鍍鋁接裝紙上機適應性能表征及應用研究
2021-06-19 02:56:56黃華發
科技創新與應用 2021年16期
關鍵詞:評價
陳 欣,黃華發
(福建中煙工業有限責任公司技術中心,福建 廈門 361021)
鍍鋁接裝紙是近年來興起的一種新型接裝紙,其通過真空蒸鍍將金屬鋁層復合到接裝原紙表面,再進行油墨印刷、激光打孔等后續加工制作而成,表面呈現金屬光澤,具有較強的視覺沖擊效果。鍍鋁接裝紙兼顧了包裝與裝飾功能,得到了市場和消費者的青睞,但因其印刷工藝復雜,采用鍍鋁接裝紙卷制卷煙容易出現泡皺、漏氣等質量問題。特別是隨著鍍鋁接裝紙在中細支卷煙產品的應用不斷增多,提升鍍鋁接裝紙上機適應性能日益迫切。
接觸角是表面科學的重要參數之一,用于表征液體在固體表面的潤濕性能,包括靜態潤濕性能和動態潤濕性能[1-2]。根據煙草行業相關標準YC/T 424-2011的定義,接觸角是指在液滴接觸被測樣品表面時,固、液、氣三相交點的氣/液接觸面的切線與被測樣品表面形成的夾角(θ)[3]。目前,接觸角法廣泛應用于各類材料的表面性能研究,特別是造紙行業[4-6]。本文通過嘗試接觸角法評價鍍鋁接裝紙的表面潤濕性能,分析卷煙異常質量問題成因并提出改進方案,為提高卷煙卷接質量提供參考。
1 材料與方法
1.1 材料、試劑和儀器
選用由A、B兩家供應商提供的同一款鍍鋁接裝紙(鍍鋁接裝紙A、鍍鋁接裝紙B)及對應兩款原紙(原紙a、原紙b),兩款改進鍍鋁接裝紙(改進樣A1、改進樣A2)(詳情見表1),去離子水(自制),接裝膠(某化學有限公司)。
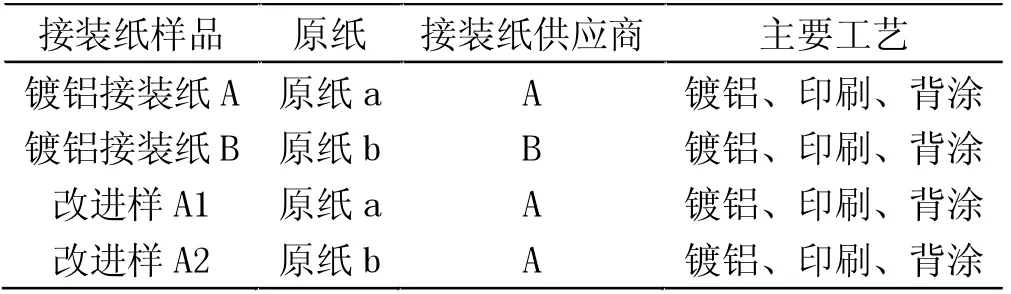
表1 鍍鋁接裝紙主要信息
Attension光學接觸角測量儀(瑞典Biolin公司),ZJ17卷煙機(常德煙機廠)。
1.2 方法
1.2.1 接觸角測試
按照YC/T 424-2011《煙用紙表面潤濕性能的測定接觸角法》試驗方法使用Attension光學接觸角測量儀測試其接觸角[2]。測試方法為座滴法,使用測試液體為去離子水,液滴體積為4μL,數據計算方法為楊拉普拉斯法。每個樣品測試印刷面及非印刷面,每個測試面測試3組平行樣,取平均值。數據采集從0秒開始,每隔0.07秒,記錄一個接觸角數據,總計時長5秒。每隔0.2秒計算接觸角的變化值[6]。
1.2.2 煙支卷制
確保煙絲、濾棒、卷煙紙、接裝膠及其他相關因素不變,采用上述鍍鋁接裝紙在同一臺ZJ17卷煙設備上以相同的設備運行條件進行煙支卷制試驗。
1.2.3 上機適應性評價
在卷接過程中,記錄設備運行狀態、故障停機次數、設備調整參數及卷制過程接裝紙狀態。
1.2.4 煙支外觀質量評價
