3D打印送粉顆粒溫度場研究
2021-06-17 02:40:32厲鴻韜黃延祿鄧鴻信陳致伊胡安鍇
新技術新工藝 2021年5期
厲鴻韜,黃延祿,鄧鴻信,陳致伊,胡安鍇
(華南理工大學 機械與汽車工程學院,廣東 廣州 510641)
定向能量沉積技術(Directed Energy Deposition, DED)是3D打印的一種典型方法,它利用激光或其他高能束加熱粉末顆粒或焊絲至熔化然后冷卻并凝固,形成沉積層[1-2],它具有眾多優點:1)擁有較快的沉積速率,加工效率高;2)可以通過逐行沉積金屬材料在平坦或不平坦的基板上成型任意形狀的工件;3)DED設備的系統簡潔,因此很容易開發出將DED與不同制造工藝相結合的混合工藝;4)DED系統可以通過連續同時沉積不同的材料來輕松制造具有所需性能的非均勻材料工件[3]。鑒于上述優勢[4],近些年來,DED工藝的研究和應用穩步增長。劉昊等[5]針對送粉式定向能量沉積過程中瞬態溫度場和熔覆層幾何形貌建立了三維數值模型,分析了熔覆過程中的溫度場變化和幾何形貌特點。李俐群等[6]對超高速定向能量沉積進行了研究,所研究的超高速熔覆技術形成的涂層稀釋率更低,擁有更加細致的整體組織,并且具有更優異的耐腐蝕性能。AeroMet公司使用激光成型法通過粉末生產航空航天所需要用到的鈦合金零件,降低了生產成本[7]。
