彈簧成形機幾何誤差的完備建模及其補償方法研究*
2021-06-22 07:40:14劉曉肖王德成邵晨曦
機電工程 2021年6期
劉曉肖,王德成,程 鵬,邵晨曦,李 偉
(1.機械科學研究總院,中機生產力促進中心,北京,100044;2.機械科學研究總院,北京,100044)
0 引 言
彈簧作為通用零件,在各行業中發揮著重要的作用[1]。彈簧質量的提升可以使我國工業水平有所提高,而彈簧成形機的精度則直接影響彈簧成形質量。
在實際生產中,不同精度等級彈簧成形機成形的彈簧尺寸波動大,導致彈簧服役性能不穩定。因此,彈簧成形機的誤差不可忽略。彈簧成形機誤差包括幾何誤差、系統誤差、力誤差等多種誤差,根據楊建國團隊[2]的研究表明:幾何誤差占據機床總誤差的30%~45%。研究彈簧成形機幾何誤差對提高彈簧成形尺寸精度具有重要工程價值與現實意義。目前,彈簧成形機精度控制的方法有采用高精度裝配零部件和定期檢修兩種,這兩種方法均未對彈簧成形機幾何誤差進行研究,無法得到單獨、系統的彈簧成形機精度規律及方法。
關于幾何誤差的研究主要分為:幾何誤差建模方法、幾何誤差識別與測量方法、誤差補償方法3個方面。具體分述如下:
(1)針對不同類別的數控機床幾何建模方法有:基于多體系統理論的數控機床幾何誤差模型建立方法[3,4]、基于參數化建模的幾何誤差快速辨識方法[5]1以及有限元法[6]。對此,國內外研究者都進行了相關研究:國外的主要研究有:XIA Chang-jiu等人[7]基于單軸運動測量,采用多提系統理論建模的方式,避免了非目標軸的干擾,提高了識別精度。徐凱等人[5]9基于參數化建模方法,建立了旋轉軸幾何誤差快速辨識模型。單軸運動方式與彈簧成形機工作方式類似,該方法可用于彈簧成形機單軸測試與模型建立。VAHEBI M等[8]考慮了三軸機床拓撲結構對空間誤差的影響,運用齊次坐標矩陣變換,建立了三軸數控機床空間誤差模型,并通過球桿儀測試機床兩軸聯動圓度誤差,驗證了模型的準確性。