H13熱作模具鋼失效分析及工藝改進
2021-06-25 10:01:02徐凡凡朱曉勇王東明
模具工業(yè) 2021年6期
關(guān)鍵詞:效應(yīng)
王 漢,李 亨,徐凡凡,朱曉勇,王東明
(1.合肥工業(yè)大學(xué) 航空結(jié)構(gòu)件成形制造與裝備安徽省重點實驗室,安徽 合肥 230009;2.合肥工業(yè)大學(xué) 智能制造技術(shù)研究院,安徽 合肥 230009;3.池州市九華明坤鋁業(yè)有限公司,安徽 池州 247100)
0 引言
H13熱作模具鋼(成分為4Cr5MoSiV1)是目前使用最廣泛的熱作模具鋼之一,因其具有強度高、韌性好及熱疲勞性能好等優(yōu)點,在鋁合金、鎂合金等金屬加工制造業(yè)中被廣泛使用[1-4]。
傳統(tǒng)擠出工藝穿孔針法使用的模具結(jié)構(gòu)簡單,產(chǎn)品無焊縫且可以減少粗晶環(huán)等缺陷,但需要經(jīng)常更換芯軸,管材前端的偏心度大。目前,分流組合模[5,6]已經(jīng)逐步取代了穿孔針法,使用分流組合模能得到壁厚均勻、尺寸精度高的產(chǎn)品,且具有設(shè)備操作簡單、生產(chǎn)周期快、成本低等優(yōu)點。但分流組合模會由于成型產(chǎn)品形狀的復(fù)雜性、過高的擠壓力及冷熱疲勞的作用產(chǎn)生開裂失效,模具一旦萌生裂紋產(chǎn)生開裂,則喪失服役功能從而報廢,為了保證產(chǎn)品成型質(zhì)量和延長模具的使用壽命,必須對模具結(jié)構(gòu)進行合理設(shè)計[7,8]。
于寶義等[9]對模具的分流比和焊合角進行了優(yōu)化模擬,通過校核模具優(yōu)化后的強度,得出了合理的模具結(jié)構(gòu)參數(shù);岳博文等[10]通過對不同分流孔深度的模具進行模擬,分析了平面分流組合模分流孔深度對鋁型材擠出成型的影響,得出了最佳的分流孔深度值。針對某汽車配件的分流組合模分流橋早期失效狀況,對擠出過程進行熱力耦合數(shù)值模擬,通過對模具工作帶長度等參數(shù)進行改進,為延長模具使用壽命提供了一定的理論依據(jù)。
