選區激光熔化制備金剛石/TC4復合材料的 成型工藝及性能分析
2021-06-22 03:39:40張俊濤黃淼俊胡子健李偉趙哲
機電信息 2021年15期
關鍵詞:復合材料
張俊濤 黃淼俊 胡子健 李 偉 趙 哲
摘要:針對金剛石/金屬基復合材料在金屬3D打印過程中致密化程度低的問題,采用了選區激光熔化技術成功制備金剛石/TC4復合材料,重點研究了金剛石/TC4復合材料的SLM打印工藝和性能。以提升金剛石/TC4復合材料致密度為目標,通過響應曲面分析法對SLM工藝參數進行優化和分析,初步建立了致密度數學模型,并通過模型預測參數組合優選值及最優致密度,對最優致密度成型件進行了抗彎強度測試,這對后續采用金屬3D打印技術制備金剛石工具的有關研究具有重要的參考價值。
關鍵詞:選區激光熔化;增材制造;金剛石;復合材料;響應曲面法
0? ? 引言
選區激光熔化(Selective Laser Melting,SLM)技術是目前開發程度最高的3D打印技術之一,該技術可制備高致密度零件,適用于多種金屬材料,應用范圍較廣,具有較高的經濟效益[1]。同時,SLM技術在金屬基復合材料中的應用也是目前研發人員重點關注的領域之一。金剛石/金屬基復合材料的研發給金剛石材料3D打印提供了一種理想的思路,但SLM打印過程中金剛石與金屬之間的結合性差導致致密化程度低的問題,已成為金剛石/金屬基復合材料研發領域的一大瓶頸。近年來,科研人員開始對金剛石/金屬基復合材料3D打印進行探究。Tian[2]等嘗試以金剛石/
AlSi10Mg金屬基復合材料為原材料,使用SLM技術制造金剛石砂輪,并對成型零件進行了表面形貌、磨削性能、硬度、粗糙度等測試,與傳統電鍍法制造的砂輪進行對比。Rahmani[3]等人選擇了鍍Ni層金剛石和Ti-6Al-4V金屬復合材料,采用SLM和SPS工藝進行了3D打印實驗,探究Ti-6Al-4V晶格尺寸、金剛石顆粒尺寸及鎳涂層厚度對其石墨化現象及耐磨性的影響。Gan[4]等采用SLM打印技術,制備了金剛石磨料/Cu-Sn-Ti合金復合材料,并對其進行了模擬、實驗和表征,獲得了合適的SLM工藝參數,探究了金剛石金屬基復合材料工具的性能。
基于研究現狀,選用金剛石/TC4復合材料進行SLM打印實驗,通過中心復合設計響應曲面法對SLM工藝參數進行優化和分析,初步建立了致密度數學模型,并通過模型進行優選值預測,獲得最優致密度工藝參數。本研究對于后續采用金屬3D打印技術制備金剛石工具的有關研究具有重要的參考價值。
1? ? 實驗
1.1? ? 原料及性能
本實驗所用原料為柘城惠豐鉆石科技股份有限公司生產的金剛石超精細微粉(粉末粒徑為30~40 μm)以及廣東銀納科技有限公司生產的TC4粉體(粉末粒徑為15~45 μm)。采用PM4L型行星球磨機進行球磨,設定轉速為120 r/min,總時長為9 h,金剛石粉體與TC4粉體按照體積比1:9混合,并充入氬氣進行保護。