國內主要研究有:天津大學劉又午教授[9]采用了低序體陣列來描述多體系統結構,使多體系統理論的表述方式更為簡潔、直觀。國防科技大學李圣怡教授等人[10]推導出了一套統一的幾何誤差模型表達式,適用于各類配置的多軸機床,進一步推動了多體系統理論的發展。多體系統理論建模簡單,包含的參數數量沒有限制,適用于彈簧成形機的建模;
(2)幾何誤差測量分為直接測量[11,12]和間接測量[13]。直接測量多采用激光測量的方式,如文獻[12]提出了一種高效、直接、高精度機床誤差的新型激光測試方法,該方法的測試精度可達6.3 nm。直接測量適用于中小型機床,間接測量適用于大型機床;直接測量方法的測量精度比間接測量差,但直接測量操作簡單、經濟性高。結合彈簧成形機的特點,將直接測量用于彈簧成形機幾何誤差測量更為合理;
(3)誤差補償方法分為在線實時誤差補償[14,15]和離線誤差補償[16,17]兩種。彈簧成形機自動化程度不高,離線誤差補償更具有實際工程意義。
綜上所述,本文將采用多體系統理論建立彈簧成形機幾何誤差完備模型,并以此為理論基礎研究提升彈簧成形機成形精度的方法,填補彈簧成形機精度研究方法的空白。
1 彈簧成形機幾何誤差
1.1 彈簧成形機幾何誤差元素定義
多工位彈簧成形機通過裝配不同的刀具,組合成不同的成形機多體系統,可實現不同種類彈簧的成形。盡管彈簧的種類很多,但所有彈簧的結構特征都可以拆分為:折角、圓弧和螺旋線。
彈簧成形過程是多軸聯動制造過程,各刀具軸分別以規定角度安裝在成形機背板上,每把成形刀依次成形一個彈簧特征,最終實現空間彈簧成形。
曲線規成形彈簧圓弧,送線軸實現鋼絲直線運動,節距刀成形彈簧節距,曲線規與節距刀聯動成形空間螺旋線,多軸聯動可實現空間彈簧成形。
彈簧成形機結構如圖1所示。
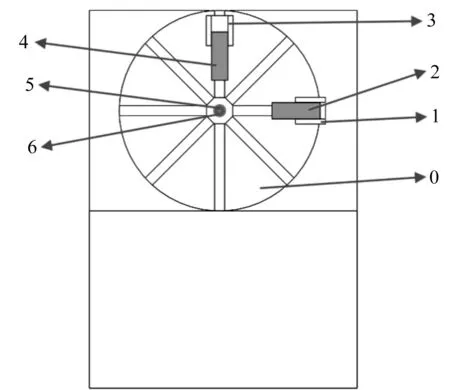
圖1 彈簧成形機結構簡圖0—成形機機身;1—曲線規刀架軸;2—曲線規;3—節距刀刀架軸;4—節距刀;5—芯軸;6—鋼絲