根據GB/T 22838.12-2009的要求,對卷煙外觀質量進行評價。
2 結果與討論
2.1 鍍鋁接裝紙評價
公司現有一款細支鍍鋁接裝紙產品,分別由A、B兩家供應企業提供。從表面潤濕性能、上機適應性能兩個方面入手對兩款鍍鋁接裝紙進行剖析。
2.1.1 表面潤濕性能評價
從圖1中可見,鍍鋁接裝紙A印刷面及非印刷面接觸角均比鍍鋁接裝紙B高,即潤濕性較差。兩款產品印刷面5s內的接觸角幾乎不變,因此重點考察接裝紙非印刷面的接觸角。對于直接接觸接裝膠的接裝紙非印刷面,鍍鋁接裝紙A接觸角均值達到101.9°,遠高于鍍鋁接裝紙B。由于ZJ17卷煙機從接裝紙上膠到進入搓板到搓接完成所需時間約為1s,因此前2s時間是接裝質量的關鍵。以0.2s為時間間隔,計算5s內接觸角變化角度,接觸角變化角度越大,接裝紙吸水速率越快[7]。鍍鋁接裝紙A及鍍鋁接裝紙B變化趨勢如圖2,前2s時間內鍍鋁接裝紙B吸水速率均高于鍍鋁接裝紙A。同時,對兩款接裝紙原紙也進行了接觸角的測試(如圖3)。

圖1 鍍鋁接裝紙A及鍍鋁接裝紙B印刷面與非印刷面接觸角對比

圖2 鍍鋁接裝紙A及鍍鋁接裝紙B非印刷面接觸角變化趨勢圖

圖3 原紙a和原紙b印刷面與非印刷面接觸角對比
2.1.2 上機適應性及煙支外觀質量評價
鍍鋁接裝紙A及鍍鋁接裝紙B的卷接過程評價如表2所示,因鍍鋁接裝紙A上機適應性能不佳引起的停機或泡皺等質量問題次數遠高于鍍鋁接裝紙B。
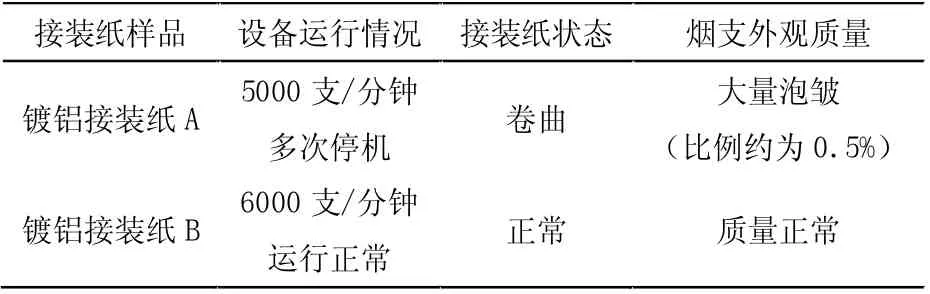
表2 鍍鋁接裝紙A及鍍鋁接裝紙B上機卷制情況
2.2 缺陷成因分析
煙支卷制過程中,使用的接裝膠為水基膠,其作用原理是通過接裝膠中水分的揮發形成膠膜來達到粘接效果。因此,接裝膠干燥速度與卷煙機上膠并完成搓接速度的匹配是保證接裝紙粘接性能的關鍵。而接裝膠干燥速度的快慢除與卷煙設備有關外,最重要的影響因素是接裝紙非印刷面的潤濕性能及吸水速率。通過對鍍鋁接裝紙A和B的接觸角的測量可知,鍍鋁接裝紙A非印刷面的潤濕性及前2s內吸水速率均低于鍍鋁接裝紙B,在上膠后其無法在短時間內吸收接裝膠中的水分,導致接裝膠干燥速度過慢[8]。當進入搓接過程時,接裝膠仍無法產生足夠的粘接強度,在外力作用下濾棒與接裝紙發生相對位移而出現泡皺問題。
2.3 改進措施及效果分析
鍍鋁接裝紙由于表面采用了鋁層轉移及印刷等工藝,極易造成接裝紙正反兩面張力不均,必須進行背涂處理。通過兩款接裝紙原紙的分析,可以發現鍍鋁接裝紙A非印刷面接觸角均高于原紙a,而鍍鋁接裝紙B非印刷面的接觸角與原紙b較為接近(圖1、圖3)。根據2.2缺陷成因分析,從改進非印刷面潤濕性能及吸水速率出發,提出兩種缺陷樣改進方案:(1)維持原紙a不變,改進背涂工藝,降低背涂液固含量,即提升鍍鋁接裝紙非印刷面的潤濕性能及吸水速率;(2)選用與鍍鋁接裝紙B相同的原紙b,其余原輔材料及印刷工藝不變。