1.2? ? SLM成型工藝及致密度優化研究
本實驗所使用的SLM打印設備為廣東工業大學和廣東漢邦激光科技有限公司聯合共同研發的SLM-100C型3D打印機,激光波長為1 064 nm,光斑直徑0.06 mm。本實驗主要研究SLM工藝參數對打印成型件致密化的影響。設定打印件為5 mm×5 mm×5 mm的塊體,基于實驗條件存在一定的局限性,本實驗以激光功率(P)、掃描速度(v)、掃描間距(h)為主要研究對象,統一設定鋪粉層厚度為30 μm,基板預熱溫度為90 ℃,采用棋盤格激光掃描策略,以氬氣作為打印過程中的保護氣體,從而有效避免打印過程中粉體出現氧化現象。對于打印成型件,采用阿基米德排水法測定其致密度。
本實驗通過使用Design Expert軟件,采用3因素5水平的中心復合設計響應曲面法,以激光功率(P)、掃描速度(v)、掃描間距(h)為主要研究對象,研究打印工藝與成型件相對密度(Relative Density,RD)的關聯關系,建立相應的致密度數學模型,并根據模型擬合結果預測最優致密度及相應的工藝參數窗口,最終構建金剛石/TC4復合材料打印件致密度的優化數學模型,根據模型預測的最優參數進行SLM打印實驗,對打印件進行形貌和力學性能分析。
2? ? 結果與討論
2.1? ? 金剛石/TC4復合材料粉體形貌分析
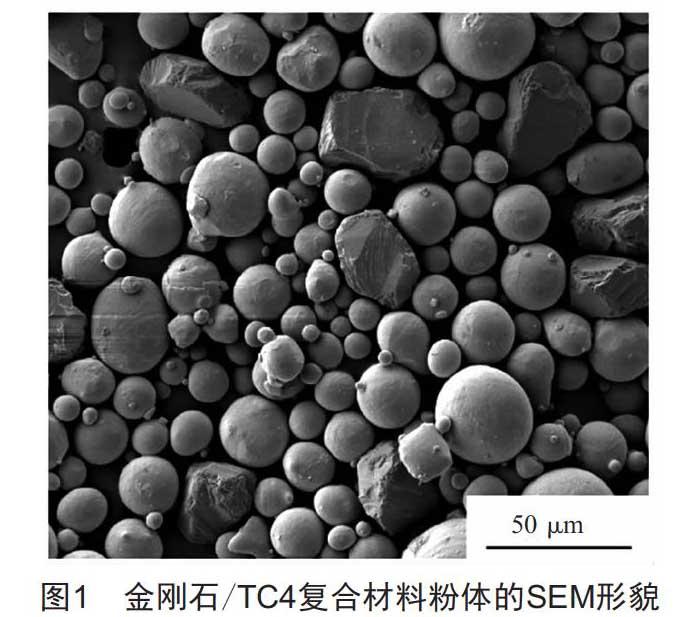
圖1所示為金剛石/TC4復合材料粉體的SEM圖。由圖可見,粉體混合較為均勻,無明顯團聚現象,金剛石顆粒均勻分布在TC4粉末中,TC4粉末球形度較好,顆粒圓整,表面光滑,適用于SLM打印。
2.2? ? 響應曲面分析法實驗設計及致密度數學模型
2.2.1? ? 響應模型的建立
基于響應曲面分析法進行SLM打印工藝參數設計,其中以激光功率(P)、掃描速度(v)、掃描間距(h)為自變量,以該參數下打印件測得實際相對密度(RD)為因變量,采用Design Expert軟件擬合出致密度ρ與SLM打印工藝參數的致密度數學模型如下:
ρ=-3.055 9+0.040 9P+0.001 9v+2.323 2h-
6.35×10-9Pv-0.006 5Ph-0.000 2vh-
0.000 1P2-6.322 1×10-8v2-11.849 1h2(1)
式中:P為激光功率;v為掃描速率;h為掃描間距。
2.2.2? ? 最優參數預測及響應曲面分析
根據該致密度數學模型進行參數優化及結果預測,獲得最佳致密度的打印工藝參數窗口:激光功率164 W,掃描速度613 mm/s,掃描間距0.045 mm,對應的最優致密度預測值為95.10%。采用上述工藝參數組合進行5組打印實驗,測量并計算其致密度的算術平均值,并與模型的預測值進行對比。最終測得的平均致密度為94.93%,與最優致密度大小基本一致,進一步驗證了模型的有效性。