彈簧成形機的幾何誤差包括:曲線規的裝配誤差、定位誤差;節距刀的裝配誤差、定位誤差和折角刀的裝配誤差、定位誤差。所有幾何誤差最后集中反映為成形刀具成形點的位置誤差。因此,此處以刀具成形點為檢測對象,建立刀具成形點幾何誤差模型。
筆者將刀具的幾何誤差沿X、Y、Z3個方向定義,各刀具的幾何誤差分別包括沿X、Y、Z3個方向的平動誤差和繞X、Y、Z3個軸的轉動誤差。
以沿X軸進給為例,其幾何誤差元素如圖2所示。
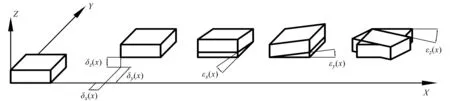
圖2 沿X軸進給6項幾何誤差元素
芯軸的旋轉軸線與X、Y存在位置誤差,根據彈簧成形特征,此處不考慮各軸之間垂直度誤差。
因此,滿足彈簧基本形狀特征的彈簧成形機共包含20項空間幾何誤差,如表1所示。
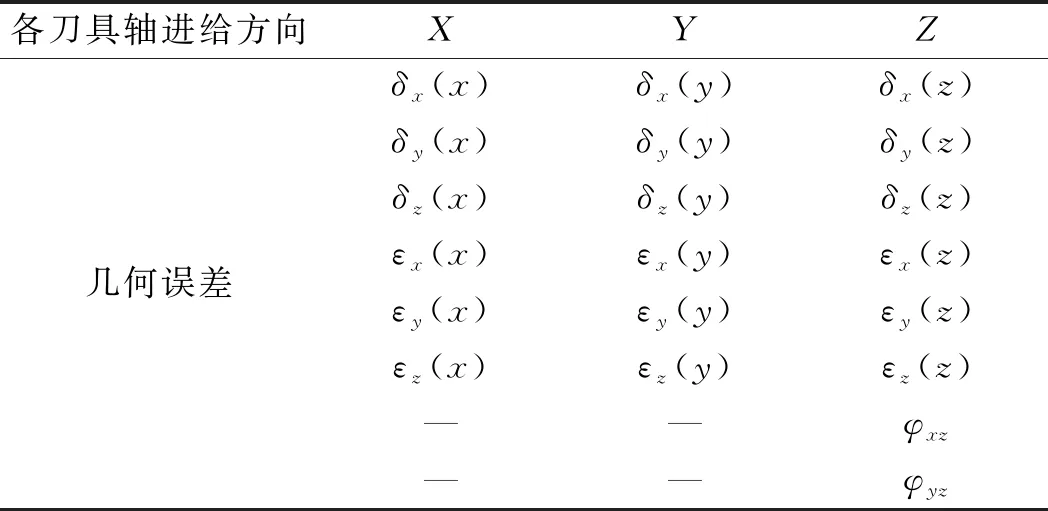
表1 彈簧成形機空間幾何誤差
1.2 彈簧成形機運動鏈拓撲描述
將彈簧成形機視作多體系統,依據多體系統理論對彈簧成形機進行拓撲結構描述。當m為k的n階低序體時,Ln(k)=m。另外規定:k的零階低序體為k,L0(k)=k;LN(0)=0,參考系默認為部件0。
根據多體系統理論將成形機機身視為慣性體,編號為0,并按照鋼絲運動鏈與成形刀運動鏈依次對運動部件進行編號。曲線規刀具鏈為:成形機機身0—曲線規刀架軸1—曲線規2;節距刀刀具鏈為:成形機機身0—節距刀刀架軸3—節距刀4;鋼絲運動鏈為:成形機機身0—芯軸5—鋼絲6。
根據彈簧特征建立拓撲結構簡圖如圖3所示。
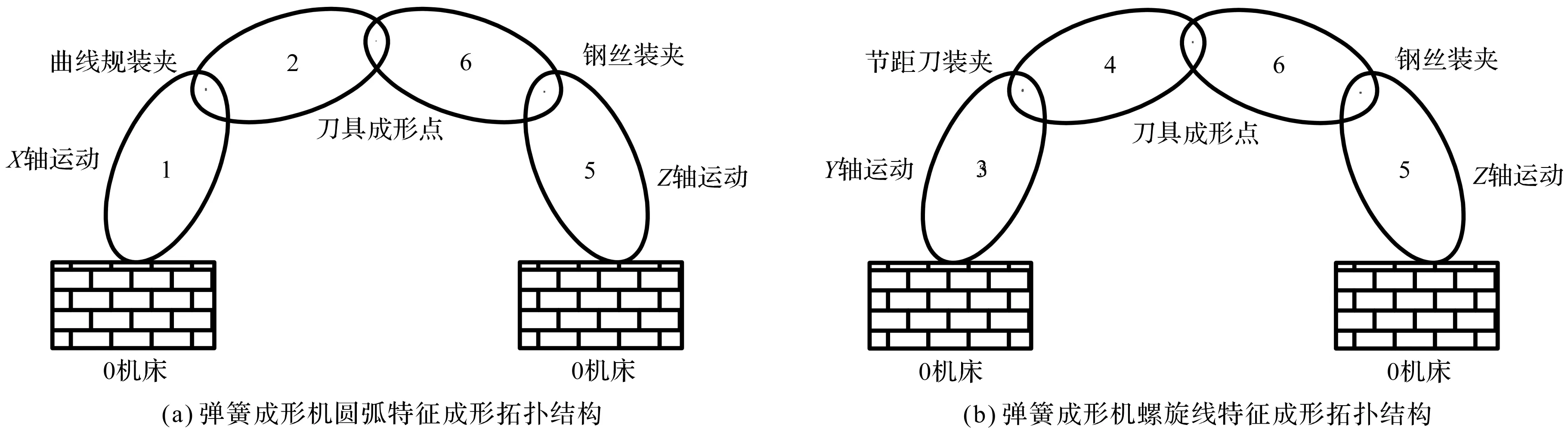
圖3 彈簧成形機拓撲結構圖
圓弧特征成形機多體系統低序體陣列如表2所示。
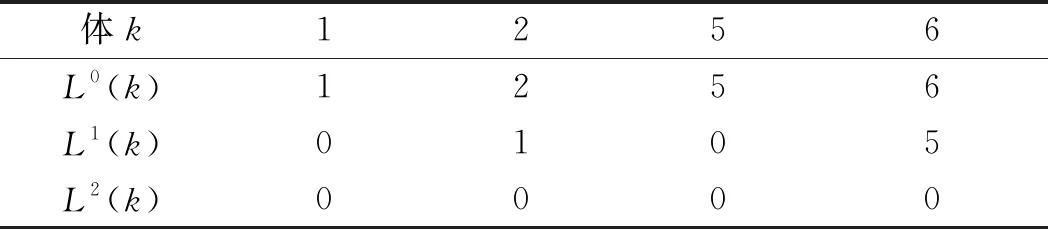
表2 圓弧特征成形機多體系統低序體陣列
螺旋線特征成形機多體系統低序體陣列如表3所示。

