基于機器視覺的工業機器人分揀控制系統探究
2021-06-16 05:29:20儲琴
電子制作 2021年4期
關鍵詞:系統
儲琴
(常州工程職業技術學院,江蘇常州,213164)
0 引言
機器視覺技術是指使用攝像機和計算機來模擬人類視覺功能,并且廣泛用于航空航天、汽車零件、電子、制藥等領域。在我國,機器視覺技術的研究起步較晚,不夠成熟,其專利和成果不及國外品牌。工作分揀在整個工業生產過程中占有重要地位,工業分揀的速度將直接影響整個分類過程的運作。因此,我們需要先對工業分類的各個步驟進行測試,找出不足之處并加以糾正,以提高整個工業分揀技術,這對分揀行業具有重要的指導意義。據調查,在過去的一年中,中國連續增加了200多家加工工業機器人制造商。并且,業界非常看重工業機器人的市場發展前景,他們一致認為工業機器人生產的“高潮”將在未來幾年出現。
1 工件機器人分揀系統的系統硬件
機器視覺工件分類系統分為三個,而工業機器人分揀系統主要分為五個主要單元:工件傳送單元、相機平臺單元、視覺分類單元、機器人RC控制單元以及機械手抓取單元。包括步進電機、圖像采集卡、氣爪、工控機、運動控制卡、三軸運動平臺這些部分。運動卡的通信通過以太網和RS232串口實現。工控機是信息處理和操作中心,負貴控制與協調,其他部分掛在工控機下。框架圖如圖1所示。
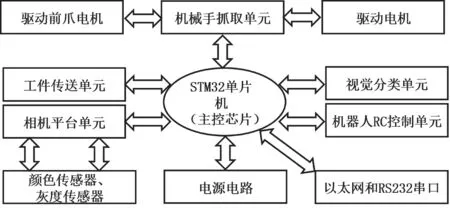
圖1 分揀機器人總體框架圖
■1.1 工業相機的選擇
圖像采集是整個視覺系統的基石,它主要是通過工業攝像機完成的。作為機器視覺系統的核心組件,工業相機的基本功能是將輸入的光信號轉換輸出為電信號。所拍攝圖像的質量、清晰度、系統穩定性都由相機的性能直接決定。與普通相機相比,工業相機具有超強的傳輸功能、更高的穩定性和更強的抗干擾能力。本系統選擇高分辨率數碼相機MV-1300UM,其參數為:傳感器類型:逐行數字面陣CMOS,輸出顏色:黑白,信噪比> 45db,動態范圍:60db,電源要求:5V,功耗<2.25W,尺寸53×54×54,分辨率1280×1024,幀頻15FPS,像素大小:5.2μm×5.2μm,視野(FOV)為64mm×48mm,物距是128.3mm,畸變<0.07%,光柵分辨率是0.4μm,精度是±5μm。
■1.2 光源的選擇
系統中光源的功能是將光投射到被檢測對象上,并在完成投射后區分對象的對比度。好的光源可以提高整個系統的分辨率,并降低后續圖像處理的壓力;而性能較差的光源則會降低系統的工作效率,例如工業相機過度曝光會導致圖像不清晰。本系統選取的是采用led按圓周排列的燈光,它能夠為被測物體提供大面積平衡照明的環形光源,其優點是可以直接安裝在鏡頭并實現大面積的照明,能夠較好的反射被測物體表面的紋理。
■1.3 分揀機器人的選擇
視覺分類系統的核心組成部分是工業機器人。分揀系統的分揀速度上限、系統準確性、穩定性和可靠性都由工業機器人的性能決定,其類型包括:切割機器人、搬運機器人、焊接機器人、噴涂機器人、分揀機器人等。由于每個機器人的用途不同,因此在選擇機器人時需要注意其工作性能的差異。例如,分揀機器人可以快速、準確地掌握要測量的移動目標,更適合分揀;搬運機器人的承載能力較大,可以負載很重的物品。經過篩選,我們采用ABB IRB360工業機器人。
■1.4 車輪驅動方式的選擇
對分揀系統進行需求分析,在設計中應該提高小車運動及轉向控制的精度。因此,當為小車車輪選擇驅動馬達的類型時,經過一系列的對比分析發現,盡管直流電動機驅動簡單方便,但精度較差,而且在工作時難以精確控制小車的轉向;相比之下,根據系統設定好的輸入脈沖,步進電機能夠控制小車轉向的角度,該方法不僅實用易控制,同時與該系統匹配程度較高,且成本也較低,只是精度要求仍然不夠。該系統對伺服電機的控制相比較前兩種電機而言更加復雜,但能夠實時檢測電機速度,也可以達到控制精度的要求。因此,選擇PARALLAX型伺服電動機作為機器人前輪的驅動電動機,并且機器人的后輪采用隨動的萬向輪驅動,以達到平衡效果。
■1.5 顏色識別方案的選擇
