宣鋼KR鐵水自動(dòng)脫硫技術(shù)的應(yīng)用實(shí)踐
2021-06-28 01:31:24韓云飛
天津冶金 2021年3期
韓云飛
(河鋼集團(tuán)宣化鋼鐵公司,河北075100)
0 引言
隨著宣化鋼鐵公司(后稱宣鋼)轉(zhuǎn)型升級(jí)的持續(xù)推進(jìn),產(chǎn)品的結(jié)構(gòu)發(fā)生了較大變化。目前,宣鋼冶煉的品種鋼主要以優(yōu)質(zhì)低合金鋼和硬線鋼為主,其代表產(chǎn)品包括ER70S-6焊絲系列和SWRH82B預(yù)應(yīng)力鋼絞線系列,這些鋼成品要求有較低的硫含量。
為了適應(yīng)優(yōu)質(zhì)鋼低含硫量的要求,宣鋼通過不斷技術(shù)進(jìn)步和工藝操作的改進(jìn),在KR脫硫系統(tǒng)開發(fā)了鐵水自動(dòng)脫硫技術(shù)。本文介紹了宣鋼鐵水脫硫的主要工藝設(shè)備、脫硫的工藝流程和脫硫的自動(dòng)控制模型,以及自動(dòng)控制模型的主要功能和實(shí)施效果。通過實(shí)踐,印證了鐵水自動(dòng)脫硫控制模型的實(shí)用性,實(shí)現(xiàn)了鐵水精準(zhǔn)脫硫,提高了KR鐵水脫硫的效率和命中率。
1 KR鐵水脫硫設(shè)施簡(jiǎn)介
1.1 KR鐵水脫硫工藝流程
宣鋼煉鋼廠鐵水脫硫工藝為KR法,其主要操作工藝包括:鐵水測(cè)溫、鐵水取樣,扒渣和脫硫操作,具體工藝流程如圖1所示。
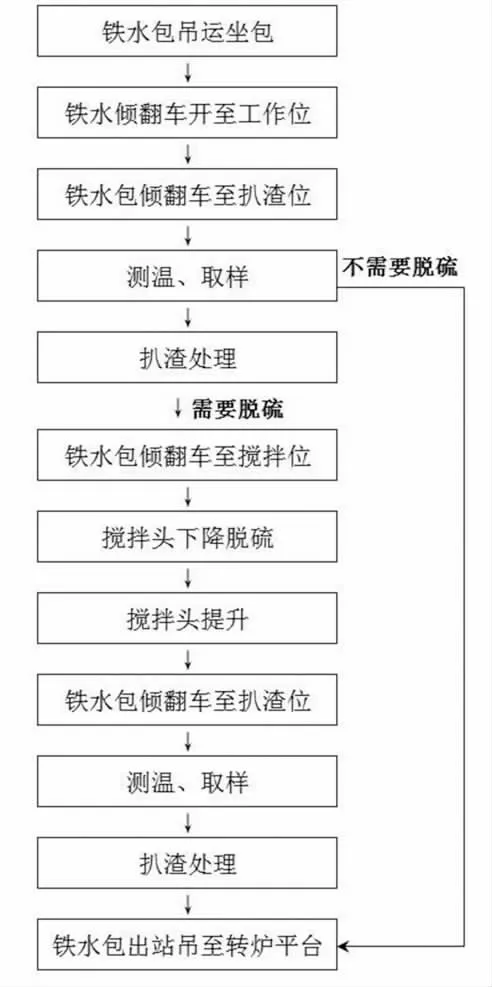
圖1 脫硫操作工藝流程
1.2 KR鐵水脫硫主要工藝設(shè)備
KR鐵水脫硫主要工藝設(shè)備包括:備料系統(tǒng)、加料系統(tǒng)、地面車輛系統(tǒng)、扒渣系統(tǒng)和攪拌系統(tǒng)。
(1)備料系統(tǒng)主要包括:料倉下旋轉(zhuǎn)給料器、料倉振打器、布袋除塵器、料倉流態(tài)化切斷閥、調(diào)節(jié)閥等。
(2)加料系統(tǒng)主要包括:稱量斗稱、流態(tài)化切斷閥和調(diào)節(jié)閥、升降溜槽、稱量斗下旋轉(zhuǎn)給料器,以及壓力、流量監(jiān)測(cè)儀表等。
(3)地面車輛系統(tǒng)主要包括:鐵水罐車行走機(jī)構(gòu)、渣罐車行走機(jī)構(gòu)、鐵水罐傾翻機(jī)構(gòu)等。
(4)扒渣系統(tǒng)采用成套扒渣機(jī),只與鐵水罐車保持一定的聯(lián)鎖關(guān)系。