1 分流組合模
1.1 分流組合模的工作原理及幾何模型
分流組合模的工作原理如圖1所示,坯料在擠壓桿的擠壓力作用下,沿圖1中箭頭所示方向移動,第一階段,坯料被分流橋分成4股金屬流,然后沿著分流孔進入焊合室;第二階段,金屬在焊合室內(nèi)緩慢流動相互接觸隨之發(fā)生焊合;第三階段,金屬焊合后在出料口的工作帶上成型。
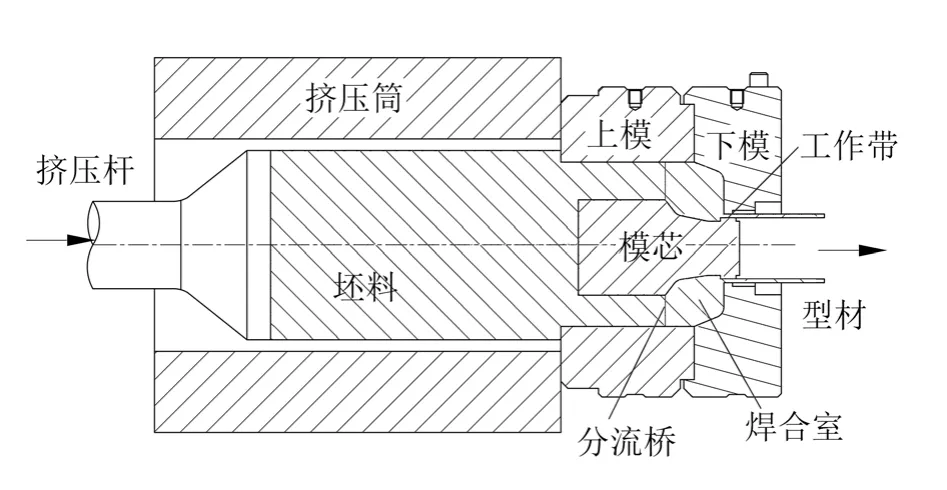
圖1 分流組合模工作原理
工作帶是在模孔內(nèi)確定擠出型材的形狀、尺寸及表面質(zhì)量的一段區(qū)域,初始取值為4 mm,焊合室深度是分流橋底部到模孔入口處的垂直距離,取12 mm。圖2所示為經(jīng)過淬火鋸切之后的汽車配件型材,圖3所示為模具分流橋根部發(fā)生開裂,造成了模具的報廢。
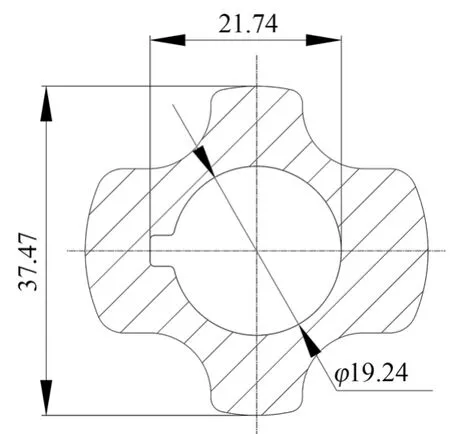
圖2 汽車配件型材截面
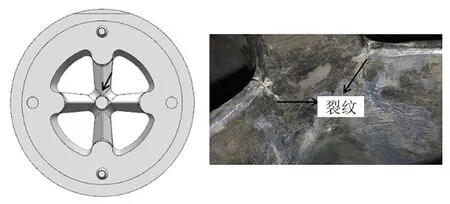
圖3 模具分流橋根部開裂
1.2 模擬條件設(shè)定
以實際生產(chǎn)工藝參數(shù)為依據(jù),坯料初始溫度設(shè)為510℃,直徑為φ178 mm;模具、擠壓筒和擠壓桿假設(shè)為剛性,初始溫度分別設(shè)為480、440、20℃;擠壓速度設(shè)置為3 mm/s;坯料與模具擠壓筒之間的摩擦因數(shù)設(shè)為0.4;每步步長為1 mm,總模擬步數(shù)為600;通過計算坯料橫截面面積與型材橫截面面積,得出擠壓比約為40.1。
分流組合模在靠近模口處坯料的變形量較大,容易造成網(wǎng)格畸變,因此需要對網(wǎng)格進行局部劃分[10]。