.0%。
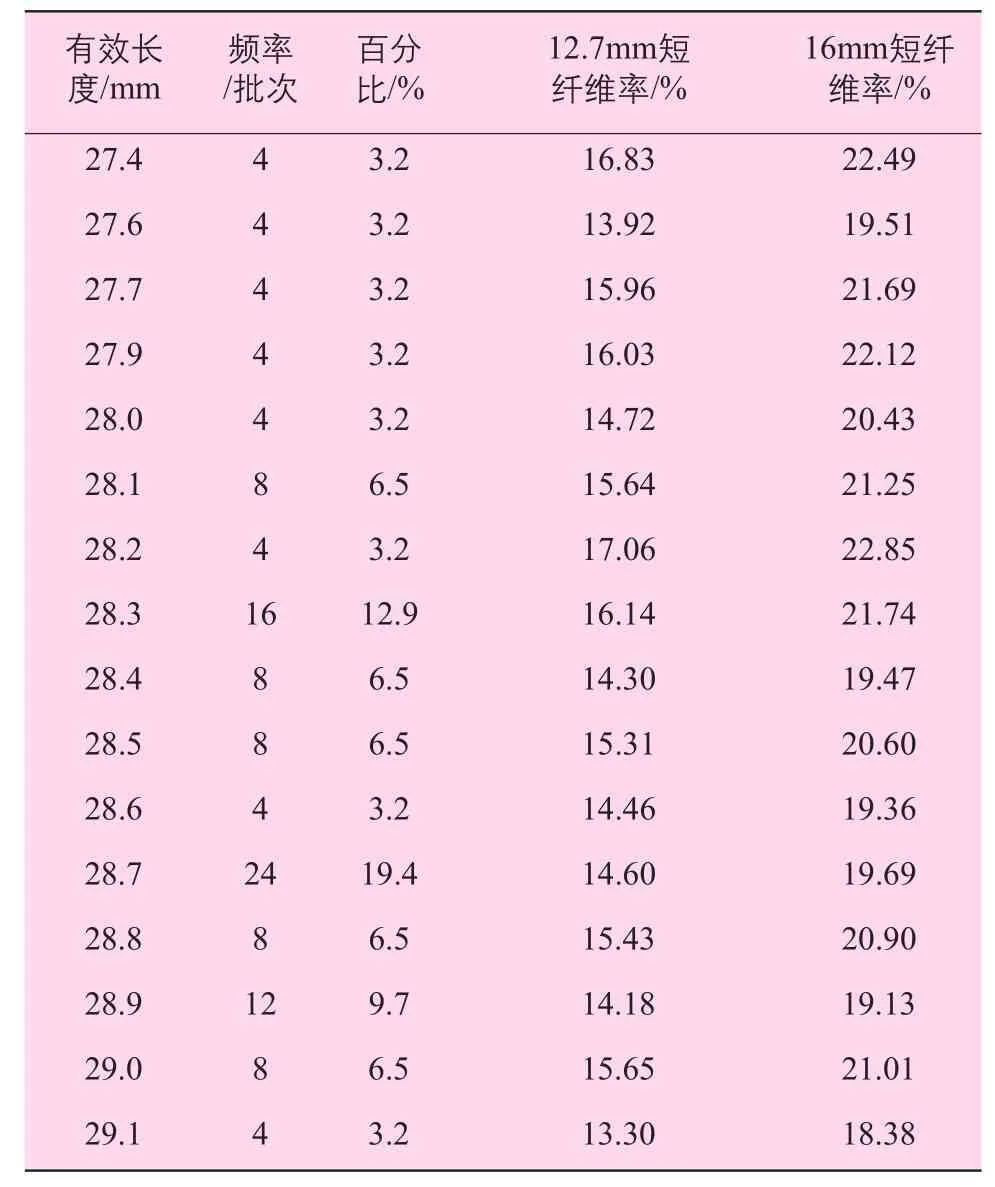
表3 地方機采棉有效長度及短纖維率分布情況
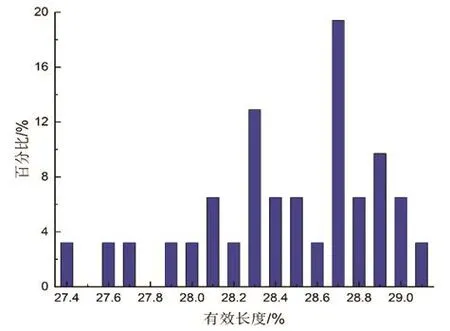
圖5 地方機采棉有效長度分布
圖6為地方機采棉有效長度—短纖維率分布圖。從表3和圖6中可以看出,隨著地方機采棉有效長度增加,12.7mm、16mm短纖維率(重量)均呈下降趨勢,有效長度和短纖維率之間是存在一定負相關性的。
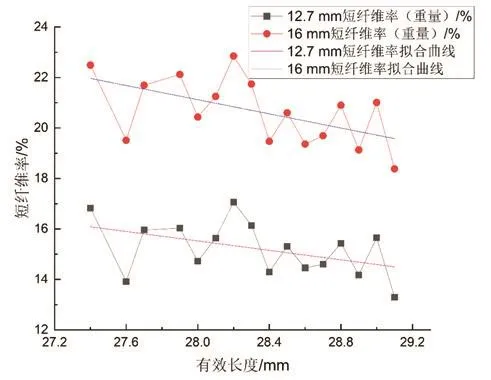
圖6 地方機采棉不同有效長度—短纖維率分布
表4為地方機采棉不同有效長度—短纖維率擬合曲線方程及相關系數。從表中可以看出對于12.7 mm短纖維率,有效長度—短纖維率擬合方程為Y= 41.69456-0.93465X,Pearson's相關系數r為-0.45337,說明有效長度和短纖維之間存在中等的負相關性;對于16mm短纖維率,有效長度—短纖維率擬合方程為Y=-60.41459-1.40338X,Pearson's相關系數r為-0.54979,說明有效長度和短纖維之間存在中等的負相關性。
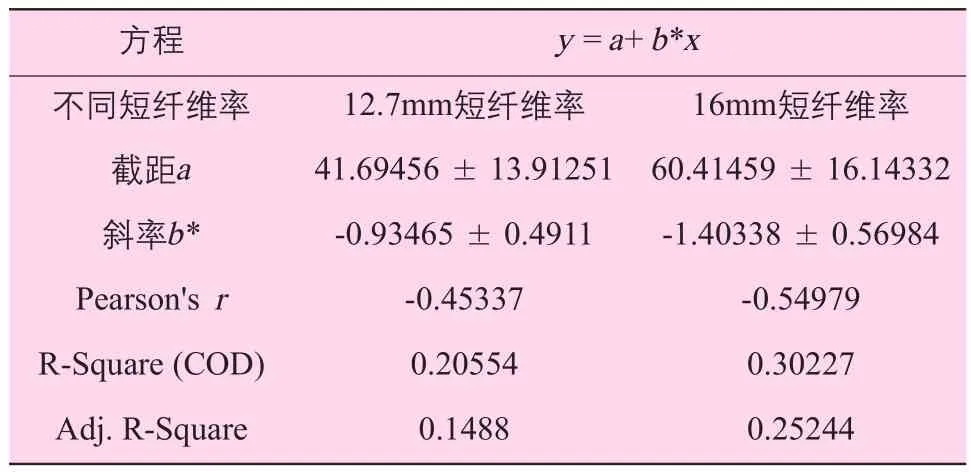
表4 地方機采棉不同有效長度—短纖維率擬合曲線
2.5 地方手摘棉有效長度分布及與短纖維率相關性
表5為地方手摘棉有效長度分布及12.7 mm和16 mm短纖維率(重量)分布情況,圖7為地方手摘棉有效長度分布情況柱狀圖,從表5及圖7中可以看出,地方手摘棉分布較為集中,主要分布于28.0 mm ~28.8 mm,占到97.8%。
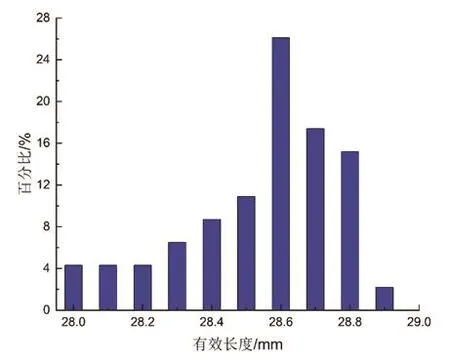
圖7 地方手摘棉有效長度分布
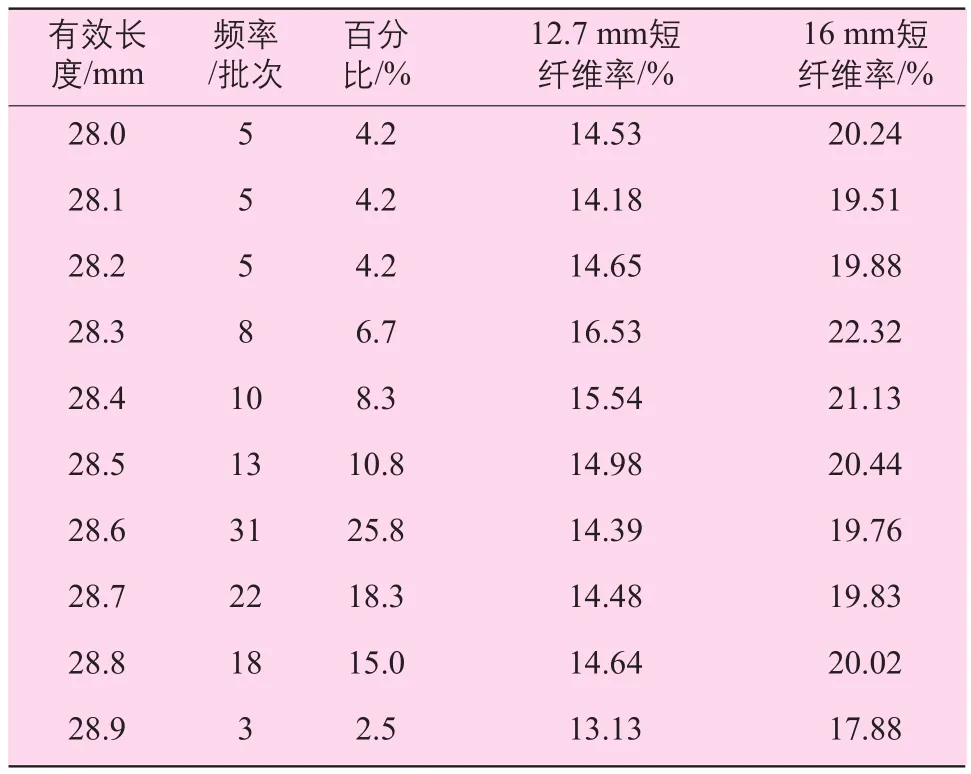