DED技術可以通過旁軸送粉和同軸送粉2種方式將粉末輸送至熔池中。送粉噴頭是實現定向能量沉積技術的重要零部件,其結構決定了粉末的聚焦性能和粉斑尺寸。王方等[8]設計了一種裝有傾角顯示儀器和同軸引導光的旁軸送粉設備,可以快速引導激光與粉末重合,從而提高粉末利用率。在噴頭送出粉末后,激光束與粉末流的相互作用對于工件成型質量也有較大影響。楊永強等[9]通過有限差分法建立了激光束對粉末顆粒的升溫模型,計算了不同材料、顆粒粒徑以及激光功率情況下粉末顆粒的溫度變化曲線。Huang等[10]通過經典光學理論建立了激光束與粉末流相互作用的模型,研究表明當送粉速率增加時,加工基板表面的激光強度以及粉末顆粒溫度峰值都會下降。上述多位學者所設計的不同送粉噴頭,所輸送的粉末顆粒分布存在一定的差異。而目前激光束與粉末顆粒的相互作用模型中,對于粉末顆粒分布較多是采用高斯分布的方法進行計算,這樣未必能夠顯示出不同送粉噴頭的送粉特性。
按一定比例從粉末顆粒分布中提取一定數量的顆粒,這些顆粒可以代表整體的粉末顆粒分布。本文基于粉末顆粒具體位置分布,建立了激光束與粉末流相互作用模型,分析了同軸送粉和旁軸送粉2種不同送粉方式下粉末顆粒的溫度分布。
1 粉末流濃度分布
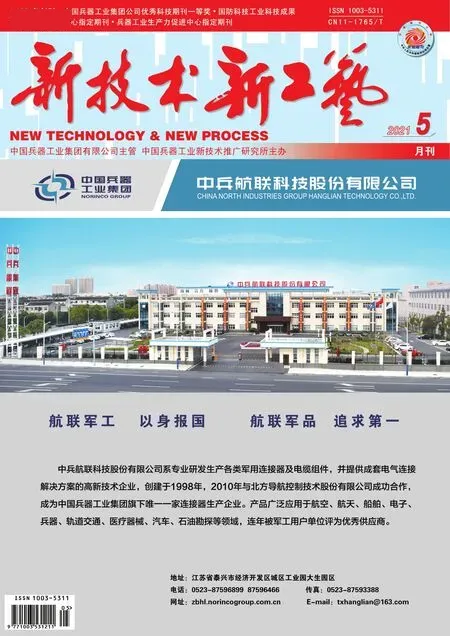
