關(guān)于白車身人工點焊質(zhì)量控制的研究
2021-06-26 07:23:28朱軍啟
汽車實用技術(shù) 2021年11期
朱軍啟
(寧波吉寧汽車零部件有限公司,浙江 寧波 315600)
引言
車身是汽車的外殼,它不僅要承受來自汽車內(nèi)、外部的所有應(yīng)力,為乘客提供保護(hù),而且還要滿足用戶對汽車外觀美感追求的要求,即車身應(yīng)具有“承力、保護(hù)、美學(xué)”三大最基本的功能。此三大功能是否能得到最大限度地實現(xiàn),很大程度上取決于車身焊裝工藝及質(zhì)量。這正是常說“車身焊裝工藝水平直接關(guān)系著汽車產(chǎn)品的外觀質(zhì)量和使用性能”的原因。
1 車身焊點分類
車身上的焊點大致可分為兩大類,即關(guān)鍵焊點和一般焊點。
1.1 關(guān)鍵焊點
在車身中起著對關(guān)鍵件的連接、承載作用,以及在整車靜態(tài)及動態(tài)情況中承受著各個方向的拉應(yīng)力、壓應(yīng)力、剪切應(yīng)力,從而對整車安全、性能、可靠性影響非常嚴(yán)重的焊點。
1.2 一般焊點
對于白車身上的所有焊點,本文章描述的關(guān)鍵焊點以外的所有焊點均為一般焊點。
2 焊點質(zhì)量要求
2.1 焊點的外觀質(zhì)量
焊點焊接完成后,觀察外觀質(zhì)量,無毛刺、飛濺、縮孔、扭焊、焊點形狀不規(guī)則等缺陷。合格的焊點,表面形狀呈圓形或者橢圓形,無過燒、壓痕深等缺陷。
2.2 焊點熔核直徑
2.2.1 試板測試
焊點的熔核直徑與被焊工件的材質(zhì)、板料厚度、板料層次有關(guān),它是評定點焊接頭質(zhì)量的主要指標(biāo)之一。選擇與焊接工件同材質(zhì)、同厚度、同層次的試板進(jìn)行試焊。試板一般為(50*250)mm,將兩塊或者三塊試板進(jìn)行搭接,角度為45°-90°之間,然后進(jìn)行點焊(如圖1a/b 所示)。
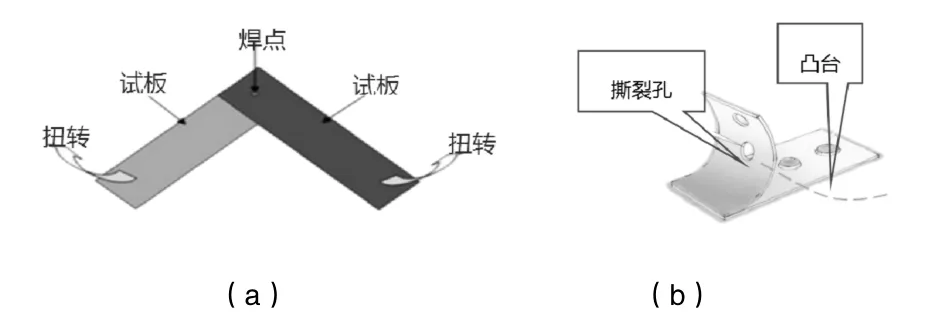
圖1 點焊圖
扭轉(zhuǎn)讓試板分離,要求在分離后的任意一塊板上焊接處,形成一個圓孔,另一塊板上形成一個圓凸臺,且焊點熔核直徑符合規(guī)定,一般熔核直徑為(4-6)mm,關(guān)鍵焊點為7mm。不同的主機廠,對熔核直徑要求也略有不同。有的主機廠是根據(jù)板的厚度來定義熔核直徑,以搭接時的最薄板為參考,熔核直徑為4 倍根號T,關(guān)鍵焊點熔核直徑為5 倍根號T,T為最薄板厚。
2.2.2 熔核直徑測量
熔核直徑測量、計算方法:熔核直徑可在破壞試驗中通過撕裂而采集到,撕裂后,凸臺的直徑由長軸測量數(shù)值加上與長軸垂直軸的測量數(shù)值再除以2,計算得到(如果無法在兩個方向上完成精確測量,則焊點直徑應(yīng)采取較小的直徑),測量數(shù)據(jù)要在接觸面上測量得到。
2.2.3 超聲波檢測
焊點可以通過超聲波探頭的探測來評估質(zhì)量。在超聲波檢測中,有的情況被檢測為熔核尺寸小,未熔合,低滲透率,過燒(過熱),虛焊和氣孔。如果超出了公司所定義的限制,則為不合格焊點。
2.3 半破檢測
半破壞性檢測(鑿檢):指將鑿子敲入(或敲擊)焊接工件,當(dāng)整個工件變形達(dá)到焊點拉長而熔核無斷裂或損壞的一種試驗方法。半破壞性鑿測試驗的方法,是用專用鑿子在離焊點位置11mm-16mm 出插入至焊點平齊,左右扳動鑿子(≤±15°)以檢查焊點是否松動,但絕不能損壞焊點,在拔出鑿子,用錘子還原零件。
