焊縫位置識別及圖像處理算法的研究
2021-06-16 14:21:30李篪
電子技術(shù)與軟件工程 2021年5期
李篪
(沈陽理工大學現(xiàn)代教育與信息技術(shù)中心 遼寧省沈陽市 110159)
焊縫自動跟蹤是實現(xiàn)焊接自動化的關鍵,近年來受到了越來越多的關注。目前,應用于焊縫跟蹤系統(tǒng)的傳感器最常見的有電弧傳感器和視覺傳感器。電弧傳感器結(jié)構(gòu)簡單,但只有電弧形成后才能工作,精度通常不高。視覺傳感器靈敏度和精度更高、不受電磁干擾,適合于各種不同布置形態(tài)的焊縫,是一種更有發(fā)展前景的方法[1]。在焊縫位置獲取和圖像識別算法的研究方面,國內(nèi)外都開展過一些研究,例如橫尾尚志等提出了模糊控制和模糊專家系統(tǒng)[2]。Yoshito Sameda 等以激光掃描法,通過焊縫圖像處理,實現(xiàn)了焊縫跟蹤[3]。N.SHIBATA 等采用激光束與CCD 傳感器配合,實現(xiàn)了焊接過程的跟蹤控制[4]。在國內(nèi),崔元彪等通過改進傳感器的結(jié)構(gòu)設計,實現(xiàn)了對焊縫的跟蹤[5]。在焊縫圖像處理技術(shù)中,對圖像的預處理及后處理是實現(xiàn)位置檢測的關鍵技術(shù)。預處理階段的主要目的是采用濾波方法除噪,排除弧光、煙霧等干擾因素,常用的有頻域濾波以及空域濾波[6]。空域濾波比較常用,有鄰域平均法以及中值濾波法等,其中,中值濾波法在濾除噪音的同時又能夠保留原有圖像的主要特征,應用得最為普遍。對于焊縫圖像后處理一般常采取的算法為二值化處理,其中關鍵技術(shù)是閾值的確定[7],其中,Otsu 法是確定最佳閾值常用的一種有效方法[8]。
本文采用CCD 作為傳感器采集焊縫位置圖像,通過預處理后,在上位機上完成了圖像后處理,并根據(jù)圖像信息來指揮下位機工作,有效地完成了焊縫的跟蹤。
1 試驗方法及裝置
本文實驗中采用的試驗布置如圖1,圖中焊接設備部分包括焊機、焊槍和焊槍移動執(zhí)行機構(gòu)。圖像采集及處理系統(tǒng)包括CCD 攝像頭,圖像采集卡和上位機系統(tǒng)。
本課題試驗中所采用的焊機為YC-400TX TIG 焊機,焊槍移動執(zhí)行機構(gòu)為自行設計,為十字滑板型結(jié)構(gòu),采用步進電機驅(qū)動,可以滿足系統(tǒng)的精度要求。所采用的上位機為工控機;下位機采用的是西門子S7-200 系列PLC。
2 實驗結(jié)果及分析
2.1 圖像的預處理
圖像預處理目的主要是去除圖像采集過程中產(chǎn)生的干擾信號,以及弧光和煙霧造成的干擾信號。本文的研究中,采用了空域濾波結(jié)合模板進行鄰域操作來達到去除噪音的目的。
針對本文所獲得的焊縫圖像(見圖2),噪音在傅立葉空間中屬于高頻分量,首先采用了低通濾波器,把它的高頻部分率掉,而不影響低頻分量。首先采用了最常用的線性濾波器,其理論基礎是對于一個圖像F(x,y),對其中點S0(X,Y)做運算。現(xiàn)設一個n×n 的模板,模板內(nèi)為模板系數(shù)。將kn 所在的位置和sn 所在的位置重合,則模板的響應輸出如式(1):
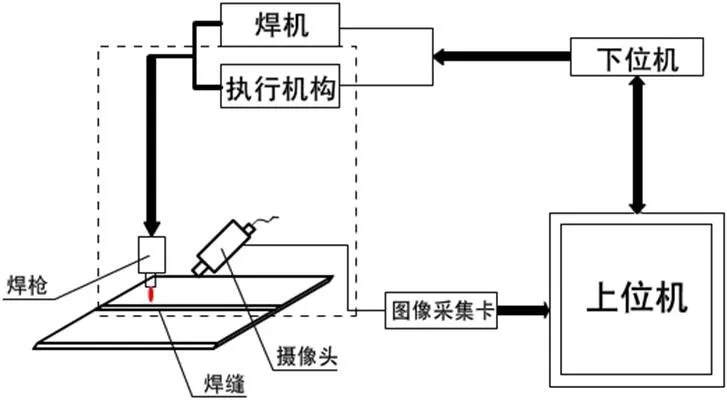
圖1:試驗布置圖
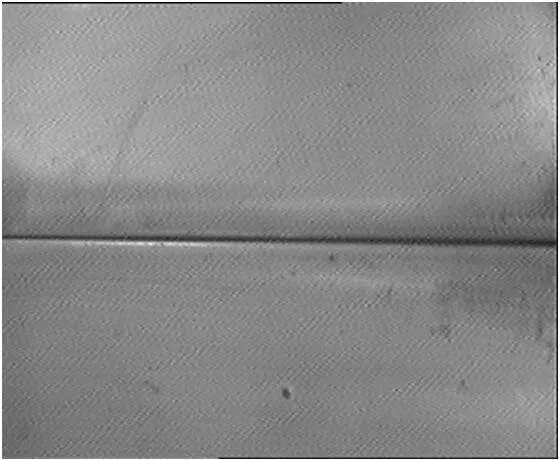
圖2:原始焊縫圖像
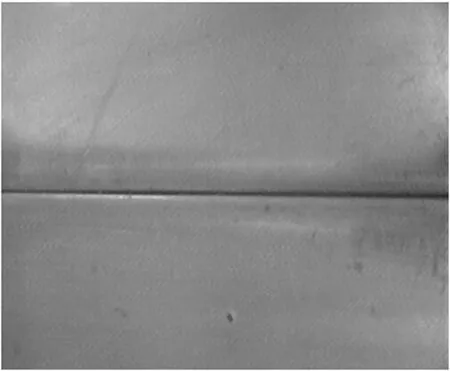
圖4:中值濾波圖像
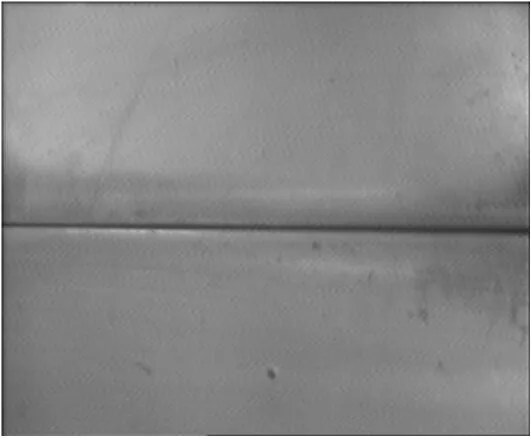
圖3:領域平均法處理效果