設定激光功率(P)、掃描速度(v)、掃描間距(h)中一個參數為定值,反映其他兩個參數對SLM打印件致密化行為的響應曲面如圖2所示,響應曲面的頂點對應了相對密度的峰值。基于模型的擬合結果,打印件相對密度預測值和實際值的對比情況如圖3所示,通過對比可以看出,分散的數據點呈一條直線分布,斜率與預測值對應的直線相近,表明相對密度的預測值與實際值兩者偏差很小,說明以上擬合結果符合實際要求,該數學模型具有較高可信度。
2.3? ? 成型件形貌與力學性能分析
2.3.1? ? 成型件的形貌分析
金剛石/TC4復合材料SLM打印成型件如圖4所示,其表面均呈銀色,部分打印件表面出現裂痕,上表面平整度較差。其原因是金剛石與TC4熔體的潤濕性較差,使成型過程中的熔體流動嚴重受阻,熔池受到金剛石的影響無法與下層基體完全結合。熔池的不穩定導致成型過程中出現了微小球形顆粒,即球化現象的產生,最終導致打印件的上表面粗糙不平。
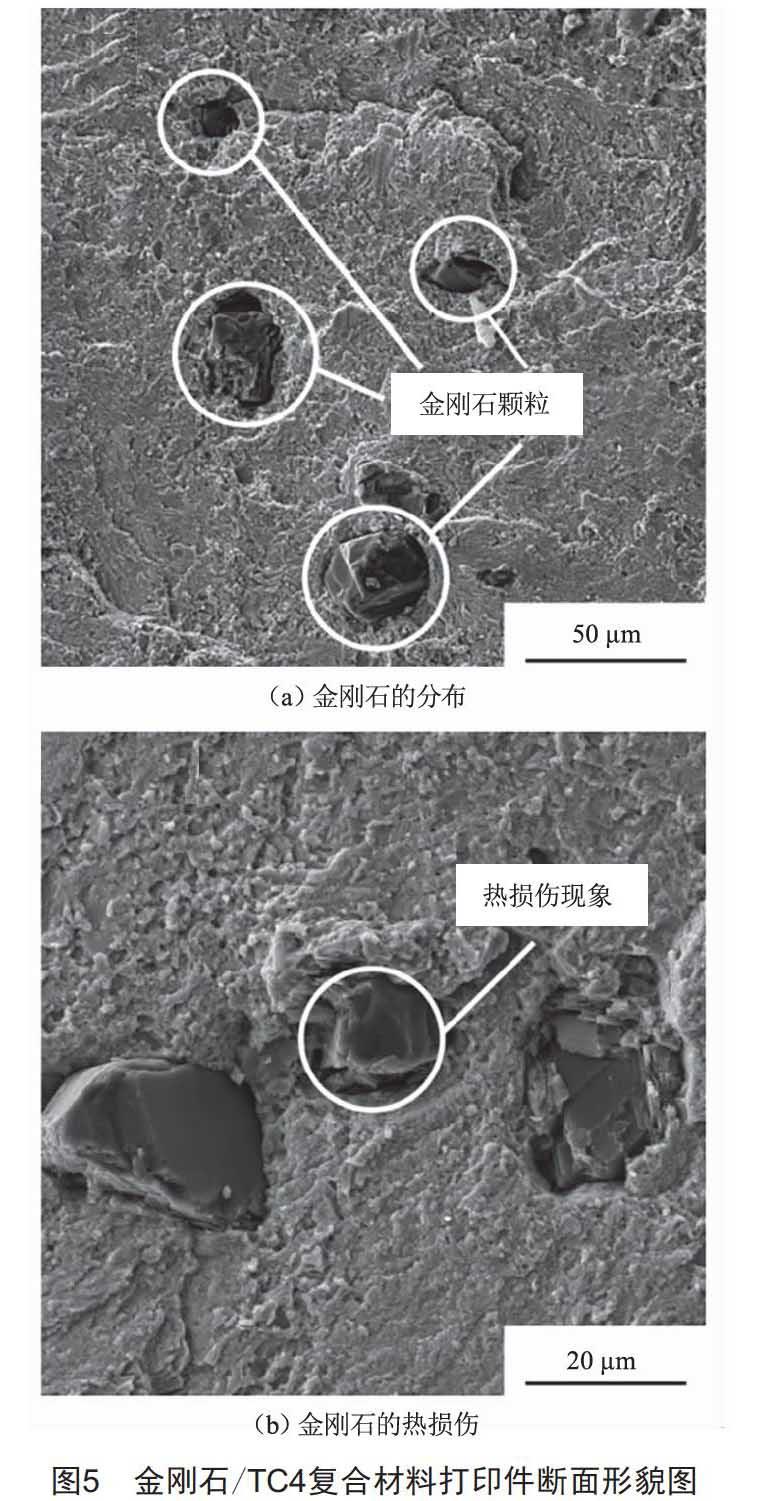
選取最優致密度的金剛石/TC4復合材料SLM打印件,對其斷面進行形貌分析,得到SEM圖如圖5所示。圖5(a)展示了金剛石顆粒在TC4基體中的分布情況,金剛石顆粒分散相對均勻,鑲嵌在TC4基體中,保持了金剛石顆粒的完整性,但金剛石顆粒只是機械地嵌入TC4基體中,無法與TC4基體完全融合,導致金剛石顆粒表面與TC4基體界面處有明顯的間隙,表明金剛石與基體之間界面結合度較差,從而降低了成型件的致密度。圖5(b)展示了部分金剛石顆粒受到熱損傷的現象,金剛石顆粒表面由于激光束的直射受到了熱損傷而產生石墨化現象,在表面形成了黑色的燒蝕痕跡。如何避免激光束對金剛石顆粒的直射,減少金剛石顆粒受到的熱損傷與石墨化現象的發生,以確保金剛石在打印過程中保持完整性,提升金剛石/金屬基復合材料打印件的性能,是后續金剛石/金屬基復合材料SLM打印研究中的關鍵問題。
2.3.2? ? 成型件的力學性能分析
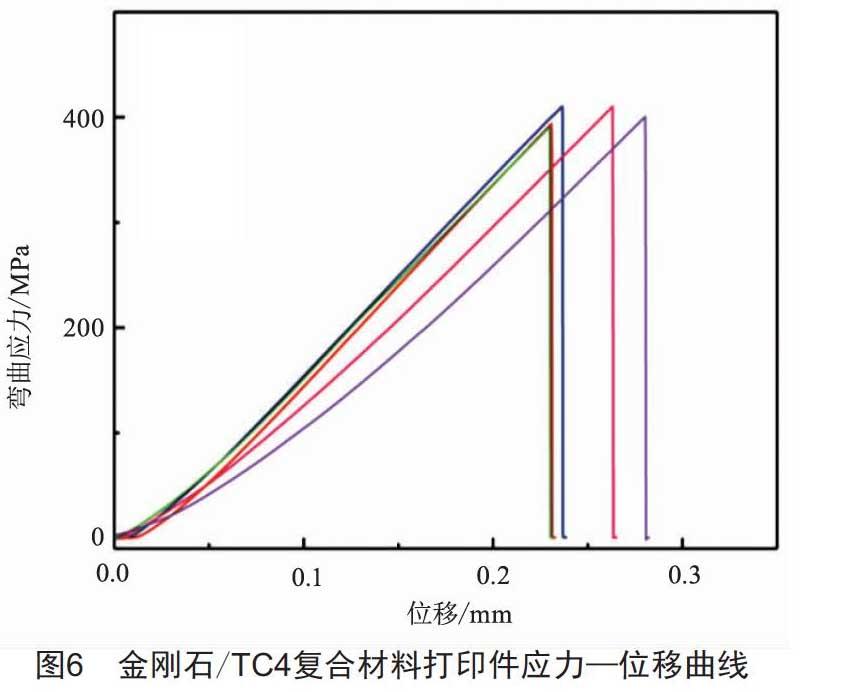
抗彎試驗過程對樣品具有破壞性,因此采用上述最優參數組合進行5組打印試驗,并對打印成型件進行三點抗彎試驗,測量其抗彎強度,記錄其應力—位移曲線,結果如圖6所示。5組試驗結果顯示打印件抗彎強度算術平均值為401.1 MPa,標準差為9.116,說明5組試驗結果偏差不大,抗彎強度的測試結果具有一般可靠性。
3? ? 結論
(1)采用選區激光熔化成型技術制備金剛石/TC4復合材料打印件,通過響應曲面分析法對SLM工藝參數進行優化和分析,研究打印工藝參數激光功率(P)、掃描速度(v)、掃描間距(h)對致密度的影響,建立相應的致密度數學模型:
ρ=-3.055 9+0.040 9P+0.001 9v+2.323 2h-
