基于PowerMill的大賽典型零件數控仿真加工
2021-06-18 03:39:42李勝利
信息記錄材料 2021年5期
彭 婧,李勝利
(廊坊燕京職業技術學院機電工程系 河北 廊坊 065200)
1 引言
目前,全國大力發展高職教育,教育部鼓勵舉辦職業技能大賽,以此來檢驗職業技術學院的辦學成績。競賽的內容包括理論知識和操作技能兩部分,理論知識包含了國家職業標準里的理論及相關知識,以選手的綜合職業能力為核心,注重零件的精度、加工細節和工藝過程的考核[1]。
本文選用PowerMill軟件進行零件的仿真加工,因為其在編程方面有龐大的指令系統,可以具體編輯在實際加工中的大部分參數,也可以自由編輯刀具路徑,并備有自動檢查碰撞、過切等防范措施。在仿真加工方面可以依據實際機床的刀軸具體大小設置,可以直觀看出運行軌跡,幾乎可以減少因編程而導致機床碰撞、工件過切等問題。
2 典型零件工藝分析
如圖1所示,該零件為加工中心零件,主要是正反輪廓綜合加工。包括島嶼、盲孔、通孔、壁槽等特征,凸臺的輪廓由直線和圓弧構成,屬于綜合型加工的零件。
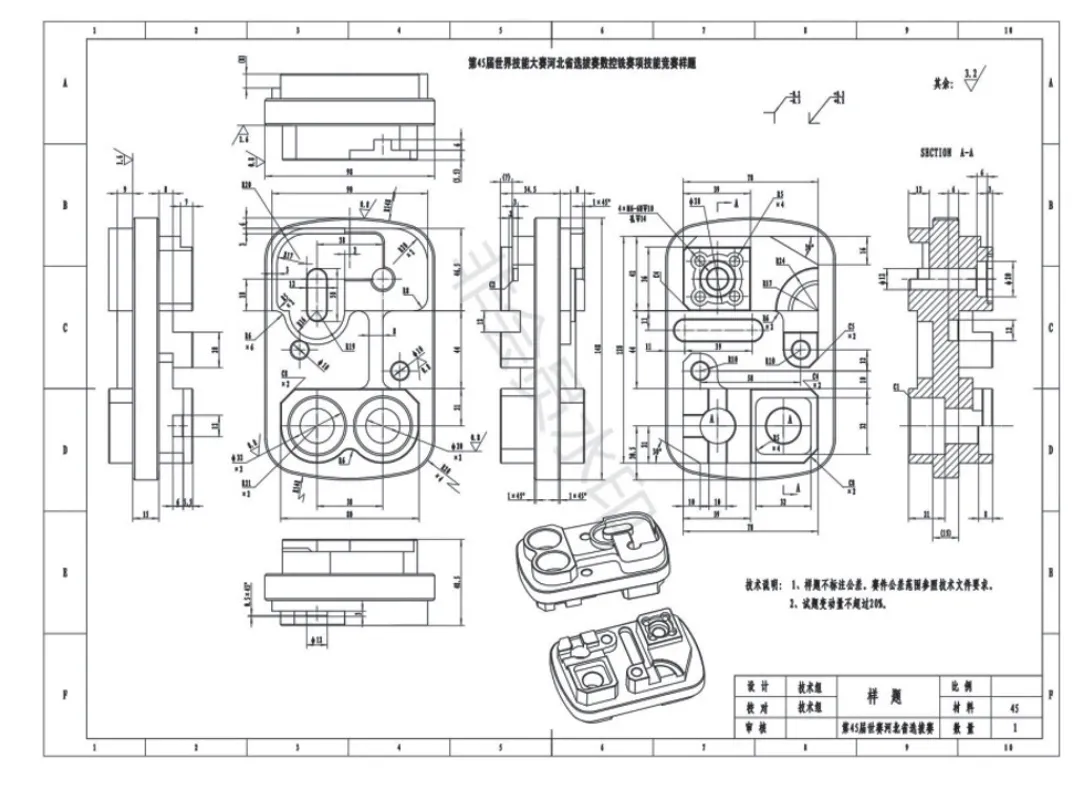
圖1 零件圖
圖中有大部分尺寸精度為中等以上公差等級要求,并且需要保證零件的總高度要求。無形位公差要求,表面粗糙度值均為Ra1.6 μm,確保裝夾和定位精度基本就能保證尺寸精度。圖紙尺寸標注完整,組成輪廓的各幾何元素關系清楚,條件充分。所需要基點坐標大部分已給出,另外兩點也容易求得。零件材料為45號鋼,無熱處理和硬度要求,加工后需去除毛刺。
2.1 加工方法及順序