(5)攪拌系統(tǒng)主要包括:攪拌頭升降機(jī)構(gòu)、攪拌頭旋轉(zhuǎn)機(jī)構(gòu),升降小車夾緊裝置、翻板軌道。此外,攪拌系統(tǒng)還包括一些附屬設(shè)備,主要有鐵水罐車防塵門、渣罐車防塵門、除塵閥門和液壓設(shè)備。
2 KR鐵水自動(dòng)脫硫控制技術(shù)
2.1 KR鐵水自動(dòng)脫硫控制模式
對(duì)于硫含量滿足轉(zhuǎn)爐冶煉要求的鐵水,鐵水進(jìn)站后只需進(jìn)行扒渣處理,由于渣塊在鐵水表面隨機(jī)分布,因此,需要操作人根據(jù)鐵水表面鐵渣情況進(jìn)行人工扒渣操作。
對(duì)于鐵水硫含量超出轉(zhuǎn)爐冶煉入爐要求范圍的,設(shè)定兩種自動(dòng)脫硫模式,分別為淺脫硫處理模式和深脫硫處理模式,以此滿足轉(zhuǎn)爐對(duì)入爐鐵水硫含量的要求,實(shí)現(xiàn)鐵水脫硫的精準(zhǔn)控制,避免脫硫劑的浪費(fèi)。淺脫硫處理模式是針對(duì)低合金鋼種,脫硫目標(biāo)值設(shè)定為0.045%;深脫硫處理模式是針對(duì)40~70號(hào) 優(yōu) 質(zhì) 碳 素 結(jié) 構(gòu) 鋼、SWRH82B絞 線 鋼、ER70S-6焊絲鋼及C72DA系列鋼種,脫硫目標(biāo)值設(shè)定為0.010%。
脫硫自動(dòng)控制模型可根據(jù)脫硫模式、鐵水重量、鐵水溫度、鐵水S含量、鐵水Si含量等鐵水初始條件以及攪拌頭使用次數(shù),自動(dòng)計(jì)算出脫硫劑的用量、攪拌頭插入深度、攪拌速度、攪拌時(shí)間等參數(shù)。KR鐵水自動(dòng)脫硫控制流程如圖2所示。
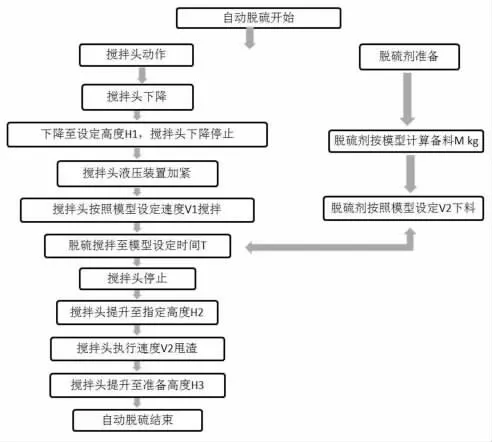
圖2 自動(dòng)脫硫控制流程圖
2.2 KR鐵水脫硫模型攪拌頭控制參數(shù)確定
以宣鋼煉鋼廠1號(hào)鐵水脫硫站為例,KR鐵水自動(dòng)脫硫控制模型主操作頁面如圖3所示。
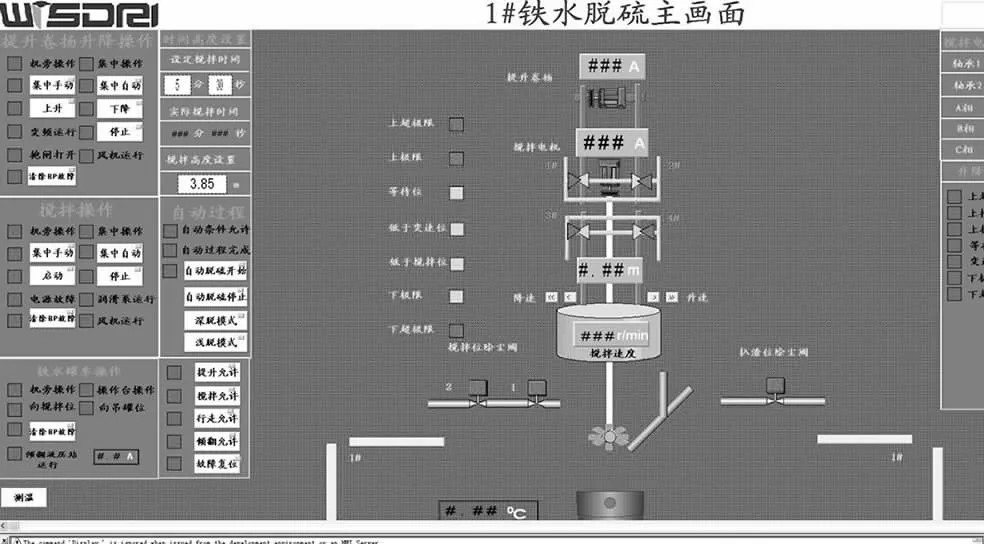
圖3 KR鐵水自動(dòng)脫硫控制主頁面
2.2.1 攪拌頭下降設(shè)定高度的確定
攪拌頭下降設(shè)定高度H1,由式①求得。

式中:H為液面高度;L為攪拌頭插入深度,取1.3 m;V為攪拌頭體積;S為鐵水包底面積,鐵水包直徑為4.02 m,耐材厚度0.28 m,計(jì)算S為9.4m2。
鐵水液面高度H由式②求得。