6.35×10-9Pv-0.006 5Ph-0.000 2vh-
0.000 1P2-6.322 1×10-8v2-11.849 1h2
(2)基于致密度數學模型優化的結果,打印件最佳致密度工藝參數窗口為:激光功率164 W、掃描速度613 mm/s、掃描間距0.045 mm,預測最優致密度為95.10%。采用該工藝參數組合的打印件抗彎強度為401.1 MPa。
(3)金剛石/TC4復合材料SLM打印過程中,由于金剛石顆粒與TC4基體無法得到充分潤濕,金剛石顆粒的存在阻礙了熔池的流動性,金剛石與TC4基體之間存在間隙;激光能量的輸入對金剛石顆粒造成了熱損傷,導致金剛石顆粒局部石墨化現象的產生,影響了打印成型件的致密化。
[參考文獻]
[1] YAP C Y,CUHA C K,DONG Z L,et al.Review of selective laser melting:Materials and applications[J].Applied Physics Reviews,2015,2(4):041101.
[2] TIAN C C,LI X K,CHEN Z Y,et al.Study on formabi-
lity,mechanical property and finite element modeling of 3D-printed composite for metal-bonded diamond grinding wheel application[J]. Journal of Manufacturing Processes,2020,54:38-47.
[3] RAHMANI R,ANTONOV M,KOLLO L.Wear Resistance of (Diamond-Ni)-Ti6Al4V Gradient Materials Prepared by Combined Selective Laser Melting and Spark Plasma Sintering Techniques[J]. Advances in Tribology,2019(1):1-12.
[4] GAN J,GAO H,WEN S F,et al.Simulation,forming process and mechanical property of Cu-Sn-Ti/
diamond composites fabricated by selective laser melting[J].International Journal of Refractory Metals and Hard Materials,2020,87:105144.
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