本文所用到的新型送粉噴頭送粉示意圖如圖1所示。圖1a為同軸送粉示意圖,激光束和粉末顆粒同時進入送粉噴頭中,粉末顆粒在送粉噴頭中逐漸匯聚形成一道粉末流,繼而逐漸收縮;圖1b為旁軸送粉示意圖,右側的新型送粉噴頭結構代替了傳統逐漸收窄形狀的粉末通道結構進行送粉。
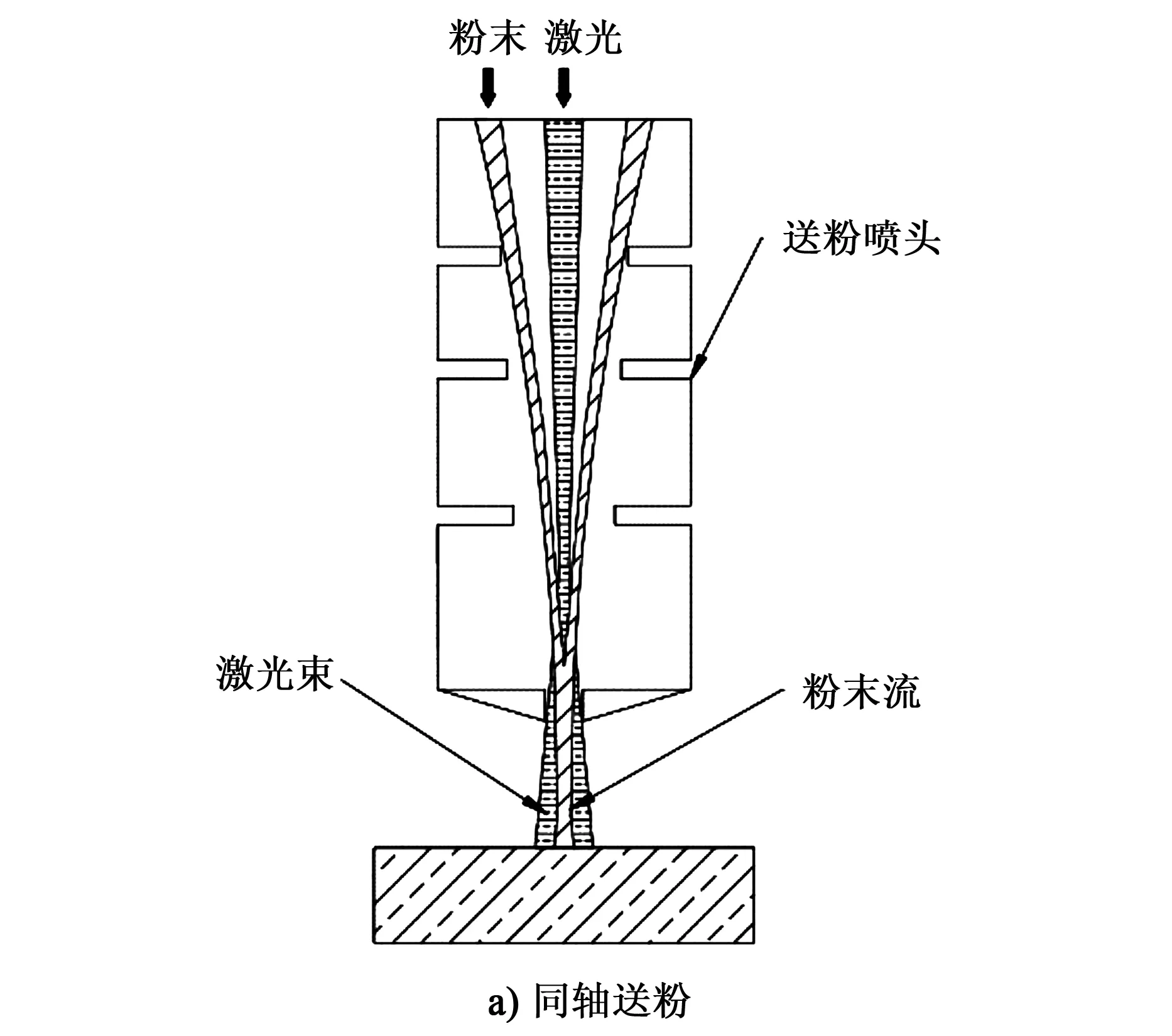
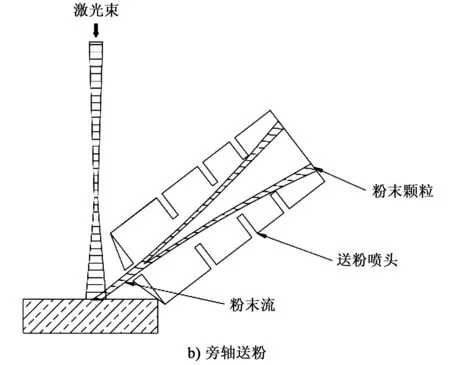
圖1 噴頭送粉示意圖
該種新型送粉噴頭與傳統送粉噴頭在送粉效果上存在一定的差異,通過Fluent軟件模擬計算其粉末運動軌跡(見圖2),顯示了粉末顆粒離開送粉噴頭20 mm范圍內在xoy平面上的分布。從圖2中可以發現,粉末顆粒離開送粉噴頭后呈現出逐漸匯聚的狀態。
圖2 送粉噴頭出口20 mm內粉末顆粒分布
粉末顆粒在噴頭出口不同位置處yoz平面上的分布如圖3所示。圖3a和圖3b分別為粉末顆粒在距離送粉噴頭出口10和20 mm處的分布效果圖。可以看出,隨著粉末顆粒至噴頭距離增加到20 mm,顆粒在yoz平面上的分布半徑逐漸變小。
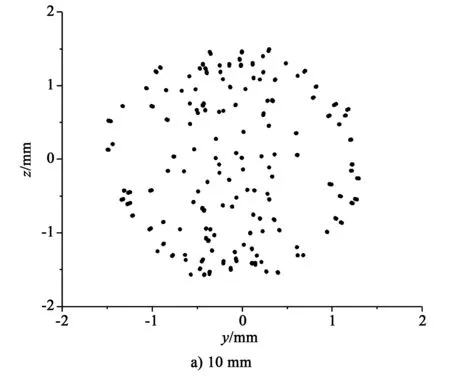
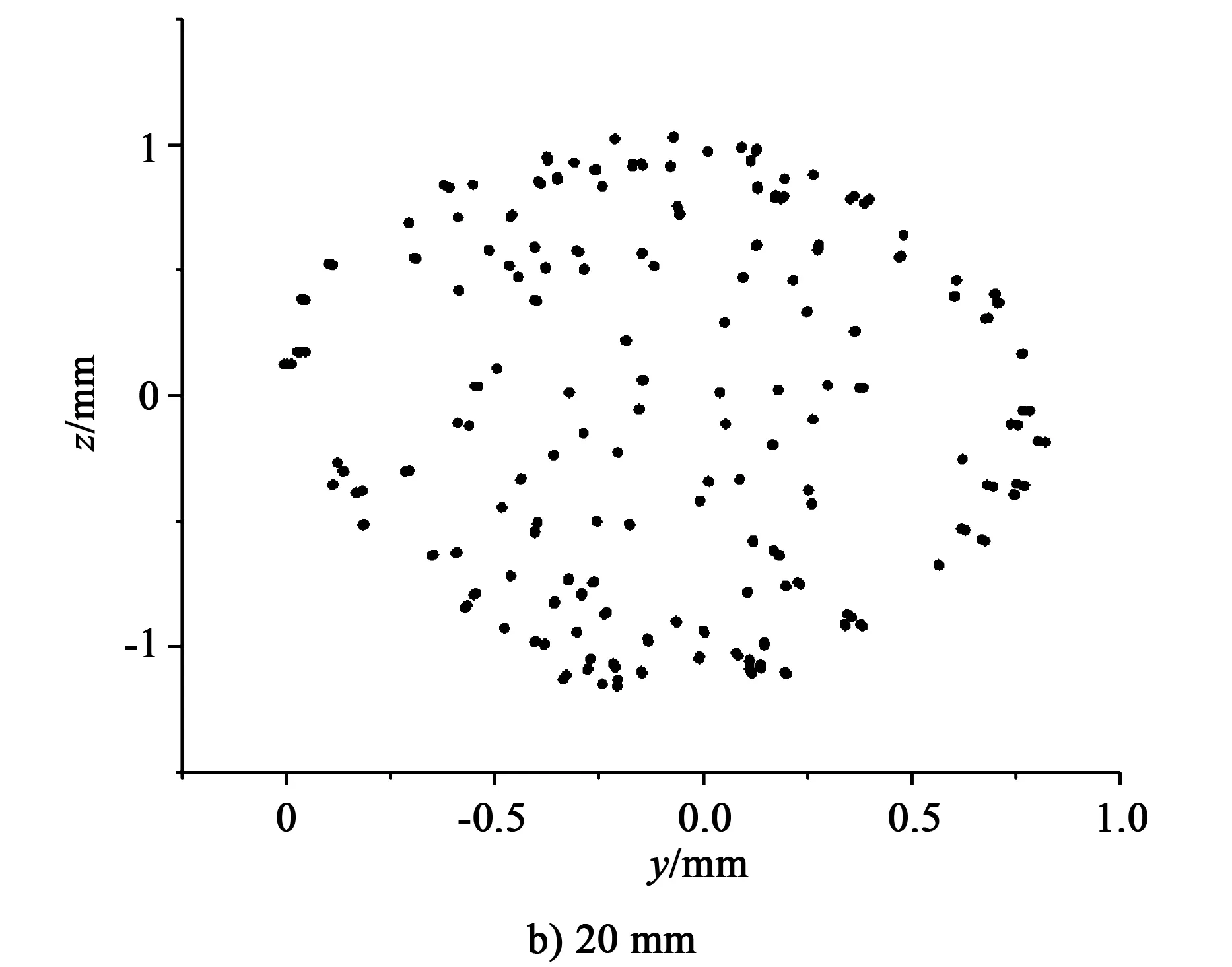
圖3 粉末顆粒在噴頭出口不同位置處yoz平面上的分布
2 激光束對粉末顆粒的照射升溫
2.1 激光束對粉末流的照射升溫模型