式中:H0為鐵水液面相對(duì)高度;h0為鐵水包底面耐火磚厚度,取0.20 m;h為鐵水包底面至地面的距離,1.65 m。
鐵水液面相對(duì)高度H0由式③求得。

式中:G為鐵水包總重量,采集天車稱量數(shù)據(jù);G0為鐵水包皮重,采集天車稱量數(shù)據(jù);ρ為鐵水密度,取7.138 t/m3;g為重量加速度,取9.8 m/s2;S為鐵水包底面積,取9.4。
2.2.2 攪拌頭其他控制參數(shù)的確定
圖2中:攪拌頭指定高度H2為液面高度H+50 cm,為攪拌頭甩渣時(shí)的高度;備料重量M由模型計(jì)算得到;攪拌頭攪拌速度V1由模型和模式共同決定;攪拌頭加料速度V2由模式中鐵水溫度,鐵水渣粘稠程度,Si含量等決定[1]。
2.3 KR鐵水自動(dòng)脫硫操作工藝
(1)當(dāng)鐵水罐車開至脫硫工位后,首先進(jìn)行鐵水罐傾翻、扒渣處理。同時(shí)脫硫冶煉工在脫硫控制畫面中對(duì)自動(dòng)脫硫模型的初始條件進(jìn)行設(shè)定,包括脫硫模式、鐵水初始條件以及攪拌頭使用次數(shù)等,模型自動(dòng)計(jì)算出過程控制值,自動(dòng)控制系統(tǒng)以計(jì)算脫硫劑用量為設(shè)定值,自動(dòng)備料。
(2)當(dāng)鐵水罐復(fù)位后,脫硫冶煉工在脫硫控制畫面中點(diǎn)擊開始冶煉后,攪拌頭依據(jù)模型計(jì)算值下降至插入深度,按照模型設(shè)定速度逐漸提升攪拌速度。其中深脫硫模式攪拌頭插入深度大于淺脫硫模式,且攪拌較為劇烈。
(3)按照模型設(shè)定速率逐漸提升攪拌速度,在速度達(dá)到60 r/min時(shí)開始加入脫硫劑。淺脫硫模式下,速度達(dá)到85 r/min時(shí)完成加料;深脫硫模式加料速度由模型提供,相對(duì)于淺脫硫模式加料時(shí)間較長。加料過程中模型對(duì)后期攪拌頭轉(zhuǎn)速會(huì)進(jìn)行補(bǔ)償,之后迅速提升轉(zhuǎn)速至模型設(shè)定轉(zhuǎn)速110 r/min。
(4)攪拌過程持續(xù)至模型設(shè)定時(shí)間停止攪拌,其中深脫硫模式的攪拌時(shí)間長于淺脫硫模式。停止攪拌后,攪拌頭提升至距液面0.5 m處,開始攪拌頭甩渣,停止后,液面靜置5分鐘后,開始鐵水罐傾翻扒后渣操作,自動(dòng)脫硫結(jié)束。
3 實(shí)施效果
3.1 脫硫命中率顯著提高