表3 螺旋線特征成形機多體系統低序體陣列
2 幾何誤差完備建模
在多體系統理論中,體間實際位置關系取決于二者初始位置、相對運動關系及其對應誤差[18]。由此可知,體k與其相鄰低序體m之間的實際位置關系特征矩陣Tmk可表示為:
Tmk=Tmk,pTmk,peTmk,sTmk,se
(1)
式中:Tmk,p—低序體m相對于k的初始位置特征矩陣;Tmk,pe—低序體m相對于k的位置誤差特征矩陣;Tmk,s—低序體m相對于k的理想運動特征矩陣;Tmk,se—低序體m相對于k的運動誤差特征矩陣。
各運動鏈相鄰低序體的特征矩陣如表4所示。
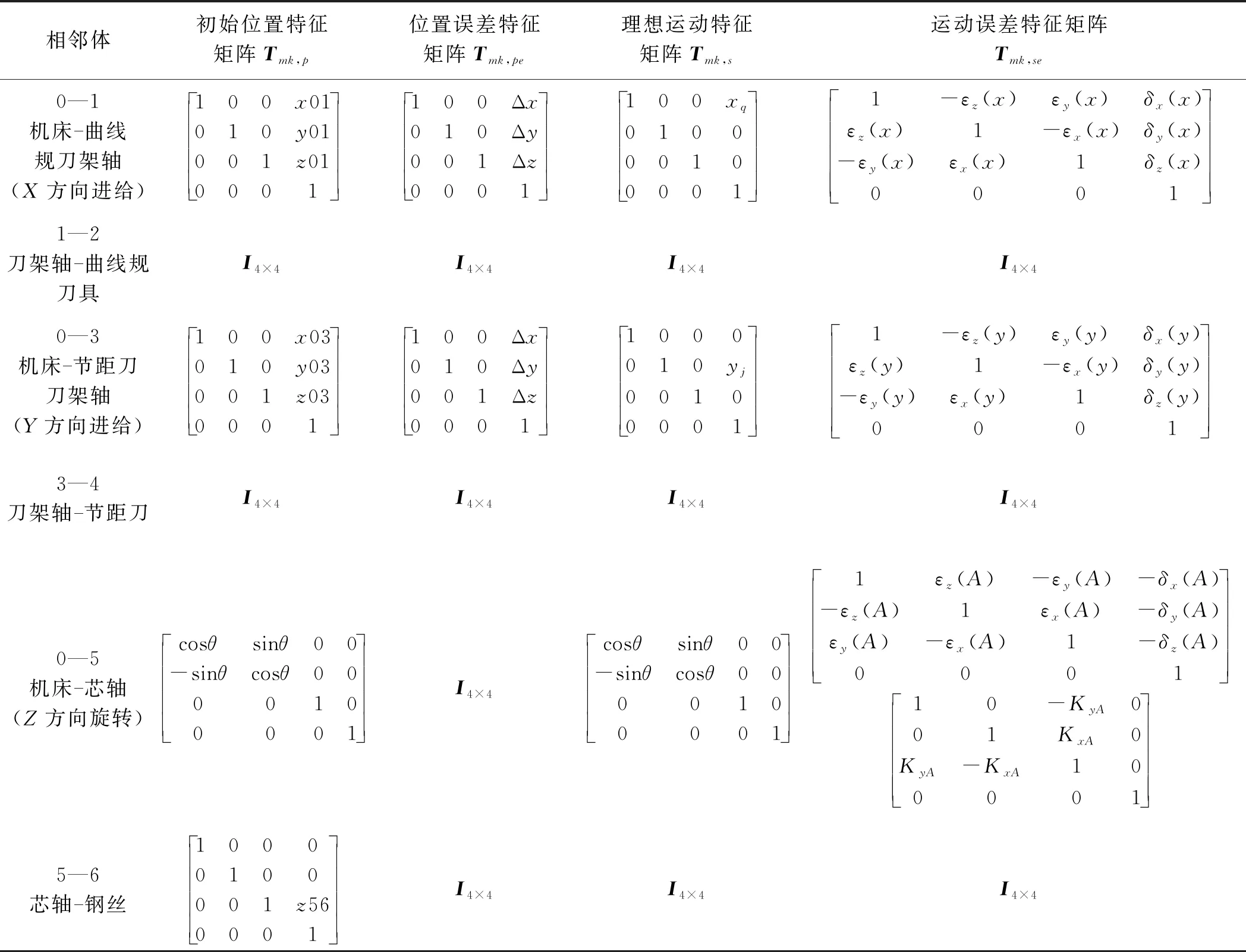
表4 彈簧成形機相鄰低序體體間特征矩陣
在刀具坐標系Ot下,各成形刀具坐標點為Pt=[xt,yt,zt,1]T;在鋼絲坐標系Ow下,鋼絲成形坐標點為Pw=[xw,yw,zw,1]T。通過建立運動鏈可將刀具成形點與鋼絲成形點轉換到成形機慣性坐標系O0下。成形時,刀具成形點坐標與鋼絲坐標應重合,即:
(2)
(3)
(4)
根據成形原理可知,在慣性坐標系下,刀具成形點坐標位置為實際成形位置。
圓弧特征、螺旋線特征對應的成形刀幾何誤差完備模型Earc、Epit如下所示:
(5)
[(T03T34)-1(T05T56)-(T03,pT03,sT34,pT34,s)-1
(T05,pT05,sT56,pT56,s)]Pw
(6)
3 Sobol靈敏度分析
3.1 Sobol方法原理
彈簧成形機幾何誤差完備模型包括20項幾何誤差,具有參數多、模型復雜的特點。以彈簧成形機幾何誤差完備模型為理論依據,展開成形精度監控的難度大,誤差補償效果不明顯。需要針對幾何誤差完備模型進行靈敏度分析,識別出對成形精度影響較大的關鍵誤差項,便于后續成形精度監控及誤差補償。
本文采用Sobol靈敏度分析方法,對各幾何誤差進行分析。各誤差項的靈敏度系數能夠直觀地量化該誤差項對成形精度的影響權重,適用于彈簧成形機關鍵幾何誤差項的識別。
