雙相不銹鋼S31803焊接接頭工藝性能研究
2021-06-16 06:14:00王文中石化第五建設有限公司廣東廣州510640
化工管理 2021年12期
王文(中石化第五建設有限公司,廣東 廣州 510640)
0 引言
超級雙相不銹鋼S31803擁有奧氏體和鐵素體雙相組織,綜合了鐵素體不銹鋼與奧氏體不銹鋼的特性,具有良好的機械性能和耐腐蝕性能,在石油化工設備、海水與廢水處理設備、輸油輸氣管線、造紙機械等工業領域得到廣泛應用。由于雙相不銹鋼可應用于惡劣腐蝕環境中,所以研究高效率、高質量的焊接工藝具有廣泛的實踐意義。S31803雙相不銹鋼焊接接頭的力學性能是靠合適比例的奧氏體和鐵素體兩相組織來保證的,而該雙相不銹鋼的合金元素含量比較高,容易產生焊接接頭韌性差、晶間腐蝕等缺陷,因此,在采用合適的焊接方法和填充金屬條件下,選擇合理的焊接工藝參數顯得尤為重要[1]。在沙特高密度聚乙烯項目上,對于介質為氮氣的工藝管道,部分設計中采用材質為ASTM SA790,等級為S31803雙相不銹鋼,而之前公司所擁有的焊接工藝指導書(WPS-Welding Procedure Specif ication)不能覆蓋此類材質,根據以后的施工要求,需要對這類材質做一次新的焊接工藝評定(PQR),并根據焊接工藝評定(PQR)擬定合適的焊接工藝指導書(WPS)。為保證在擬定的焊接工藝指導書(WPS)下,能夠獲得優良的焊接質量,需要根據此類材質的特性,研究此種鐵素體-奧氏體雙相不銹鋼的焊接性,以便在施焊過程中采取適當的焊接參數及措施。
1 材料的焊接性
本次試驗對直徑為80 mm厚度為5.49 mm(Φ3″-40S)的S31803雙相不銹鋼管進行對接焊接,為保證焊縫的耐腐蝕性能,選用與母材相當的填充材料雙相不銹鋼ER2209焊絲,規格為φ2.4 mm,焊接方法采用鎢極氬弧焊(GTAW),S31803的ASTM SA790是一種鐵素體/奧氏體雙相不銹鋼,產品的形狀一般都是無縫公稱管。此類材料結合了鐵素體不銹鋼和奧氏體不銹鋼的特性,其化學成分和機械性能見表1、表2所示。Cr元素能促使鐵素體形成,提高抗氧化及腐蝕性能,而Ni元素能促使形成奧氏體,提高高溫強度和塑性。但由于含鉻、碳量較高,有在焊縫熱影響區中晶界上形成碳化鉻的傾向,這就使焊縫區對晶間腐蝕敏感[2]。母材和焊絲的化學成分如表1所示,母材力學性能如表2所示。

表1 母材及焊絲的主要化學成分(質量分數,%)

表2 母材力學性能
2 焊接工藝措施
通過以上對母材焊接性的分析,我們了解到母材是一種鐵素體-奧氏體雙相不銹鋼,此種不銹鋼的合金元素成分較高,對晶間腐蝕敏感。除了采用合適的焊接方法和填充金屬外,還必須采取合適的焊接工藝措施,才能保證取得優良的焊接質量。
2.1 電源極性的選擇
在焊接此種不銹鋼時,我們采用直流正接法(工件接電源正極),因為采用直流正接有如下優點:(1)工件為陽極,接收電子爆轟釋放的全部動能和逸出功。電弧集中,陽極受熱面積小,焊縫窄而深。(2)鎢極具有很強的電子發射能力,因此連接時電弧非常穩定。(3)同時,鎢電極發射電子,具有很強的冷卻效果,因此鎢電極不易過熱。這種方法所允許的電流比反向連接法大得多[3]。
2.2 焊接參數
由于氬弧焊時對材料的表面質量要求很高,焊接前必須嚴格清洗,以消除填充焊絲表面和工件坡口及坡口兩側至少25 mm范圍內的油污、水分、灰塵、氧化膜等。否則,在焊接工程中會影響電弧穩定性,惡化焊縫成形,產生氣孔、夾雜物、未熔合等缺陷。所采用的焊接參數如表3所示,且焊接時內部進行充氬保護。