表5 地方手摘棉有效長度及短纖維率分布情況
圖8為地方手摘棉有效長度—短纖維率分布圖。從表5和圖8中可以看出,隨著地方手摘棉有效長度增加,12.7mm、16mm短纖維率(重量)均呈下降趨勢,有效長度和短纖維率之間是存在一定負相關性的。
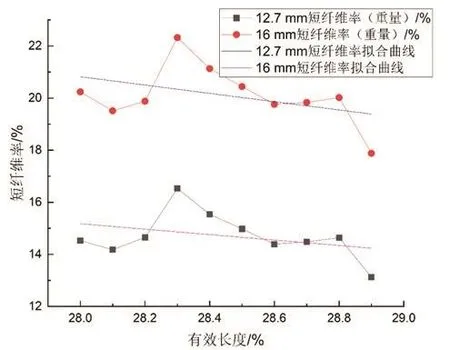
圖8 地方手摘棉不同有效長度—短纖維率分布
表6為地方手摘棉不同有效長度—短纖維率擬合曲線方程及相關系數,從表中可以看出對于12.7 mm短纖維率,有效長度—短纖維率擬合方程為Y=44.37921-1.04303X,Pearson's相關系數r為-0.15687,說明有效長度和短纖維之間存在中等負相關性;對于16 mm短纖維率,有效長度—短纖維率擬合方程為Y=-65.43133-1.59333X,Pearson's相關系數r為-0.22411,說明有效長度和短纖維之間存在低等負相關性。

表6 地方手摘棉不同有效長度—短纖維率擬合曲線
3 結論和相關建議
3.1 結論
(1)手摘棉長度分布較為集中,機采棉長度分布較為分散。兵團手摘棉、地方機采棉、地方手摘棉有效長度分別主要分布于28.4 mm ~28.9 mm、28.1 mm ~29.0 mm和28.0 mm ~28.8 mm,相比之下,手摘棉有效長度分布整體優于機采棉。可見棉花采摘方式對棉花長度有一定影響,主要是棉花企業在加工棉花時,設置同樣的工藝流程和工藝參數,沒有加以區別采取具體措施。
(2)手摘棉短纖維率與有效長度存在一定相關性。總體分析結果,手摘棉有效長度與短纖維率存在一定正相關性,主要是手摘棉對纖維的損傷較少,雜質可以通過加強采摘管理加以控制,減輕棉花加工環節加工難度,棉花短纖維率指標控制較好。