Sobol靈敏度分析方法屬于基于方差分解形式的全局靈敏度分析法,采用各輸入量對應函數值的方差與誤差模型總方差的比值來評價相應輸入量的靈敏度系數[19]。
將彈簧成形機的幾何誤差模型表達為Y=f(h)。其中,h—幾何誤差項,h=(h1,h2,...hn),n—誤差項的個數。根據誤差項個數n定義一個n維的單元體Rn,作為輸入參數的空間域,即:
Rn=(hi|vmin≤hi≤vmax,i=1,2,…,n)
(7)
式中:vmin—誤差項區間下限;vmax—誤差項區間上限。
首先依據彈簧成形機最大加工外徑尺寸確定各刀具軸進給范圍,然后在進給范圍內使用帶磁力表座的千分表對成形機各軸的幾何誤差進行檢測,具體的測量現場實物圖如圖4所示。
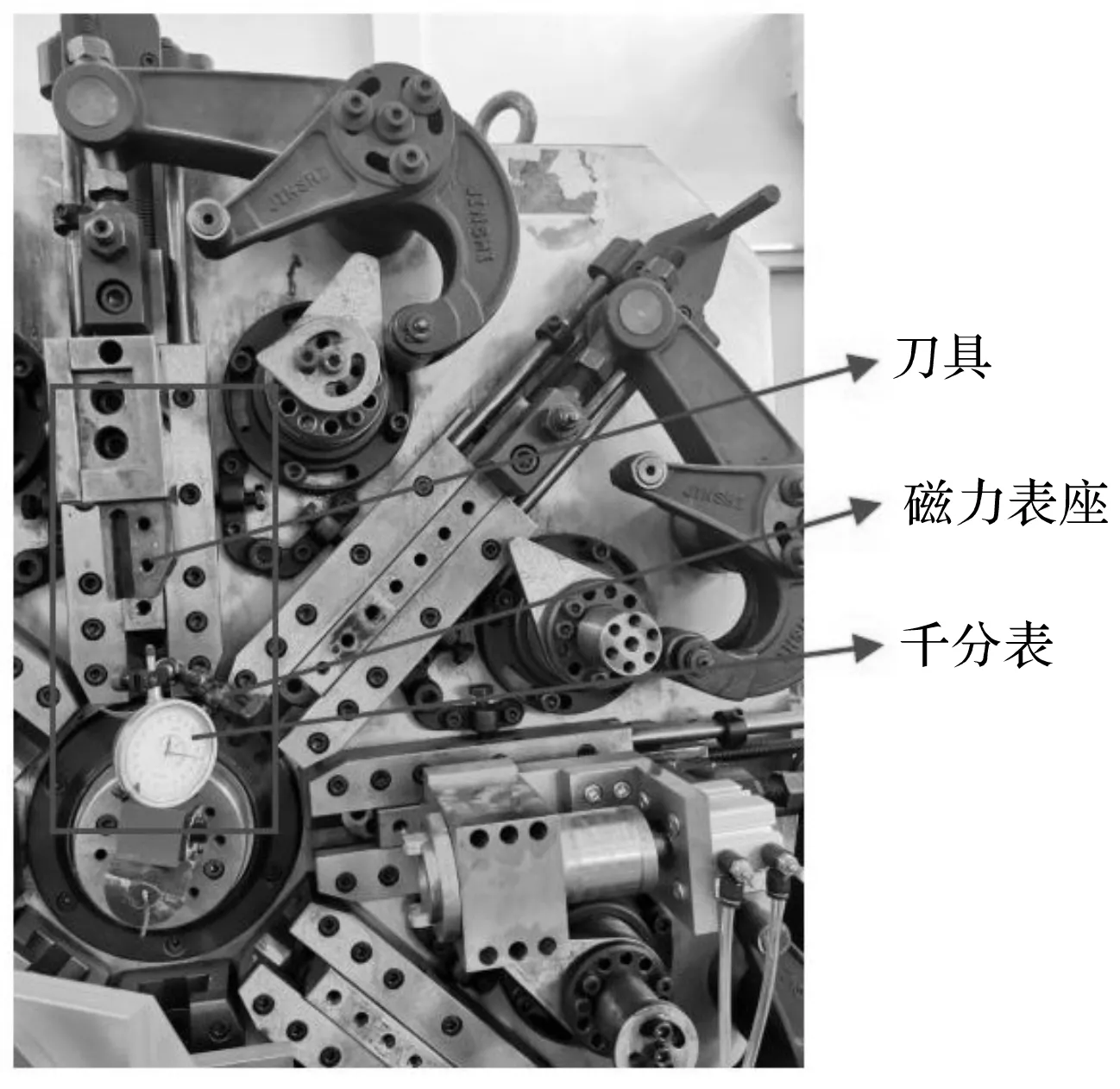
圖4 帶磁力表座千分表測量幾何誤差現場圖
由于成形刀具固定在機床導軌上,要求導軌與背板無安裝間隙,刀具沿導軌移動,曲線規在Z軸方向的移動誤差與轉動誤差按照背板、導軌加工誤差進行設置。
通過對彈簧成形機20項幾何誤差進行測量,可確定各誤差項的采樣區間范圍,如表5所示。
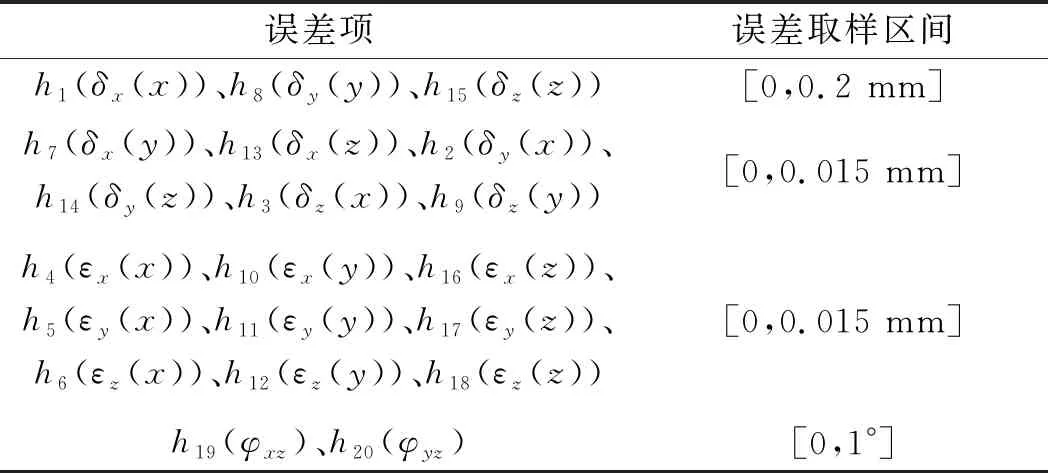
表5 20項幾何誤差取值范圍
將Y=f(h)按照Sobol方法分解為遞增階數的形式[20],即:
(8)
Y0=E(Y)
(9)
Yi=Eh~i(Y|hi)-E(Y)
(10)
Yij=Eh~ij(Y|hi,hj)-Yi-Yj-E(Y)
(11)
式中:Y0—對應輸入參數的整體模型的期望值;Yi—第i個誤差項hi對應的函數值;Yij—誤差項hi和hj共同作用下所對應的函數值;hi—第i個誤差項;h~i—除第i個誤差項外的所有誤差項;h~ij—除第i個和第j個誤差項外的所有誤差項。
對式(8)進行方差計算,可得:
(12)
對式(12)除以函數總方差V,再進行正交化,可得:
(13)
(14)
(15)
(16)
式中的一階方差比值Si稱作誤差項hi的一階靈敏度系數;用Si衡量輸入量hi對模型輸出總體方差V的影響權重;Si值越大,hi對輸出方差的影響程度越大。
二階方差比值Sij表示誤差項hi和hj(i≠j)耦合作用時所對應的靈敏度系數;Sij值越大,說明誤差項hi和hj之間的耦合作用越明顯。
STi為總體靈敏度系數。用STi評估模型中各誤差項之間的耦合關系。其物理意義為hi的一階靈敏度系數Si和所有與hi有耦合作用的高階靈敏度系數之和。
3.2 Monte carlo估算

綜上所述,可得Monte Carlo估算公式如下:
(17)
(18)
(19)
(20)
式中:k—誤差項的采樣個數;n—誤差項的個數;m—相應采樣矩陣的第m行。
靈敏度系數的估算公式如下:
(21)
(22)

3.3 關鍵幾何誤差項識別
此處選取彈簧成形機行程為:曲線規進給50 mm,節距刀進給10 mm,芯軸旋轉90°形成折角作為研究對象進行靈敏度分析,研究20項幾何誤差對成形精度的影響規律。
采用MATLAB計算,得到針對圓弧特征、螺旋線特征的幾何誤差項靈敏度系數。其中,曲線規X方向進給運動誤差項各階靈敏度系數,如表6所示。
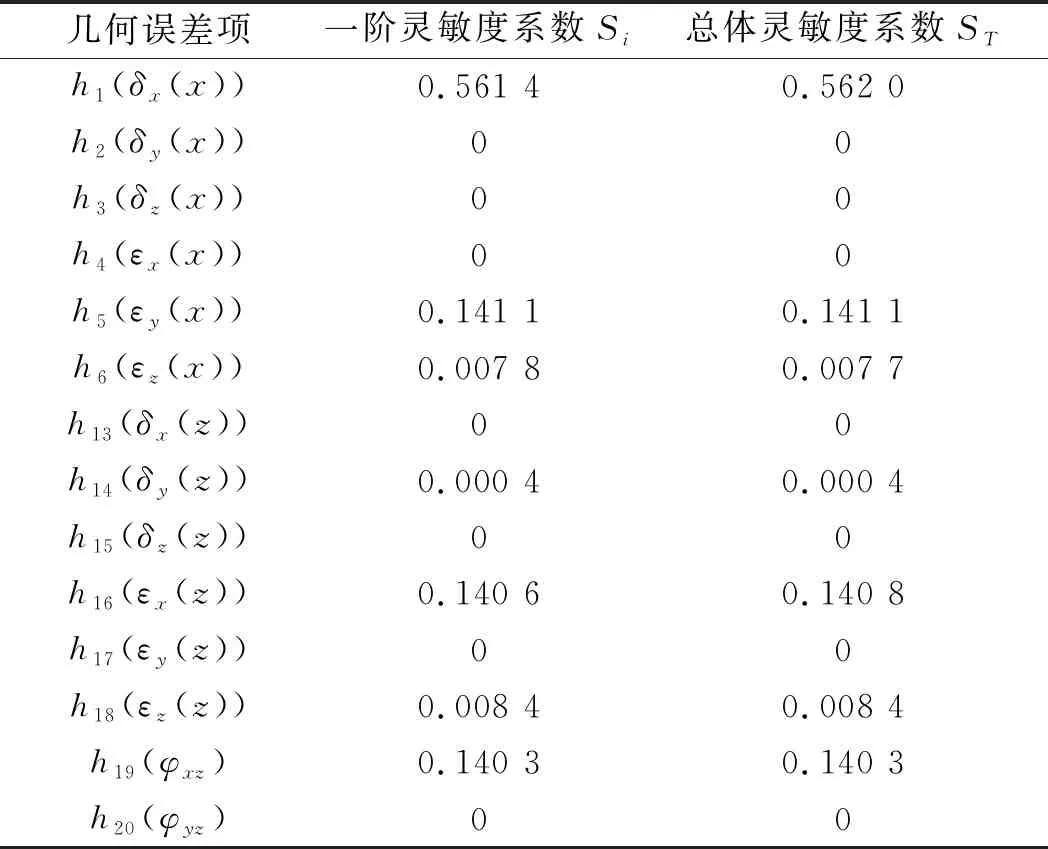
表6 曲線規X方向進給運動誤差項各階靈敏度系數
節距刀Y方向進給運動誤差項各階靈敏度系數如表7所示。
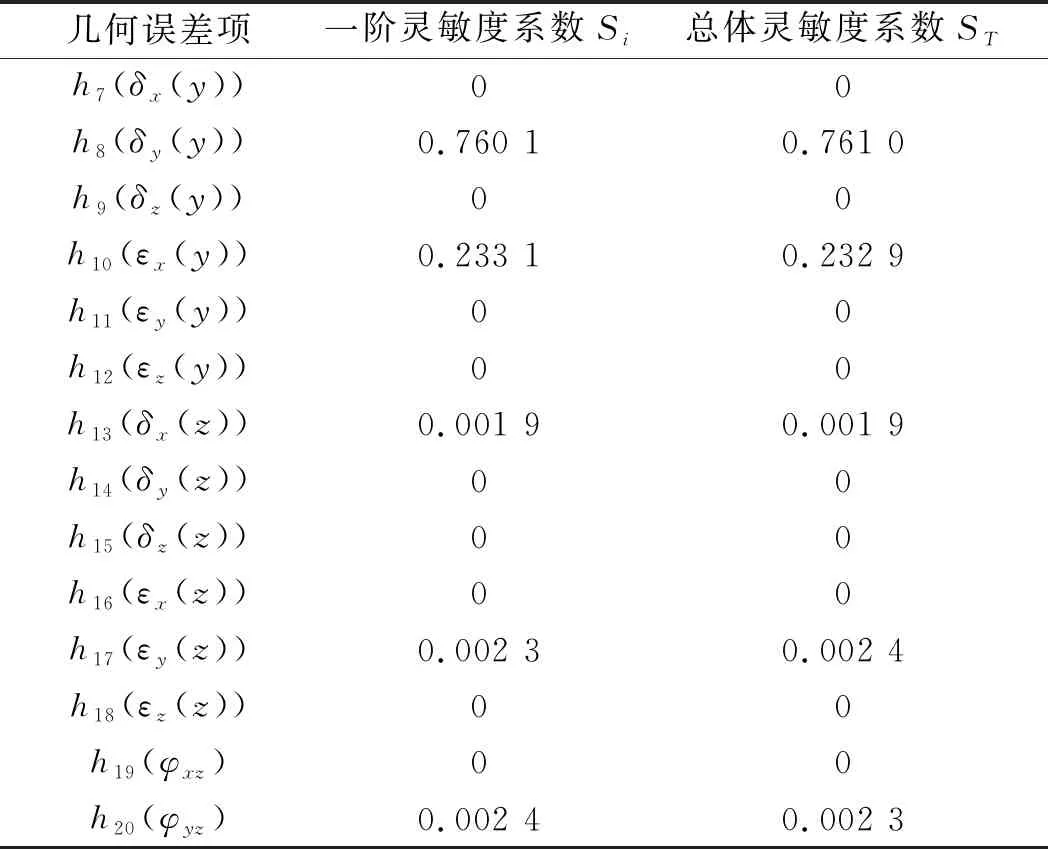
表7 節距刀Y方向進給運動誤差項各階靈敏度系數
由表中數據可以看出:一階靈敏度系數Si與總體靈敏度系數ST基本一致。這說明幾何誤差項之間耦合作用很小,可以忽略不計,在監測與補償時僅考慮單項幾何誤差即可。
一階靈敏度系數之和接近1但小于1,與理論公式相符合。每項幾何誤差影響權重均值約等于0.08,考慮補償效果,筆者選取影響權重4倍(即0.3)作為衡量靈敏度系數的閾值,作為判斷某幾何誤差項是否為關鍵誤差項標準。