粉末顆粒在運動過程中會與激光束相遇,粉末流的運動軌跡,以及激光束的能量強度,都會對粉末顆粒的溫度產生影響。尤其是在圖1a所示的同軸送粉過程中,粉末流會在激光束中運動較長一段距離,溫度變化對粉末顆粒影響較大,因此必須對粉末顆粒的溫度進行研究,才能確定粉末顆粒進入熔池前的狀態以及溫度分布。
粉末流與激光匯聚示意圖如圖4所示。坐標原點O為激光斑點的中心,粉末流基本為收縮的圓錐形,其軸線與水平方向成一傾角I,即送粉角度。當I=90°時,粉末流和激光束的軸線重合,即同軸送粉;當時,粉末流從一側進入激光束中,即旁軸送粉。坐標原點O與送粉噴嘴的距離為d,d取10~20 mm均可用作加工距離。可以調整送粉速率、送粉角度I和送粉距離d以達到最佳的工藝參數。

圖4 粉末流與激光匯聚示意圖
首先對粉末流的有效半徑R進行計算,需要注意的是,當粉末流和激光束同軸時,粉末流截面有效半徑R為粉末流水平截面的半徑;當粉末流側向送粉,即φ<90°時,粉末流截面為粉末流平行于xoz平面所取的截面,粉末流有效截面的計算式可分為如下幾個階段。
1)當所有粉末顆粒在激光束外,即r>R1時(為激光束半徑),激光束無法照射到粉末流,此時粉末流截面有效半徑R(x0,y0,z0)=0。
2)當有粉末顆粒進入激光束內,但并非所有粉末流都處于激光束內時,R的表達式為:
422 Senescence-associated secretory phenotype and its complex regulation networks: a review of molecular mechanisms