表3 焊接工藝參數
3 現場焊接
與其他焊接方法相比,鎢極氬弧焊(GTAW)熱效率高,熱流密度大,多層多道焊中熱循環快,隨冷卻速度增加,組織固溶合金元素含量也隨之增加,碳原子的擴散能力受阻礙,抑制了鐵素體向奧氏體轉變,合適比例的δ+γ相保證焊接接頭良好的韌性、強度和耐氯化物應力腐蝕性能,因此,在合理控制焊接工藝參數外,要嚴格執行相應的焊接注意事項,才能保證管道現場的焊接質量[4]。
(1)試驗件是公稱直徑為80 mm厚度為5.49 mm(Φ3″-40S)的S31803雙相不銹鋼管,焊接接頭形式采用對接形式。直徑為80 mm的管道焊接只能單面焊接,要保證焊接接頭全熔透必須開坡口,眾所周知,焊縫坡口尺寸直接影響焊縫組織形態和力學性能,S31803雙相不銹鋼焊縫中奧氏體和鐵素體的比例與填充材料的量有直接關系,為保證焊接接頭的制造質量,依照相關標準采用的坡口形式參照圖1所示。
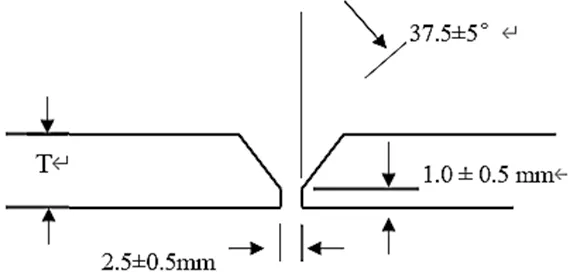
圖1 S31803雙相不銹鋼坡口形狀及尺寸
(2) S31803雙相不銹鋼管道的清理工具必須由不銹鋼制成,打磨采用專用砂輪片,與合金鋼和碳鋼等材料充分隔離,防止滲碳,影響組織形態,造成點蝕。
(3)熱源和填充焊絲可以分開控制,熱量輸入易于調節,因此這種焊接方法可以全位置焊接,是實現單面焊和雙面焊成形的理想方法。熱輸入過大,將導致接頭過熱,焊接接頭產生應力和變形較大,熱裂紋和耐腐蝕性下降,晶粒粗化等問題。熱輸入過小,奧氏體和鐵素體比例難以保證導致接頭性能不良,本次試驗對直徑為80 mm厚度為5.49 mm的S31803雙相不銹鋼管進行對接焊接,依據管壁厚度和鎢極氬弧焊(GTAW)特點,焊接參數設置如表3[5]。
(4)氬氣具有良好的保護作用,能有效隔離周圍空氣:它不與金屬發生反應,也不溶于金屬本身,使焊接過程中熔池的冶金反應簡單且易于控制。為獲得高質量的焊縫提供了良好的條件,氬氣不斷從焊槍噴嘴噴出,并在電弧周圍形成氣體保護層,將空氣隔離,防止其對鎢極、溶液池及鄰近熱影響區的有害影響,從而獲得高質量的焊縫。打底焊時,氬氣流量控制到15 L/min方可進行焊接,蓋面焊時,為有效防止收口處內凹影響焊縫外觀及性能,應調節氬氣流量降至5 L/min。
(4)焊層間溫度的控制可有效防止焊接接頭組織和性能惡化,要保證層間最高溫度小于150 ℃,測試點設置位置要合理,距離坡口40 mm左右,S31803雙相不銹鋼管道焊接前不預熱,焊后不保溫。
(5)鑒于雙相不銹鋼的導熱系數小,熱膨脹系數大,定位焊縫長度要嚴格控制[6]。
(6)焊接前在焊口附近全部通入氬氣,確保坡口正反面得到氬氣的有效保護,施焊中保護氣體氬氣要全部覆蓋焊絲ER2209的加熱端,斷弧后要保證焊接熔池冷卻后方可停止供氣。
(7)不允許在焊件表面進行引弧,以免造成焊件表面劃痕和電弧擦傷,引弧須在V型坡口內進行。
依照以上焊接工藝進行焊接,并在業主檢查員的見證監督下由第三方實驗室進行拉伸彎曲性能測驗,焊接接頭的性能完全符合設計的技術要求。根據此試驗結果制定的焊接工藝指導書(WPS)也得到了高密度聚乙烯(HDPE)項目業主的批準,并在海外多個化工建設項目成功應用[7]。
4 結語
(1)S31803是一種鐵素體-奧氏體雙相不銹鋼,本試驗制定的焊接參數能保證接頭具有良好的力學性能,完全滿足工藝管道焊接的工作要求。
(2)通過制定合理的焊接工藝,保證了產品符合項目業主標準的要求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00