靈敏度系數柱狀圖如圖5所示。
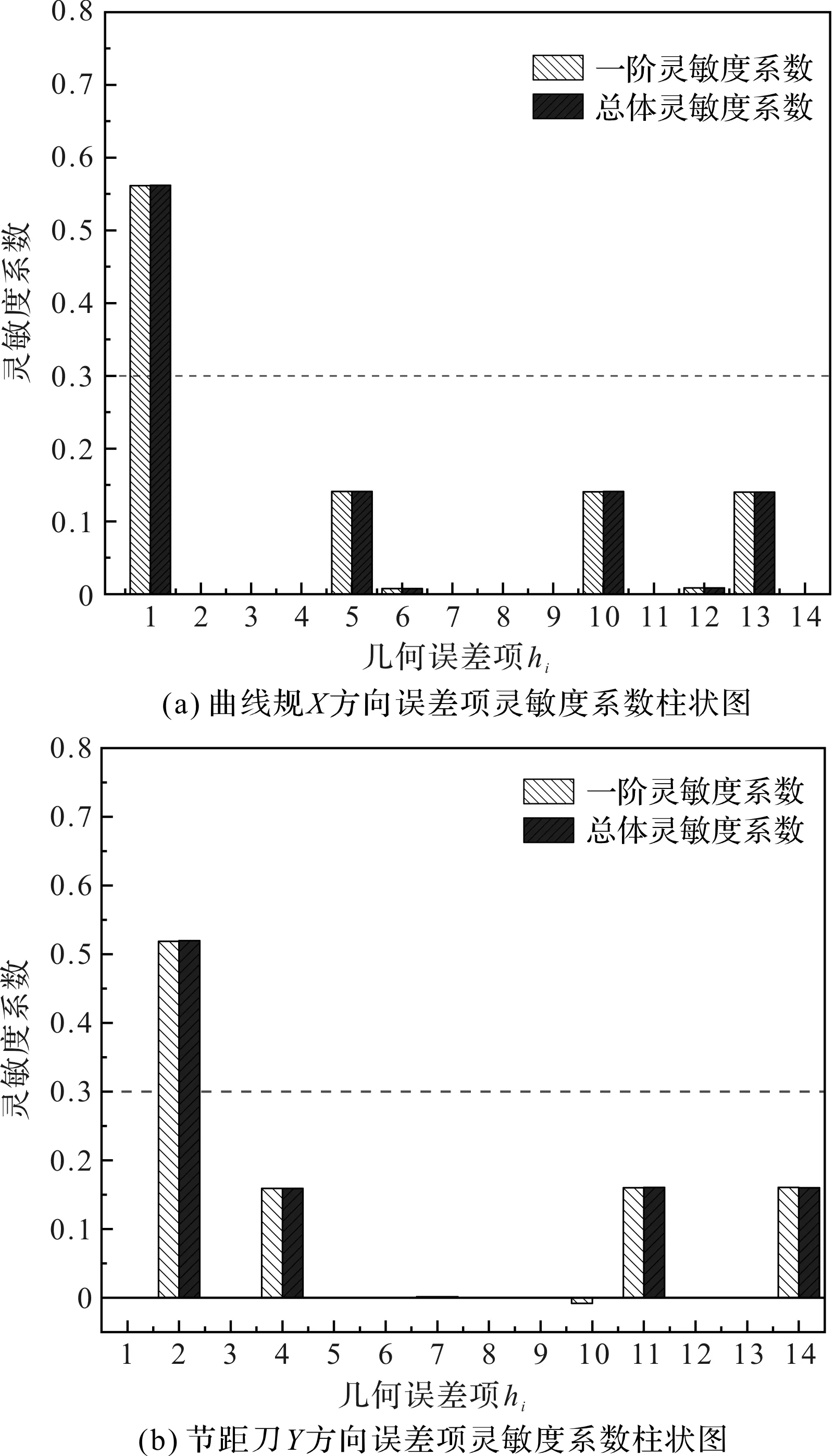
圖5 幾何誤差靈敏度系數柱狀圖
由圖5可知:在成形圓弧特征時,δx(x)、εy(x)、εx(z)、φxz一階靈敏度系數和總體靈敏度系數較大,δx(x)大于0.3,屬于關鍵誤差項;在成形折角特征時,δy(y)、εx(y)、εy(z)、φyz一階靈敏度系數和總體靈敏度系數較大,其中δy(y)大于0.3,屬于關鍵誤差項。
在曲線規成形過程中,曲線規僅沿X方向移動一個自由度。依據靈敏度分析結果,選取曲線規刀具X方向進給運動定位誤差δx(x)進行誤差補償,驗證該誤差識別方法在彈簧成形機的實用性。
4 誤差補償
在實際生產過程中,常以曲線規沿X方向進給運動為例進行試驗驗證,曲線規進給行程極限為50 mm。為使試驗更具有代表性和實用性,筆者試驗選取曲線規極限進給行程50 mm和實際生產最常用的進給行程30 mm兩個行程進行試驗;彈簧刀具行程通過設定相應的脈沖值進行調節。
試驗采用一級標準量塊進行誤差標定,用帶磁力表座千分表分別測量曲線規極限進給行程50 mm和進給行程30 mm的刀具定位誤差與重復定位誤差。
刀具定位誤差測量曲線如圖6所示。
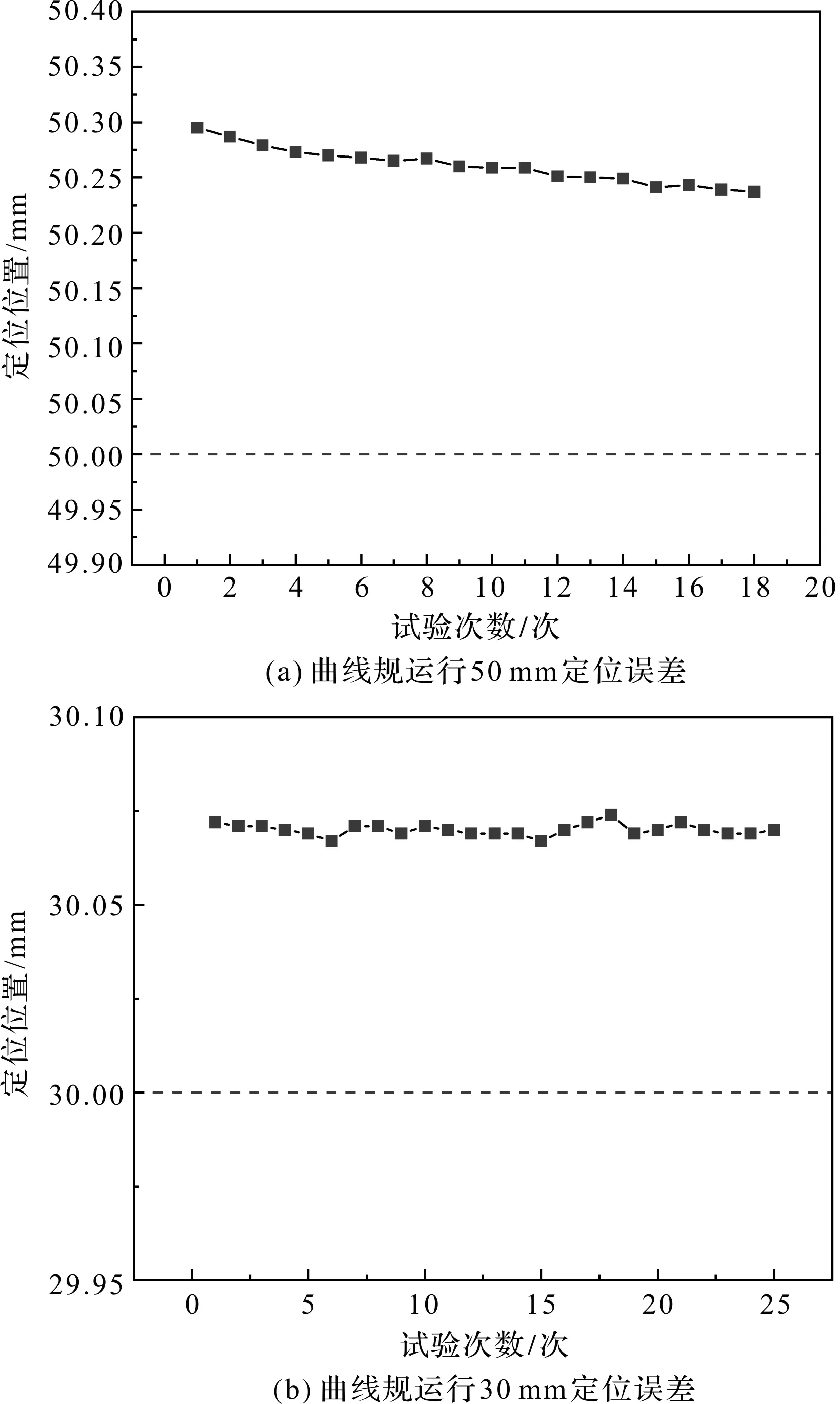
圖6 曲線規定位誤差
由圖6可以看出:在曲線規運行至成形極限位置50 mm時,定位誤差約為0.3 mm,誤差較大,且為單邊誤差,需要進行誤差補償,以提高曲線規的定位精度。
針對曲線規進給行程50 mm的定位誤差,此處采用脈沖值補償方法,基于PMAC系統進行誤差補償。首先,以曲線規定位誤差測量值的平均值作為補償基準;然后,進行相應脈沖值的換算,得到需要進行補償的脈沖值的大小;最后,將脈沖值輸入系統,實現對彈簧刀具的定位誤差補償。
具體的換算過程如表8所示。
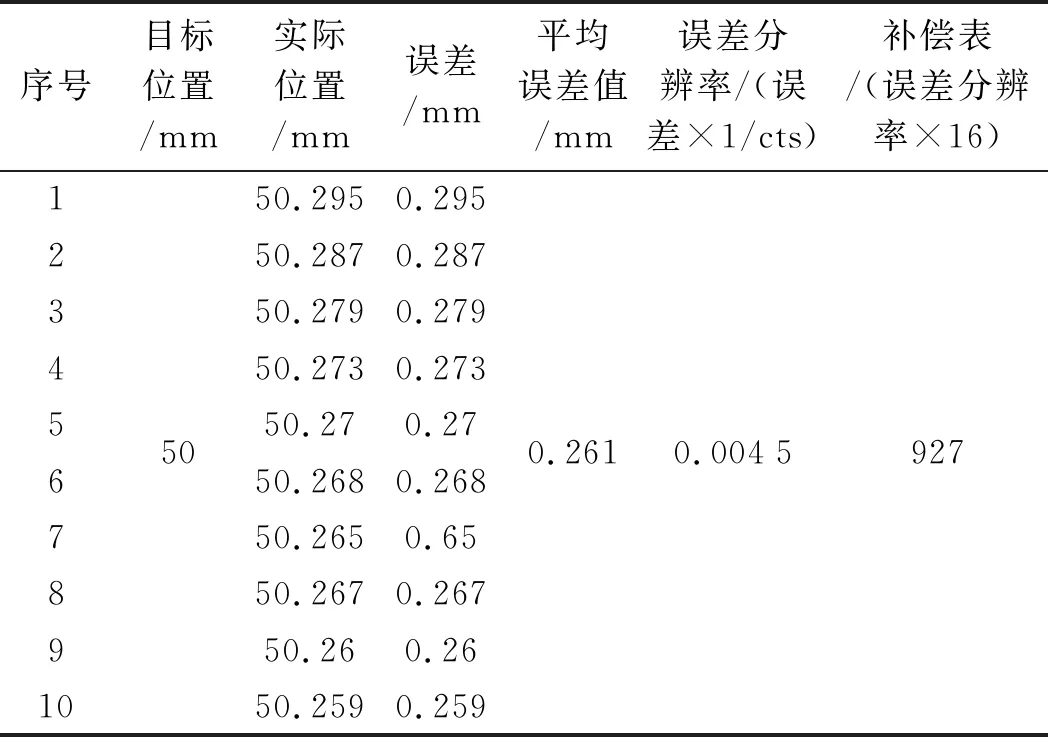