(1)
式中,坐標(xi,yi,zi)為該層粉末流截面內某顆粒的三維坐標,i=1~n,n為該層粉末流截面內所有距離激光束軸線r≤Ri的粉末顆粒。
3)當所有粉末顆粒進入激光束內(xoz平面內),R的表達式為:
(2)
當確定了送粉角度φ和送粉距離d,那么在噴嘴出口到加工基板這段距離內,粉末流的顆粒濃度分布相對來說就是固定的,通過確定送粉速率、粉末顆粒運動速度、顆粒密度和顆粒尺寸即可計算出這段距離內,以-y為方向的單位長度Δy粉末流內粉末顆粒的總數Nt:
(3)

通過對送粉噴嘴出口20 mm范圍內顆粒位置數據的分析計算,結合式1~式3,可以寫出粉末流內任意一點(x0,y0,z0)處單位體積內粉末顆粒的數量為:
(4)
對激光能量的計算方式可通過如下方式計算得到,激光束在穿過粉末前的激光強l0(x,y,z)度符合高斯分布:
(5)
(6)
根據Lambert-Beer定理,激光束從粉末流中穿過時,激光強度不斷衰減,呈現出指數衰減規律:
(7)
式中,激光強度l(x,y,z)是激光束在l0(x,y,z)的初始激光強度條件下,穿過距離為L的粉末流后的透射激光強度;Kp是粉末顆粒的消光系數;l是與粉末流中位置(x,y,z)相關的函數。消光系數Kp由下式表達:
(8)