對改進樣A1及改進樣A2非印刷面進行接觸角測量(圖4),接觸角均比鍍鋁接裝紙A非印刷面接觸角有大幅下降,潤濕性能有顯著提升。其中,改進樣A2潤濕性能優于改進樣A1。由圖5可以看到前2s時間內改進樣A1非印刷面接觸角變化值高于改進樣A2,但2.2s以后改進樣A2接觸角變化值反而高于改進樣A1。
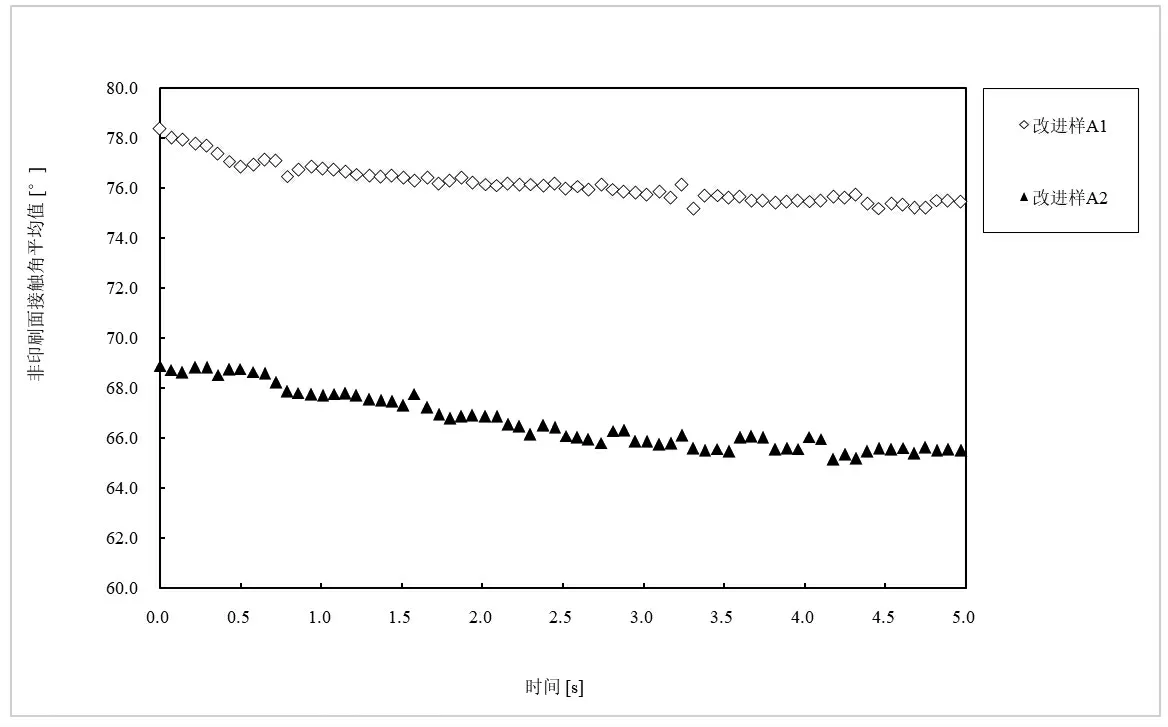
圖4 改進樣非印刷面接觸角對比
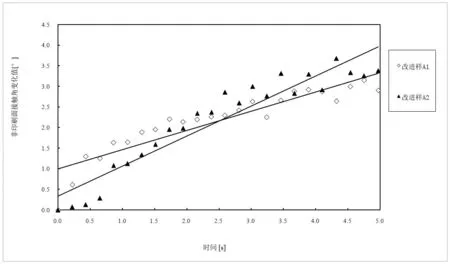
圖5 改進樣A1及改進樣A2非印刷面接觸角變化趨勢圖
將兩款改進樣品于相同時間,相同設備條件下進行卷制,結果見表3。雖然改進樣A2非印刷面潤濕性能更好,但因其在2s內接觸角變化角度低于改進樣A1,其泡皺情況較鍍鋁接裝紙A有所改善,但不如改進樣A1。反觀改進樣A1雖后3s時間內其變化角度小于改進樣A2,但因前2s內接觸角變化角度顯著,其卷制質量相較鍍鋁接裝紙A有較大改善,也更優于改進樣A2。可見,除了非印刷面潤濕性能應在一定范圍,確保接裝紙非印刷面在前2s內的吸水速率適宜,使膠水干燥速度與卷煙機搓接速度相匹配,是解決泡皺問題更關鍵的因素。

表3 改進樣A1及改進樣A2上機卷制情況
3 結論
通過接觸角法對正常鍍鋁接裝紙與缺陷鍍鋁接裝紙表面潤濕性能及其隨時間變化情況進行分析,探索泡皺問題產生原因及改進方案。針對鍍鋁接裝紙非印刷面潤濕性能及吸水速率兩項指標進行改進。實際卷制效果說明,僅僅對接裝紙非印刷面潤濕性能高低的評價并不能完全衡量鍍鋁接裝紙上機適應性能,而非印刷面在前2s內吸水速率的匹配性則是更關鍵的因素。該方法將為企業實際生產過程中質量問題的解決提供參考依據。
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
現代檢驗醫學雜志(2016年3期)2016-11-15 01:59:56
中學語文(2015年21期)2015-03-01 03:52:11
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26
西南軍醫(2015年1期)2015-01-22 09:08:16
中國音樂教育(2014年9期)2014-05-20 10:26:24
治淮(2013年1期)2013-03-11 20:05:18
俄羅斯問題研究(2012年1期)2012-03-25 09:54:51