當(dāng)不能恢復(fù)到原質(zhì)量狀態(tài)的,要進(jìn)行補焊修復(fù),達(dá)到合格狀態(tài)。在做半破檢測時,關(guān)鍵焊點和有密封要求地方的焊點,不能做半破檢測;有外觀要求,或者特定區(qū)域(門框的玻璃導(dǎo)槽等)的焊點,也不能做半破檢測,應(yīng)用超聲波來檢測。
2.4 全破檢測
選取一臺白車身作為全破檢測的對象,在專用的區(qū)域進(jìn)行破檢。先檢查焊點的位置、數(shù)量、外觀質(zhì)量等基本信息,并做好詳細(xì)記錄,并將結(jié)果記錄下來。
3 人工點焊質(zhì)量控制
(1)懸掛式點焊機由變壓器、焊機控制器、主纜、副纜及懸掛裝置等部分組成,根據(jù)焊鉗臂的動作分為兩種型號,即X 型和C 型。X 型懸掛焊鉗的焊臂像字母“X”一樣,該類焊鉗適用于尺寸大且焊接位喉深大的工件焊接,其常用焊臂長度有330mm 至1200mm,特殊的還可定制。C 型懸掛焊鉗靜止的焊臂似L 狀,另一焊臂垂直于L 型焊臂的短邊,兩條焊臂構(gòu)成的包圍圈在沒有閉合時像字母“C”因此而得名。
(2)將懸掛焊鉗的平衡器調(diào)整到適合的位置,焊鉗離地面35 至40 厘米,這時無論怎么拖曳焊鉗,松開后,焊鉗都會回到原來的位置(離地面35 至40 厘米)。這時焊鉗的重力與平衡器的拉力相當(dāng),使用焊鉗時,在平衡器的作用下,會更省力,此為最佳狀態(tài)。
(3)現(xiàn)場要有足夠的操作空間。懸掛焊機與地面大約是2.2 米,宜可根據(jù)主纜的長度來調(diào)節(jié)焊機的高度,要保證焊機與主纜有足夠的空間,操作工操作焊鉗時,有足夠的空間運作。
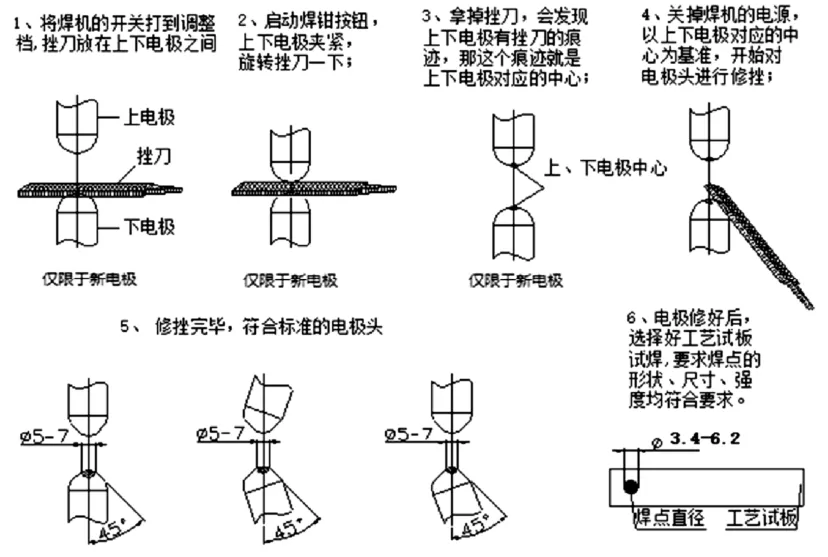
圖2 電極修磨步驟圖
(4)電極頭的修銼。電極頭的端面是影響焊點形狀及質(zhì)量的因素之一。修銼前,必須確認(rèn)上下電極沒有錯位。把懸掛點焊機的“夾緊/焊接/調(diào)整”的檔位擰到“調(diào)整”;將銼刀放在上、下電極之間;啟動焊鉗按鈕,上、下電極將銼刀夾緊,用力旋轉(zhuǎn)銼刀一下,上、下電極松開,會發(fā)現(xiàn)上、下電極的表面留有銼刀的痕跡,這個痕跡就是上、下電極的對應(yīng)中心。特別注意:新電極第一次修銼,用此方法進(jìn)行判斷,舊電極根據(jù)痕跡判斷上、下電極的對應(yīng)中心。以上、下電極對應(yīng)中心為基準(zhǔn),進(jìn)行修銼,把懸掛點焊機的操作開關(guān)打到“調(diào)整”,對上、下電極的邊沿進(jìn)行修銼,修銼時,銼刀與下電極呈45°夾角。一直修到電極帽的直徑能夠保證在5mm-7mm,修銼完畢后,將懸掛點焊機操作按鈕打到“焊接”;選擇合適的工藝師板進(jìn)行試焊,檢驗焊點的形狀和焊核直徑是否符合工藝要求,如果不符合,繼續(xù)按上面的步驟進(jìn)行修銼,直到符合為止(具體操作見附圖)。
一般情況下,焊接400 點時,電極必須進(jìn)行一次修磨,但是在焊接過程中,如果出現(xiàn)焊點表面粘損,電極端面傾斜,不平整;電極接觸面過小,熔核值小于工藝規(guī)定的理論值或焊點的表面直徑小于理論規(guī)定值;電極接觸面過大,熔核值大于規(guī)定的理論值或焊點的表面直徑大于理論規(guī)定值;電極表面油漬等雜物過多,影響焊點質(zhì)量;電極頭端面上、下不對中等情況,必須立即停止焊接進(jìn)行電極頭修磨。