式中,a=(2πRp)/λ,本文所使用的粉末顆粒平均半徑為20 μm,激光波長為10.6 μm,可以計算得到a的值為14.82,算出消光系數Kp=2。
粉末顆粒在激光束中受到照射而導致溫度的上升可由下式進行計算:
(9)
式中,等式左端為粉末顆粒從激光束中穿過時,每向下運動一個空間步長Δy所凈吸收的能量;cp是顆粒材料的比熱容;ΔT是經過一個空間步長Δy顆粒上升的溫度;Qp是粉末顆粒從激光束中吸收能量后減去由對流散熱和輻射導致的熱損失所剩余的能量,可通過下式計算得到:
(10)
式中,l(x,y,z)是某顆粒所處位置(x,y,z)處的激光強度;ap是粉末顆粒的激光吸收率;σ是輻射常數;εp是粉末顆粒的黑度系數;Tf是外界環境溫度;T是該粉末在(x,y,z)位置處的溫度。
2.2 粉末顆粒溫度的計算結果
利用上述計算模型對顆粒溫度進行計算,本文以316L粉末顆粒為例進行計算,計算過程中用到的相關參數見表1。
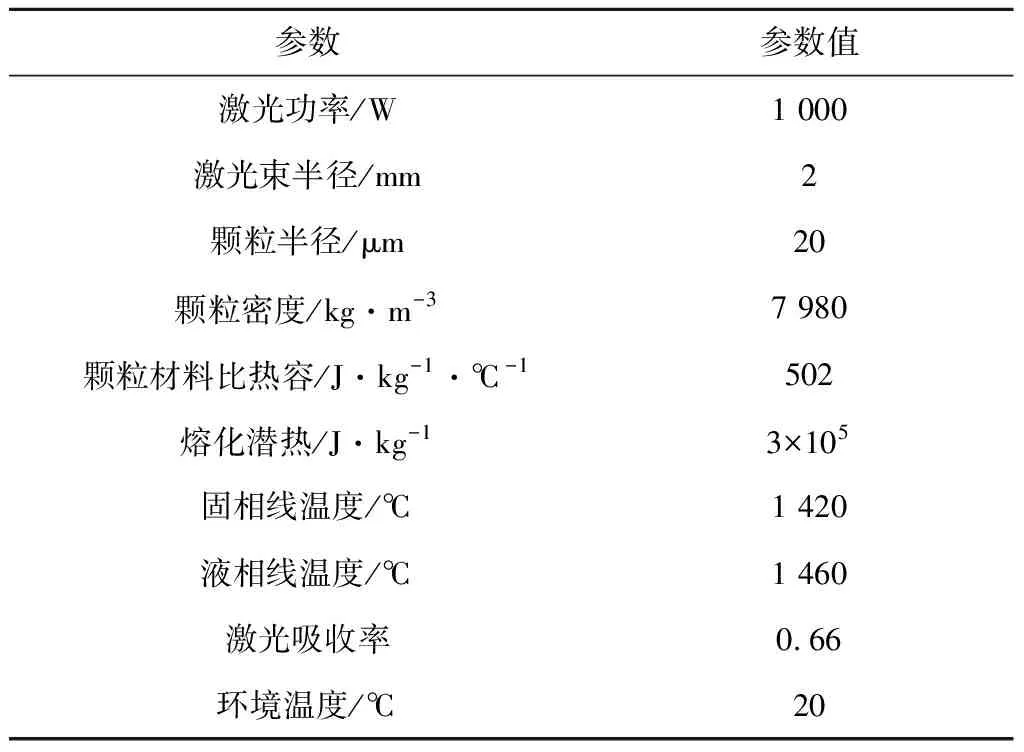
表1 計算中所用到的工藝參數和粉末顆粒材料物性參數
首先對該粉末分布條件下的同軸送粉進行計算,送粉速率為0.9 g/s。圖5所示為粉末顆粒在送粉噴頭不同位置處熔化占比,從圖5中可以發現,隨著粉末顆粒在送粉噴頭中不斷運動,越來越多的粉末顆粒開始熔化,最多時有27%的粉末顆粒被熔化了。觀察圖5可以發現,當距離>50 mm時,逐漸有粉末顆粒開始熔化,因此在圖1a的同軸送粉方式下,送粉噴頭的長度應<50 mm,否則會有粉末顆粒在送粉噴頭中熔化。