夾持毛坯,伸出高度約為30 mm。型腔采用銑削加工,對其表面粗糙度值要求為Ra1.6 μm,故采用粗銑—精銑方案[2];對于Ф12、2個Ф10通孔,由于其表面粗糙度要求不高,同時為節約加工周期,故采用直接鉆削的加工方案;Ф32的孔,精度較高,直徑較大,采用先鉆孔后鉸孔的加工方案,以便保證加工精度,Φ20通孔使用鉆削加工即可。工件翻面,伸出高度34.5。采用由大及小的加工順序加工外輪廓及型腔,同樣采用一粗一精方法加工,以便達到表面粗糙度及尺寸精度。對于4×M6的螺紋孔,選用機床鉆削底孔、螺紋導向,手工攻絲。
2.2 裝夾方案
由于零件結構并不復雜,選用國產BV75型立式加工中心。工件毛坯預先在銑床上加工好2個底面和4個側面。然后,選擇其中一個底面和一對平行側面作為定位基準,兩側面也做為裝夾面。把毛坯在機械用平口虎鉗上夾緊,再把平口虎鉗固定在機床工作臺上。然后,通過找正,安裝后的工件側面直邊應與機床Z軸平行,最大偏移量不超過0.02 mm。同時,毛坯頂面也應與工作臺面保持平行,誤差也不得超過0.02 mm。最后,通過對刀將加工坐標系零點建立在工件的上表面中心位置上。調頭后,夾持外八方體的一對邊表面,銑削底平面,保證總高度。兩次均可使用機用平口虎鉗裝夾,方便快捷。
2.3 刀具及切削用量
本次加工所用的刀具主要有:平底立銑刀、鍵槽銑刀、鉆頭、絲錐、倒角刀等。按照加工要求,選取粗加工時的主軸轉速n=500~600 r/min,Vf=80~100 mm/min,ap=5~10 mm;精加工時,選取主軸轉速n=900~1200 r/min,Vf=50~80 mm/min,ap=0.2~0.5 mm。主軸轉速及進給速度的改變可通過操作面板上的“倍率”按鈕來調整[3]。