通過對(duì)鐵水自動(dòng)脫硫控制技術(shù)的不斷完善,以及對(duì)工藝控制參數(shù)的不斷改進(jìn),KR鐵水自動(dòng)脫硫控制模型在宣鋼已投入生產(chǎn)運(yùn)行。鐵水自動(dòng)脫硫控制模型的運(yùn)行,規(guī)范了脫硫操作流程,實(shí)現(xiàn)了KR的精準(zhǔn)脫硫。從生產(chǎn)運(yùn)行數(shù)據(jù)可以看出,脫硫命中率顯著提高。對(duì)比項(xiàng)目實(shí)施前后脫硫命中率如表1所示。
通過表1可以看出,KR脫硫自動(dòng)控制技術(shù)投用后,通過近一年的脫硫數(shù)據(jù)統(tǒng)計(jì),脫硫平均命中率由2019年的86.7%提高到2020年的94.2%。
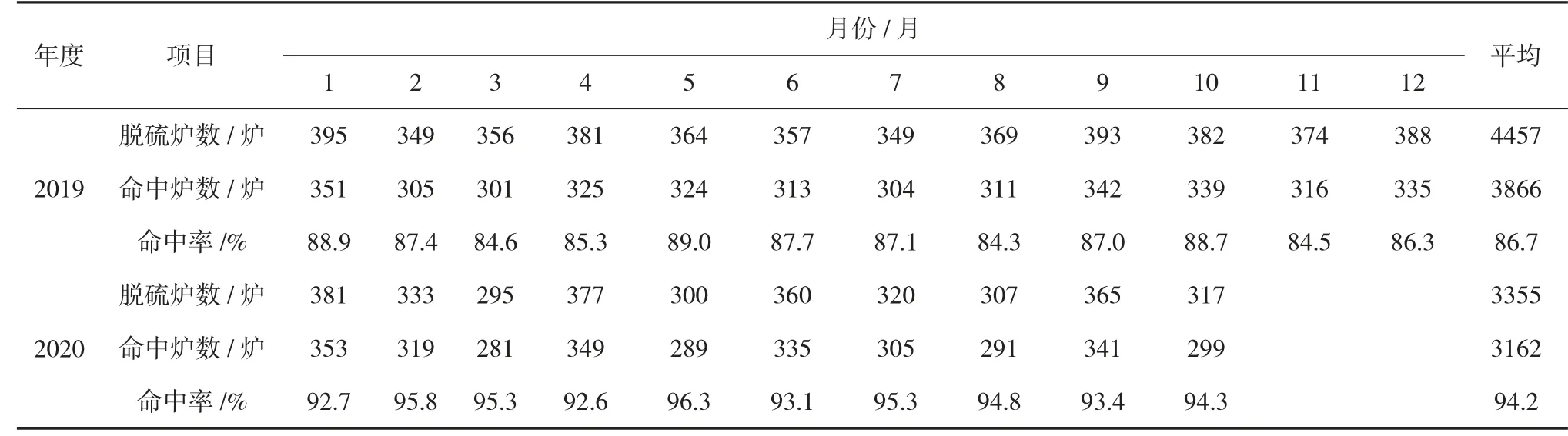
表1 2019年度與2020年度脫硫命中率對(duì)比
3.2 脫硫作業(yè)周期明顯縮短。
鐵水自動(dòng)脫硫控制技術(shù)使得鐵水脫硫處理時(shí)間縮短,KR生產(chǎn)運(yùn)行效率明顯提高,保障了轉(zhuǎn)爐鐵水的供應(yīng),縮短了轉(zhuǎn)爐等鐵時(shí)間,而工人的勞動(dòng)強(qiáng)度也隨之降低。對(duì)比項(xiàng)目實(shí)施前后脫硫周期如表2所示。
通過表2可以看出,鐵水脫硫自動(dòng)化控制相對(duì)于人工控制,脫硫處理時(shí)間縮短了3分鐘,整個(gè)流程銜接更加緊密。
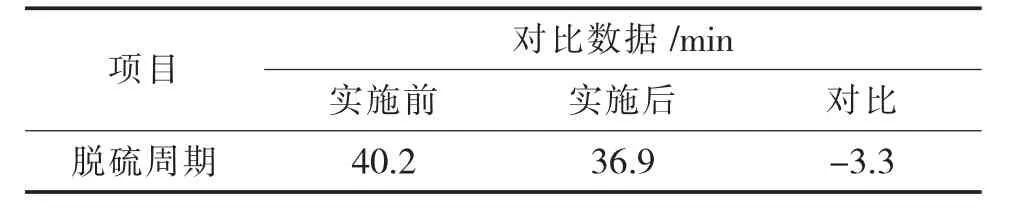
表2 2019年度與2020年度脫硫周期對(duì)比
4 結(jié)語
通過KR鐵水自動(dòng)脫硫技術(shù)的應(yīng)用,提高了鐵水脫硫的精準(zhǔn)度,KR脫硫命中率由86.7%提高到94.2%,滿足了轉(zhuǎn)爐冶煉品種鋼的要求,為宣化鋼鐵公司產(chǎn)品升級(jí)和轉(zhuǎn)型發(fā)展創(chuàng)造了條件。另外自動(dòng)脫硫模型的運(yùn)行,規(guī)范脫硫操作流程,使得脫硫操作流程銜接更加緊密,平均每爐鐵水脫硫時(shí)間縮短了3分鐘,提高了KR脫硫生產(chǎn)效率,保障了轉(zhuǎn)爐生產(chǎn)鐵水的供應(yīng),顯著減少了轉(zhuǎn)爐空爐等鐵時(shí)間,同時(shí)降低了工人的勞動(dòng)強(qiáng)度。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