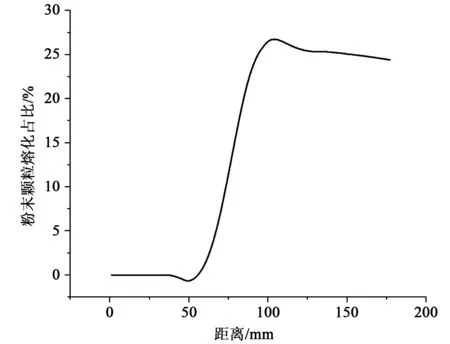
圖5 粉末顆粒在送粉噴頭不同位置處熔化占比
下述對旁軸送粉時粉末顆粒溫度進行計算,計算過程中用到的相關參數見表1。將激光功率提升至2 800 W,對不同送粉角度和不同送粉速率的條件分別進行計算,計算結果如圖6所示。
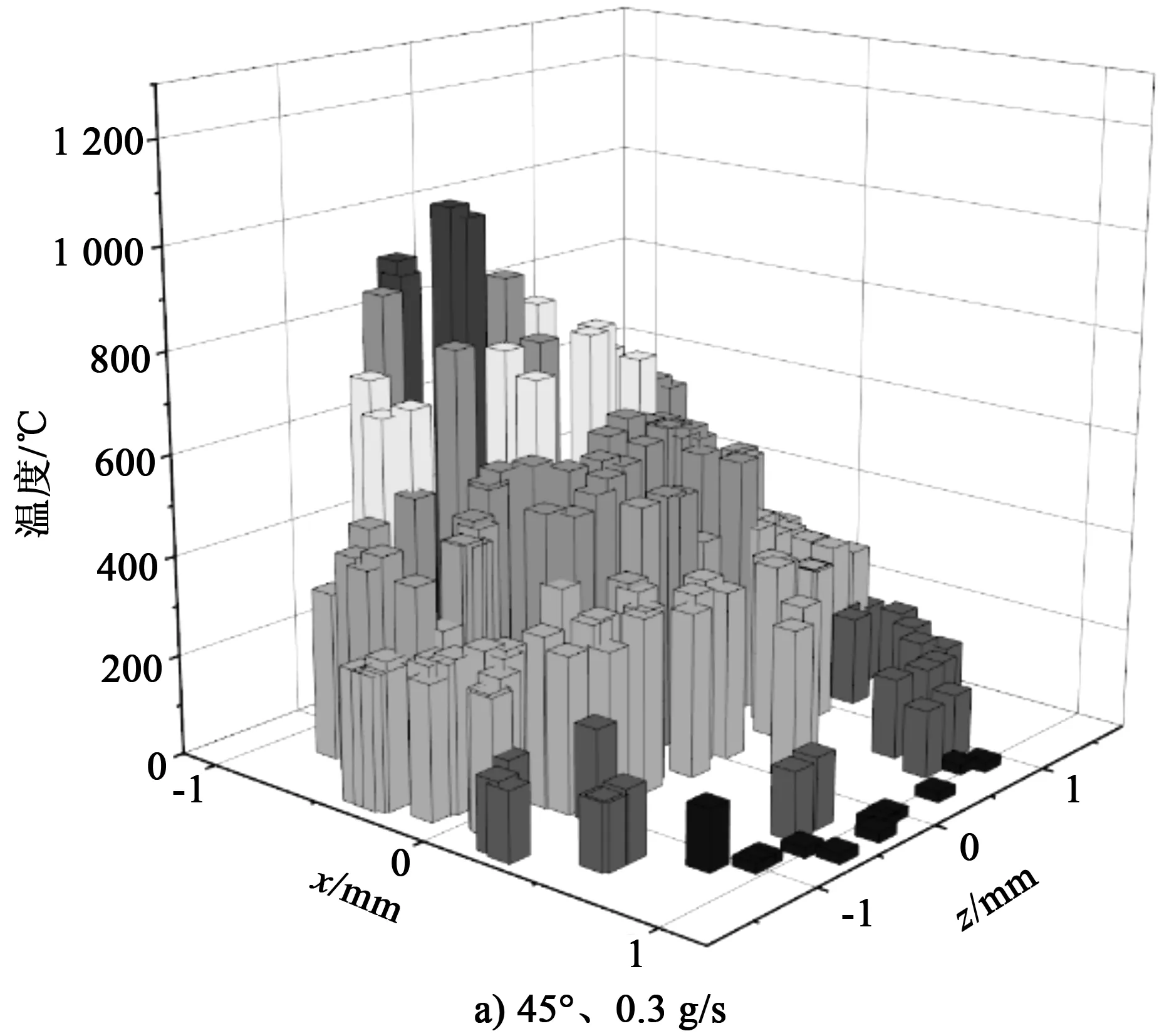
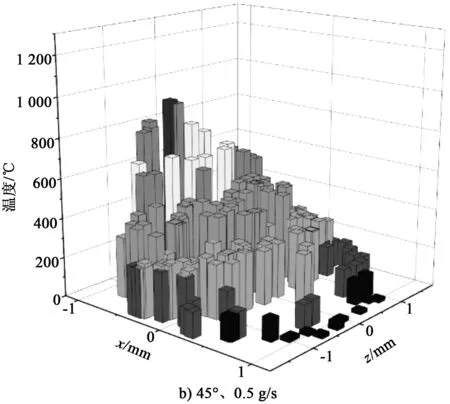
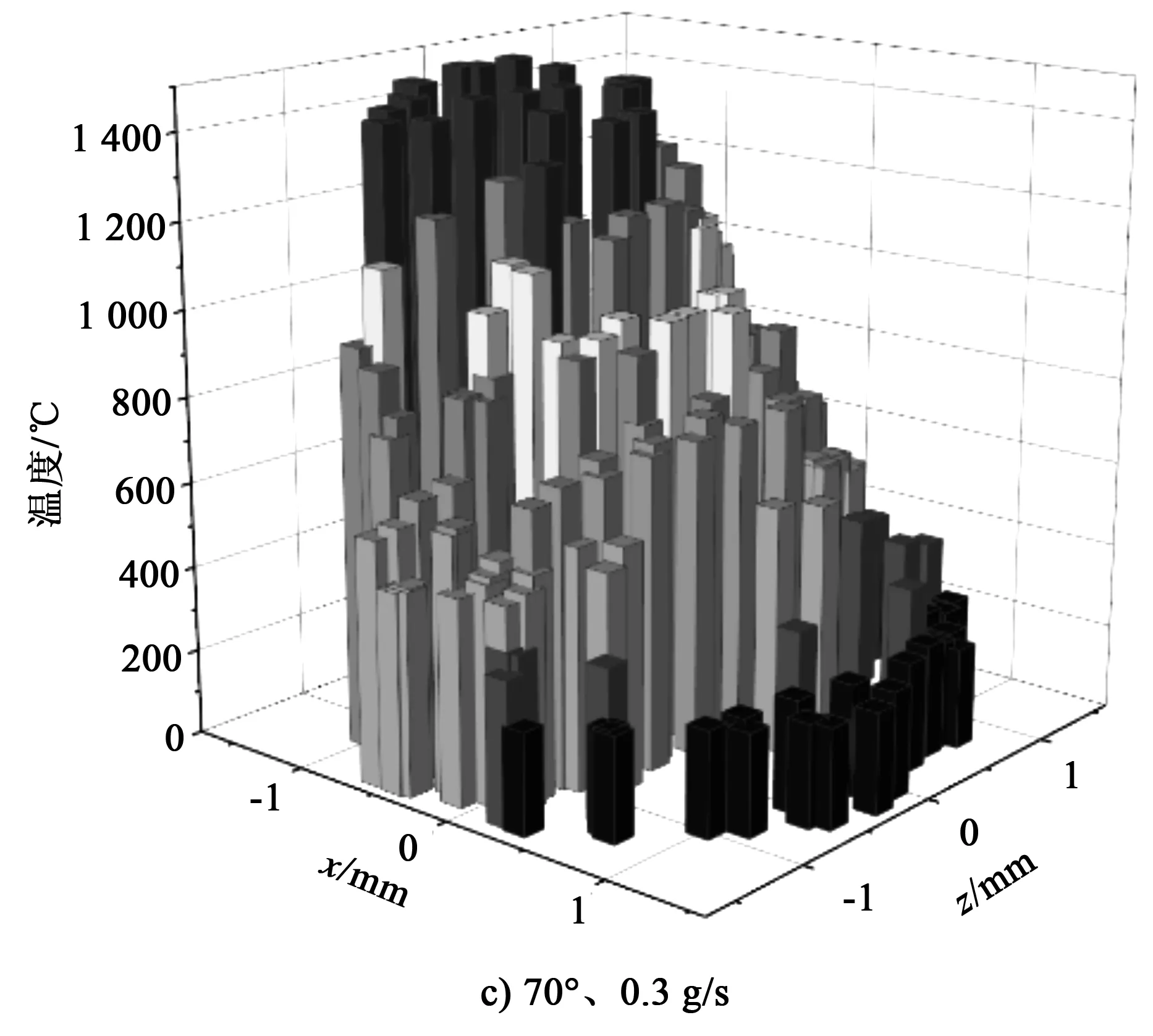
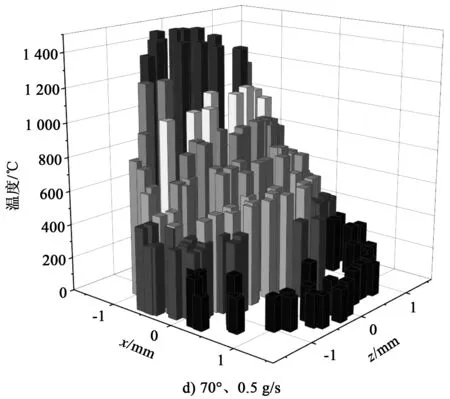
圖6 旁軸送粉時粉末顆粒溫度分布
圖6a為送粉速率為0.3 g/s、送粉角度為45°條件下粉末顆粒的溫度分布。可以發現,越靠近z軸中心,x軸負邊界,顆粒溫度越高,這是因為粉末顆粒從x軸的正方向逐漸穿過激光束(見圖4),最終落在了加工表面的左側。圖中最左側的顆粒在激光束中受到照射時間最長,且處于z軸中心的顆粒經過了激光束中激光強度最高的區域,因此會呈現出從左往右溫度逐漸降低的趨勢。圖6b為送粉速率為0.5 g/s、送粉角度為45°條件下粉末顆粒的溫度分布。