(3)機采棉短纖維率與有效長度相關性不高。相比之下,機采棉由于雜質較多,需要在加工環節加大機械與棉花的作用力,造成棉纖維斷裂,短纖維率顯著增加,因此造成棉花有效長度與短纖維率存在一定負相關性這種情況下,棉花長度好不能說明棉花短纖維率指標就好,紡紗企業選購棉花及合理配棉時,應特別注意棉花短纖維率指標,必要時可對梳棉、棉條等短纖維率指標車間檢測,為優化紡紗工藝提供參考。
3.2 相關建議
針對上述棉花短纖維率指標檢測結果,作如下建議:
(1)加大棉花短纖維率與棉花其他質量指標的關聯性研究。通過此次研究初步了解了新疆南疆地區棉花短纖維率的基本情況,了解新疆南疆地區用棉企業采購棉花的短纖維率水平,發現棉花有效長度和短纖維率之間存在一定的相關性,為更好供給下游產品,還可以在棉花品種、加工方式、顏色級、長度指標與短纖維率之間的相關性方面展開研究。
(2)發揮標準引領的作用,規范棉花加工企業的生產質量控制。棉花短纖維率是影響皮棉質量的重要因素。短纖維率高,損壞了棉花使用價值,增大了清花、梳棉等工序的落棉量,加大了棉紡生產成本。此外在紡紗牽伸過程,大量短纖維成為浮游纖維,產生短片段粗、細節,破壞棉紗均勻度,降低成紗強度,在織造過程增加斷頭率,影響棉布外觀。目前棉花強制標準GB 1103.1—2012《棉花 第1部分:鋸齒加工細絨棉》沒有對短纖維率指標進行考核,棉花加工企業應制定內控指標,優化加工工藝,控制棉花質量,為棉花后道加工提供優良原料。
(3)應結合棉花品種及采摘、加工方式,研究棉花短纖維率指標。在收購環節,棉花品種、產地、用途、采摘方式不相同,質量也不相同,在加工領域,機采棉、手摘棉的加工工藝不同,以及加工設備不同,得到的皮棉的短纖維率也不相同,在紡紗領域,用于絮棉、紡普梳紗以及紡精梳紗的棉花,對棉花短纖維率指標的要求都不同,因此,應細化棉花短纖維率的控制指標,精心化棉花加工生產,建議根據下游產品配棉質量需求,研究不同品種、采摘方式棉花的短纖維率分布情況,制定具體的工藝流程,采取相應措施,進一步提高棉花的利用率。