(5)焊接參數(shù)的要求。焊接參數(shù)主要包括焊接電流、焊接壓力和焊接時間。焊接不同的板材,和厚度的不同,采用的焊接參數(shù)也不同。焊接電流一般在(7000-15000)安培之間,焊接壓力在(2300-3500)牛,焊接時間(10-20)周波,這三個參數(shù)值是焊接的主要參數(shù),會直接影響到焊點的強度。在焊接鍍鋅板時,一般需要二次焊接,利用一次電流將鍍鋅層破壞,在利用二次電流進(jìn)行焊接。焊接鍍鋅板時,焊接電流、焊接壓力及時間,要比普通板材提高20%-30%,所以電極頭要經(jīng)常修磨、更換。
(6)焊接規(guī)范的選擇。操作作業(yè)中,焊接不同的零部件加,板材厚度也不一樣。一把焊鉗一般都有兩個焊接規(guī)范,及強規(guī)范和弱規(guī)范(或者硬規(guī)范和軟規(guī)范)。強規(guī)范就是大電流,短時間;弱規(guī)范就是小電流,長時間。實際工作中,根據(jù)工藝要求進(jìn)行選擇使用規(guī)范,強規(guī)范一般用于焊接薄板,弱規(guī)范一般用于焊接厚一點的板材。
(7)焊鉗輔助行程的使用。在焊鉗的操作中,由于零部件需要用夾具進(jìn)行夾持固定,保證焊接后工件的相關(guān)尺寸,焊鉗的張口沒有那么大,到達(dá)不了需要焊接的位置。這時焊鉗有輔助行程,需要打開輔助行程,讓焊鉗順利通過焊接通道,到達(dá)需要焊接的位置。等電極到達(dá)焊接位置時,將行程關(guān)閉,再進(jìn)行焊接。如果在焊鉗打開輔助行程時,就進(jìn)行焊接作業(yè),焊鉗會因行程過大,兩電極閉合焊接時,出現(xiàn)錯位;也會因為沖擊壓力過大,造成炸槍,損壞焊鉗和電極頭。
(8)避免焊接分流,是保證焊點強度的重要因素之一。要做到焊接電流不分流,需要做到三點:第一、要不斷提升操作技能,熟練掌握點焊的操作技巧,操作焊鉗達(dá)到快、準(zhǔn)、穩(wěn)的嫻熟狀態(tài);第二、在容易發(fā)生接觸的地方,加裝絕緣墊,進(jìn)行隔離;第三、加裝焊接導(dǎo)向,打焊是方便掌握焊鉗,使焊接電極通道正確無誤。做到以上三點,可將分流情況徹底解決。
(9)點焊時,做到點焊“三要素”。即用靜電極貼住工件;打焊位置要準(zhǔn),不能打偏;手握焊鉗要穩(wěn),一手握住焊鉗開關(guān)的手柄,控制開關(guān),另一只手握住輔助手柄或者焊鉗臂,保持焊鉗平衡、穩(wěn)當(dāng),同時動電極要與被焊工件的焊接面垂直成90°,這樣打出來的焊點才不會移位、扭曲,外觀質(zhì)量得到保證。
(10)樹立質(zhì)量意識,是對產(chǎn)品質(zhì)量的把關(guān)。沒有質(zhì)量保證的產(chǎn)品,猶如無本之木,無源之水,很快就會枯竭,消失不見。在工作中,要樹立很強的質(zhì)量意識,把事情一次性做好,追求精益求精。嚴(yán)格做到“三不”(不接受、不制造、不傳遞不合格品)原則。把客戶放在心中,把質(zhì)量放在手中,才能做出質(zhì)量更好的產(chǎn)品。
4 結(jié)論
白車身的焊接質(zhì)量是一個系統(tǒng)的工程,需要從設(shè)計、工藝、制造、選材、布局等方面綜合考慮,才能提高整車的焊接質(zhì)量和工藝水平。對某一國產(chǎn)白車身的焊點進(jìn)行了全破檢測試驗,得出以下結(jié)論:
(1)打焊點時,上、下電極一定要與背焊接點的面垂直,這樣打出來的焊點合格率是最高的,否則容易出現(xiàn)扭焊、焊點變形等缺陷。
(2)焊點的工藝設(shè)計很重要,合理設(shè)計焊點的間距、點數(shù)等能有效保證白車身焊接強度。
(3)有強烈的質(zhì)量意識,是一切工作質(zhì)量的保證。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