表8 誤差補償表
根據誤差補償換算表對刀具定位誤差進行補償,重復測量補償后的進給行程為50 mm的曲線規定位誤差10次。
補償前后曲線規定位誤差的統計如圖7所示。
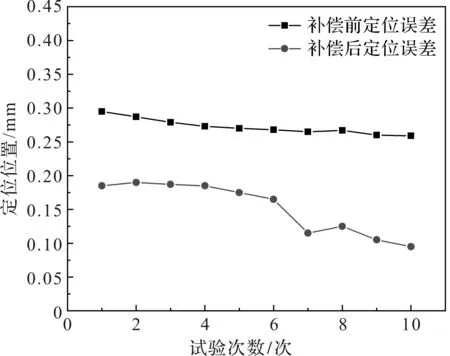
圖7 補償前后曲線規定位誤差對比
由圖7可以看出:曲線規運行至50 mm的定位誤差整體減小,彈簧刀具運行穩定;經過補償后,曲線規定位精度提高44.6%,曲線規定位位置更加接近設定值,成形彈簧尺寸更接近公稱值;該結果使得一批次彈簧尺寸更加集中地分布在公稱值附近,彈簧尺寸更加穩定,超差率降低。
5 結束語
本研究采用幾何誤差建模,對彈簧成形機的成形誤差進行了研究;通過Sobol靈敏度分析方法,篩選出關鍵誤差項,在此基礎上使用基于PMAC系統的脈沖值誤差補償方法進行了誤差補償,研究得到的結論如下:
(1)以彈簧成形機為研究對象,針對目前彈簧成形機成形精度不高問題進行了研究;基于彈簧形狀特征定義、識別出了20項刀具空間幾何誤差,采用多體系統理論與坐標變換方法,建立了彈簧成形機幾何誤差完備模型,填補了彈簧成形機幾何誤差建模與測量的空白;
(2)根據成形機幾何誤差完備模型,采用Sobol靈敏度分析方法,識別出了影響彈簧特征成形尺寸精度的關鍵誤差項為各刀具的定位誤差,為針對性誤差補償提供了理論依據;同時,提高了誤差補償的精確性和效率;
(3)針對成形刀具定位誤差,采用基于PMAC系統的脈沖值誤差補償方法進行了補償,選取成形刀具定位誤差均值進行了伺服電機脈沖值換算,通過伺服電機補償了成形刀具進給運動;補償后,成形刀具定位精度提高了44.6%,驗證該幾何誤差識別、補償方法適用于彈簧成形機,為彈簧成形機精度提高及穩健設計提供了理論方法和思路。
筆者后續將有:(1)建立彈簧精度評價指標,對彈簧成形機成形精度進行驗證與評價;(2)以彈簧幾何誤差建模與補償方法為研究基礎,進行彈簧成形機的在線實時監測技術研究。