(4)盡快規范并加強棉花短纖維率的檢驗工作。一直以來纖維檢驗機構在檢驗中對棉花短纖維率關注不夠,新疆是棉花主產區,全疆18個纖檢機構擁有近300臺HVI全自動棉花檢測儀器,棉花檢驗能力居全國之首,主要承擔新疆棉花逐包儀器化公證檢驗工作,但對棉花短纖維率指標的關注還不夠,沒有充分發揮檢驗機構在開展棉花質量提升方面的積極作用。存在棉花檢驗與紡紗企業需求脫節的情況,主要原因是棉花標準不考核短纖維率,棉花加工企業普遍不重視該項指標的控制,但棉紡企業十分重視,該項指標影響紡紗加工工藝及生產成本,對棉紗企業產品質量提高影響較大。
4 結語
開展棉花短纖維率檢驗技術分析研究,在探索加強棉花質量事中事后監管新舉措、解決長期以來棉紡行業對棉花短纖維含量較高的關切問題、督促棉花加工企業優化軋花工藝及降低棉紡企業用棉成本等方面具有重要意義。采取棉花短纖維率檢驗新技術,發揮棉花檢驗工作服務產業鏈相關企業的大數據優勢,通過標準制定,為推進棉花加工精心化生產及質量提升十分必要。
猜你喜歡
綠洲(2022年4期)2023-01-14 08:23:30
綠洲(2022年5期)2023-01-09 12:51:08
綠洲(2022年6期)2023-01-09 10:46:38
綠洲(2022年3期)2022-06-06 08:17:22
幽默大師(2017年12期)2017-10-30 01:54:50
幽默大師(2017年11期)2017-10-27 06:17:02
幽默大師(2017年9期)2017-10-27 06:15:06
新疆職業教育研究(2016年2期)2016-04-11 09:12:26
新疆農墾經濟(2015年10期)2015-12-20 12:26:22
中國火炬(2014年12期)2014-07-25 10:38:08