3 仿真加工過程
3.1 數控加工工序卡片
根據零件的結構特點,按所用的刀具來劃分工序,即在一次裝夾中,用同一把刀具加工出可能加工的所有的部位,然后再換另一把刀具加工其它的部位。這樣即可以減少換刀時間,又可以壓縮空程時間,減少不必要的定位誤差[4]。在某一工序里的工步,按照首先粗加工,然后再精加工的原則來劃分,其中部分數控加工工序卡片如表1所示。
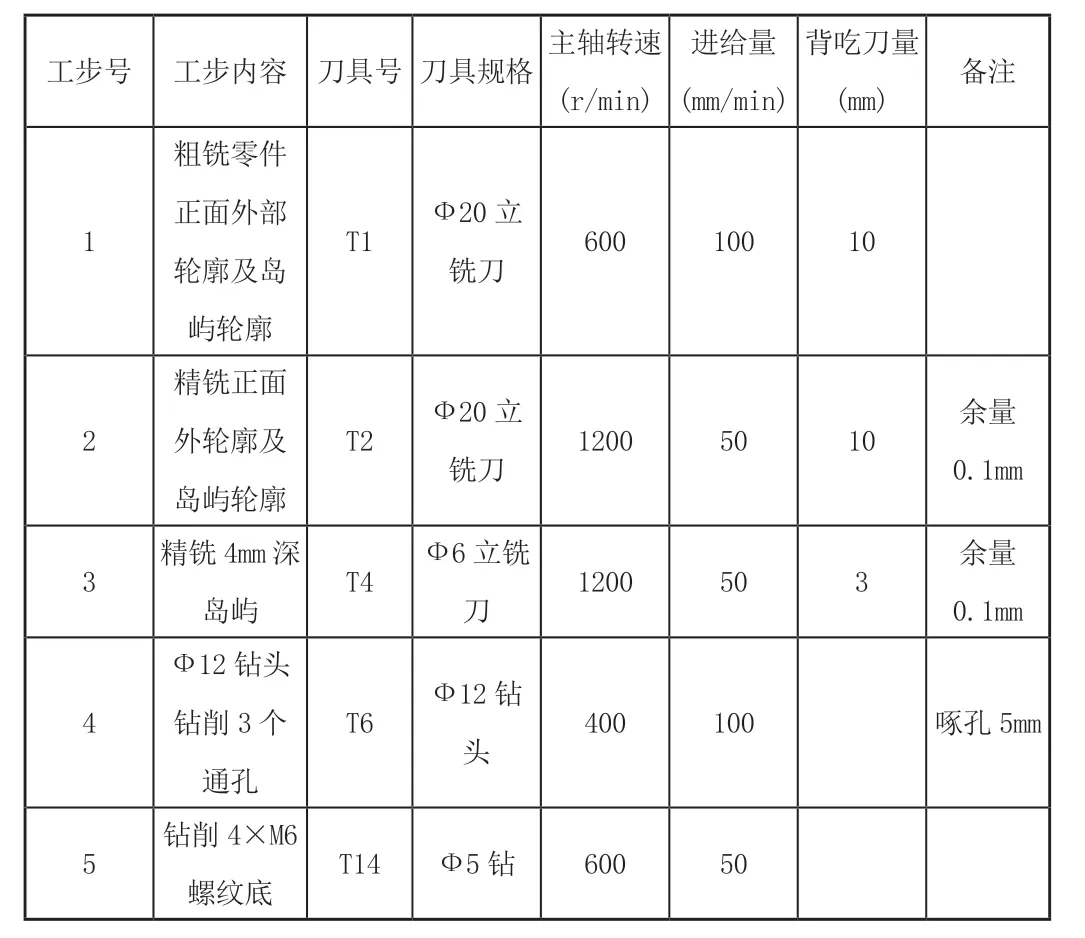
表1 部分加工的工序卡片
3.2 仿真加工成型及刀路圖
由于外輪廓精加工面積較大,所以選用Ф20立銑刀并提高轉速,放慢走刀,加大背吃刀量,以便達到加工要求。島嶼精加工選用Ф6立銑刀,可以加工較小的島嶼根部。盲孔和通孔由于要求低,直接分別選用Ф12、Ф20、Ф32進行鉆削底孔、擴孔、成型三步,完成正面島嶼精加工刀路如圖2所示。背面島嶼多,使用刀具也較多,所以在加工過程中盡量選用相同刀具,在保證效率的同時,減少換刀和對刀的時間。
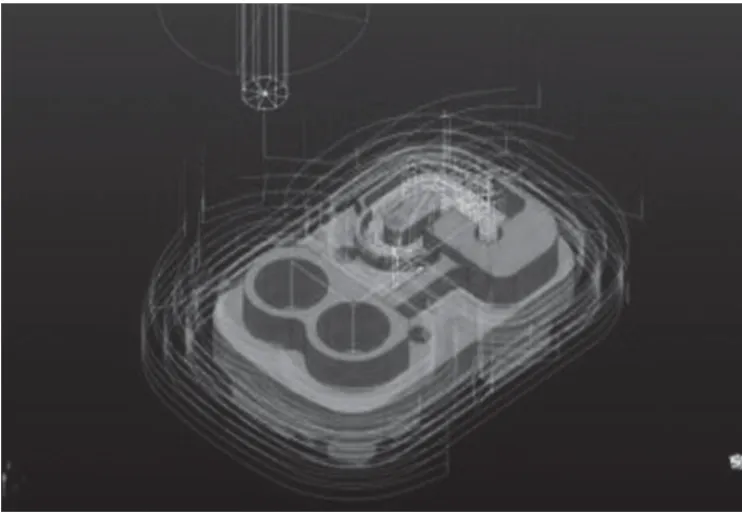
圖2 正面島嶼精加工刀路圖
4 結語
本文主要針對大賽的參考零件圖進行軟件模擬加工,根據給定圖樣進行了工藝的分析、確定出具體的加工方案、加工參數和使用的刀具,在PowerMill軟件中完成了零件仿真模擬加工。在數控機床設備上實際加工此種零件,要選擇正確加工中心,采用合理有效夾具和裝夾的方法,制定出符合加工工藝的路線,才能完成標準的零件。