采用相對法劃分網(wǎng)格,網(wǎng)格基礎(chǔ)數(shù)為40 000,最小邊緣尺寸為3.12 mm,在進入上模的坯料啟動局部網(wǎng)格劃分,劃分比例為0.1;在進入下模的坯料同時也啟動局部網(wǎng)格劃分,劃分比例為0.05;上模采用相對法劃分網(wǎng)格,網(wǎng)格基礎(chǔ)數(shù)為40 000,最小邊緣尺寸為1.99 mm,在分流橋部分進行局部網(wǎng)格劃分,劃分比例為0.1;下模也采用相對法劃分網(wǎng)格,網(wǎng)格基礎(chǔ)數(shù)為40 000,最小邊緣尺寸為2.13 mm,在焊合室與工作帶部分進行局部網(wǎng)格劃分,劃分比例為0.1。擠壓桿和擠壓筒進行少量網(wǎng)格劃分。坯料和模具材料性能如表1所示[9]。

表1 坯料與模具材料性能
2 模擬結(jié)果與分析
以工作帶長度L為研究對象,在不改動其他工藝參數(shù)的條件下,分析流動金屬在不同的工作帶長度下對模具的應(yīng)力影響和金屬流出工作帶時的流動均勻性,減小模具分流橋部位的等效應(yīng)力,延長模具的使用壽命。
2.1 工作帶長度對模具零件所受應(yīng)力的影響
圖4所示為焊合室深度為12 mm、工作帶長度不同的上模等效應(yīng)力分布。從圖4可以看出,分流橋部位應(yīng)力集中,當(dāng)工作帶長度為4、6、8 mm時,靠近模芯部位的分流橋處等效應(yīng)力分別為778、716、865 MPa。圖5所示為不同工作帶長度下,分流橋部位相同點的等效應(yīng)力值。從圖5可以看出,在不同的質(zhì)點下,6 mm工作帶長度的等效應(yīng)力值比4、8 mm的工作帶長度的等效應(yīng)力值都小,且梯度變化較為平緩,說明此工作帶長度下的上模分流橋部位應(yīng)力分布更均勻。當(dāng)模具局部區(qū)域應(yīng)力集中,且在循環(huán)載荷的反復(fù)作用下,裂紋首先會在此處產(chǎn)生,在連續(xù)使用過程中,裂紋擴展,最后引起模具零件斷裂。此外,工作帶過長會造成金屬的流動不均勻,在陽極氧化處理后,成型的產(chǎn)品表面兩邊和中間部分的色調(diào)不均,且出現(xiàn)壁厚差;工作帶過短會降低產(chǎn)品尺寸穩(wěn)定性,加深模具零件的磨損程度,縮短模具的使用壽命[11,12]。因此,在設(shè)計模具時,應(yīng)合理設(shè)計工作帶的長度。