對比圖6a可以發現,粉末顆粒的溫度略有降低,這是因為當粉末流濃度上升后,增強了對激光束能量的削減,同時粉末顆粒受到的激光照射強度也降低了。圖6c為粉末顆粒在送粉速率為0.3 g/s、送粉角度為70°條件下到達加工基板時的位置和溫度分布,與圖6a對比可以發現,整體的顆粒溫度都上升了不少,這是因為當送粉角度增大時,粉末流更早地進入激光束,導致粉末顆粒溫度整體上升。圖6a中左側最高溫度的顆粒溫差較為明顯,而6c中左側的顆粒溫度差距并不明顯,通過觀察顆粒溫度已經達到1 400 ℃以上,達到甚至超過了顆粒材料的熔點,因此熔化潛熱吸收了較多的能量,用來作用顆粒溫度上升的能量反而較少,這也就導致了粉末顆粒在左側最高溫度的分布較為均勻,這一點在圖6d中也有顯現。由此可以發現,當送粉角度為70°時,粉末顆粒整體溫度高,部分顆粒在進入熔池前開始熔化,這樣有利于形成較少顆粒的反彈。
3 結語
通過上述研究可以得出如下結論。
1)建立了基于粉末顆粒具體位置分布的激光束與粉末流相互作用的模型,考慮了粉末流對激光束能量的削減作用,以及顆粒升溫時對周圍環境的輻射換熱和對流換熱損失的熱量,對于計算此類問題具有適用性。
2)對同軸送粉和旁軸送粉噴頭所輸送的粉末顆粒進行了溫度計算,同軸送粉時粉末顆粒升溫迅速,需要縮短噴頭長度以避免顆粒在噴頭中熔化。旁軸送粉時,增大送粉速率會導致粉末顆粒溫度下降,增大送粉角度會導致粉末顆粒溫度上升。