機器人要處理的材料具有綠色、白色、紅色、黑色和藍色五種顏色。因此,準確識別材料的顏色非常重要。任何顏色都由紅色,藍色和綠色三種原色按不同比例組成,因此可以根據每種顏色中紅色,藍色和綠色的比例來區分材料的顏色。在設計中,通過選擇TCS230顏色傳感器來實現。TCS230可以在不進行ADC轉換的情況下,實現每個顏色通道超過10位的分辨率,并且它還包含硅光電二極管陣列(可通過編程進行配置)和電流/頻率轉換。TCS230傳感器的光響應范圍是250~1,輸出頻率為2 Hz~500 kHz,與光強度呈線性關系,波形為占空50%的方波。通過程序,用戶可以選擇頻率輸出比。TCS230的輸出輸入引腳可以直接連接到單個白色、紅色、黑色、藍色和綠色ABCDEFG片機或其他邏輯電路。能夠輸出特定的原色,測量被測物體所含紅色、藍色和綠色的成分比例,通過對引腳輸入信號的控制進行編程,來調整濾鏡的顏色。
2 機器人分揀控制系統的實現
■2.1 機器人運行范圍
在設計中,需要智能機器人在指定區域中移動。指定的字段如圖2所示,機器人運行范圍:圓的直徑為320mm,線寬為20 mm。需要運輸5種不同顏色的材料。首先,需要在圖塊放置的初始位置隨機選擇3個不同顏色的圖塊,并將圖塊放在圖2所示的內圓和輔助線的交點A,C和E上,然后將它們依次標記為A、B、C、D、E;其次將剩余的2個圖塊放在圖2所示的外圓線F和G上,最后將輸送的物料按A,B,C,D,E的順序放入物料位置。環位分數線有50%灰度和2 mm線寬的細線,從內部到外部有10個分數值,分別對應10環到1環。顏色標簽從左到右分別用綠色、白色、紅色、黑色、藍色對圓進行填充;現場線寬為20 mm的黑線可用作跟蹤輔助線。此外,該機器人不使用跟蹤方法時依舊能夠進行分揀和運輸。

圖2 機器人運行范圍示意圖
■2.2 機器人分揀控制系統的實現
(1)相機標定
分揀技術的首要工作便是相機標定,同時也是機器視覺的基本組成部分。如果缺少攝像機校準,則無法實現機器人的機器視覺。在機器人分揀技術中,相機標定的功能是建立物體圖像的坐標系,并根據空間位置坐標系將其連接起來,以建立兩者之間的對應關系。在相機標定的作用下,機器人分揀系統能夠準確判斷物體所在坐標系的位置,為抓取工作做好前期工作。
(2)目標識別
目標識別是根據需要捕獲圖像中項目的特征,即目標提取或圖像分割。在基本定位中,提取土圖像中的目標特征或者某些特征。目標提取方法有多種形式,例如邊緣檢測、區域提取和閾值分割。目標提取完畢后進行目標分割,并對項目特征進行分類和統計。
(3)目標分揀
對于運動目標的跟蹤和記錄,可以使用多目標跟蹤方法。對提取的圖像序列進行逐幀分析。在圖像的每一幀中檢測運動目標,并判斷圖像的每一幀中需要識別的像素類型,然后建立目標鏈。在判斷物品的過程中,利用物體和機器人獨立坐標系建立相互聯系,在分類工作中完成物品位置的相應工作。
(4)操作原理
在接收到信號后,工業機器人的工作方式實際上是進行系統控制。首先,系統要在工業機器人和計算機之間建立公共信號通道,然后在計算機設定程序的幫助下控制機器人的運行路線。工業機器人整個系統的控制過程為:一,由工業機器人抓取待分類的物料,并將其放在系統確定的對象放置槽里;二,系統記錄對應于每個工件的空間坐標的全局總變量;三、使用軟件編程語言(這里選擇計算機的VC ++ 6.0系統)來編寫機器人控制程序軟件,然后控制工業機器人進行分揀操作。
在分揀機器人的控制系統中使用了許多接近傳感器,其通過接口電路連接到單片機引腳。在操作過程中,通過讀取這些傳感器檢測到的信息,就能查看到分揀機器人的工作狀態。這些接近傳感器只有兩種模式:未觸發時的高電平模式和觸發時的低電平模式,因此,我們只需要讀取相應引腳的電平。分揀機器人的控制程序流程如圖3所示。具體來說,為了確保其正常運行,在分揀機器人啟動后,首先會進行網絡連接狀態、機械臂復位和轉盤復位等方面的自我檢查。在確保自檢正確后,機器人將從起點開始,到達識別區域后啟動機器視覺模塊來識別物件。成功識別快遞物品后,機械手將其放入轉盤,然后分揀機器人將對象運輸到傾卸區,最后返回識別區。直到目標對象分揀完成后,該循環才會停止運行。

圖3 分揀機器人控制程序流程圖
3 結語
由于經濟的飛速發展,在我國越來越多的行業開始運用機器人進行生產,例如:農業、工業、食品加工業、汽車業等。各個行業也都開發出了一套針對工作需要的特定的機器人技術。在生產生活中,機器人發揮了巨大的作用,在相當程度上增加了該行業的生產效率,從而推動了社會經濟的發展。從另一個角度來說,機器人分揀技術的研究也推動了機器人研究工作的進步,促進了機器人研究事業的發展。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