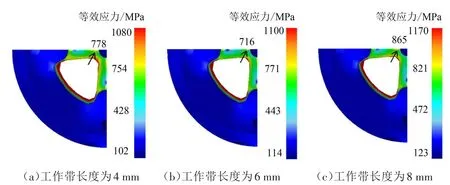
圖4 工作帶長度不同的上模等效應(yīng)力
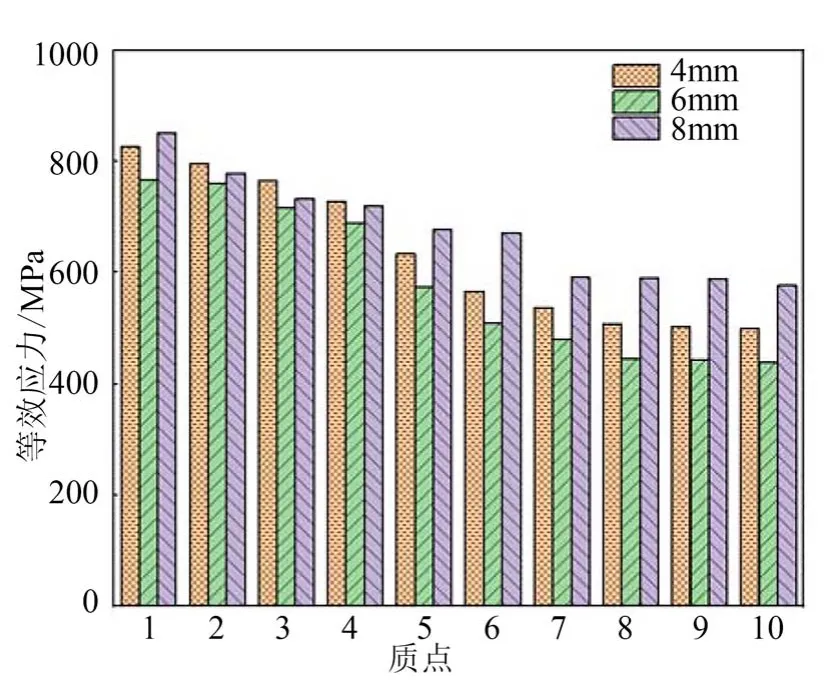
圖5 工作帶長度不同的分流橋部位等效應(yīng)力
圖6所示為焊合室深度為12 mm、工作帶長度不同的下模等效應(yīng)力分布。從圖6可以看出,工作帶越長,下模的最大等效應(yīng)力越大,當(dāng)工作帶長度為4、6、8 mm時,下模最大的等效應(yīng)力依次增大。工作帶長度過長,模芯可能會在金屬流動過程中變形,影響了成型件的表面質(zhì)量。
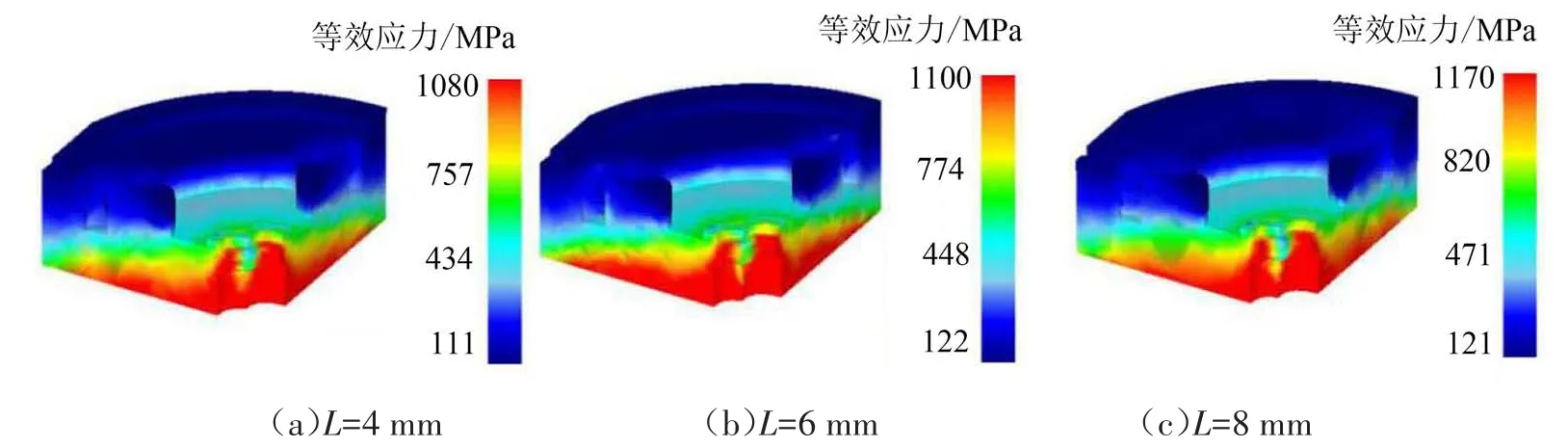
圖6 工作帶長度不同的下模等效應(yīng)力
2.2 模具出口處的流動分布
金屬在出口處的流速不均勻會影響成型件的表面質(zhì)量,因此必須對工作帶長度進行調(diào)節(jié),使金屬流出工作帶的速度更均勻。為有效表示金屬流出模孔速度的均勻程度,使用金屬流出工作帶時的流動分布因子進行衡量[13-15],計算公式如下:

式中:DMVi——工作帶出口處節(jié)點數(shù)目流動分布因子;Vzi——規(guī)定平面上節(jié)點i軸向流動速度,mm/s;VZave——規(guī)定平面上全部節(jié)點的平均流動速度,mm/s。
在不同工作帶長度下的型材上取相同的8個點,在DeForm-3D軟件的后處理中運用點追蹤功能提取這8個質(zhì)點在此時的流動速度。流動因子分布與各點流速分布曲線如圖7所示,由圖7可以看出,不同工作帶長度下的流動因子分布,工作帶長度為4、6、8 mm時,通過計算得知其極差分別為0.061 33、0.008 14、0.023 2,隨著工作帶長度的增加,坯料在工作帶出口處的流速越均勻,但到達一定程度后,坯料在模具出口處的流速反而變得不均勻,當(dāng)工作帶長度為6 mm時,流動因子波動最小,說明此時工作帶長度下的金屬流動更均勻。
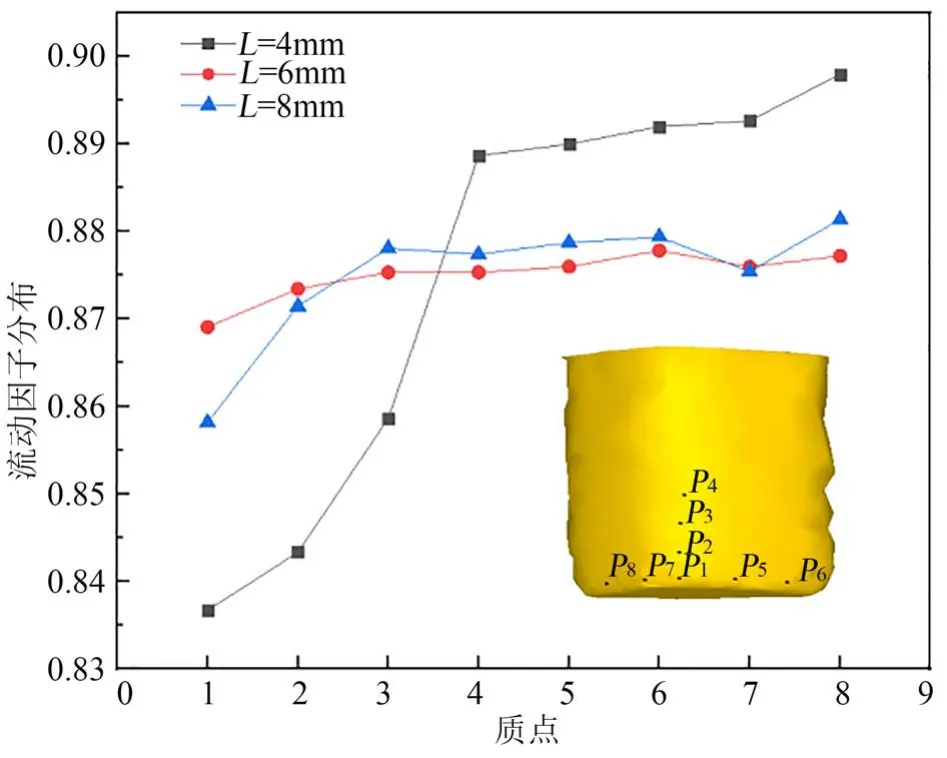
圖7 流動因子分布與各點流速分布曲線
按照工作帶長度6 mm改進的工藝參數(shù)設(shè)計模具進行試產(chǎn)。改進前,模具生產(chǎn)8×103kg左右就會報廢,按照改進的參數(shù)設(shè)計的模具生產(chǎn)到11.6×103kg,模具分流橋根部仍然無明顯裂紋,且成型的產(chǎn)品質(zhì)量符合要求。
3 結(jié)束語
通過模擬可知,當(dāng)工作帶長度為6 mm時,相對于工作帶長度為4、8 mm時靠近分流橋根部的等效應(yīng)力最小且應(yīng)力分布比較均勻。運用點追蹤功能觀察流速分布,當(dāng)工作帶長度為6 mm時,流動因子波動最小,說明此工作帶長度下的金屬流動最均勻。采用工作帶長度6 mm的改進工藝參數(shù)設(shè)計的模具進行實際生產(chǎn),鋁型材擠出量達到11.6×103kg時模具分流橋根部無明顯裂紋,超出改進前8×103kg的產(chǎn)量。
猜你喜歡
核科學(xué)與工程(2021年4期)2022-01-12 06:30:26
今日農(nóng)業(yè)(2020年19期)2020-12-14 14:16:52
小學(xué)生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
科學(xué)大眾(2020年17期)2020-10-27 02:49:10
紅土地(2018年11期)2018-12-19 05:10:56
意林·全彩Color(2018年9期)2018-11-13 22:49:38
中學(xué)物理·高中(2016年12期)2017-04-22 11:53:03
中國衛(wèi)生(2016年4期)2016-11-12 13:24:14
中國衛(wèi)生(2014年4期)2014-12-06 05:57:14
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