圖5:Otsu 法的分割結(jié)果
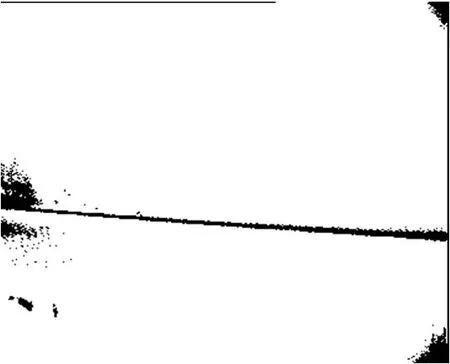
圖6:改進算法分割結(jié)果

圖7:焊縫的細化圖像

本文運算中,采用領域平均法,k系數(shù)為1,在計算響應輸出R后,將其除以n 再進行賦值。對圖2 的處理效果如圖3,可以看出,噪音已經(jīng)被明顯消除,但在焊縫邊緣,還存在一些模糊部位。
本文又嘗試使用了中值濾波方法,首先采用一個奇數(shù)像素點的窗口,將各像素按灰度排列后,用其中間位置的灰度值代替原值。對于圖2,采用中值濾波處理后的效果如圖4,可以看出噪音信號被很好的去除了,而圖中焊縫的邊緣卻依然清晰。
2.2 圖像的后處理
圖像的后處理在上位機上完成,其中主要內(nèi)容包括閾值的確定和二值化處理。
本文的閾值確定采用了Otsu 法,它基于以下的假設:背景和前景的直方圖分布是符合正態(tài)分布的,它利用組內(nèi)方差和組件方差來求解。
對于每一幅圖像,設其閾值為T,假設圖像具有L 級灰度值,通過閾值可以把它們分為兩組(t1>T 和t2 則組內(nèi)方差為式(2): 組間方差為式(3): 為了減小計算量,本文對Otsu 法還做了一些改進。利用了式(4): 只要求得式(4)有最大值,就可以獲得適當?shù)拈撝担⑹褂嬎懔看蠓认陆怠?/p> 文中圖5 為原算法處理的結(jié)果,圖6 為改進后算法的處理效果,可見改進后的算法使焊縫信息獲得到很好的保留。 本文又在上述處理后,又對圖像進行了細化處理。在盡量不丟失有效信息的條件下,來抽取骨架。文中圖7 是采用細化方法處理后的圖像,與原來二值化圖像圖5 和圖6 相比,噪音信號基本被去除,焊縫位置信息也基本上被保持。 本文采用西門子S7-200 PLC 作為下位機,接收上位機傳輸?shù)暮缚p位置信息,并通過下位機編程來控制步進電機運行,適時調(diào)節(jié)焊槍來跟蹤到焊縫中心的位置。在焊接小車沿焊縫縱軸移動的同時,使焊槍持續(xù)地跟蹤到焊縫的中心,實現(xiàn)焊縫位置的自動跟蹤。 (1)本文采用CCD 攝像頭采集到焊縫的圖像,通過中值濾波對圖像進行了預處理;并在Otsu 法基礎上將算法做了改進,確定了圖像的閾值,獲得了包括焊縫位置信息的二值化圖像,經(jīng)細化處理后確定了焊縫位置的有效信息。 (2)將焊縫位置信息傳遞給下位機,使之驅(qū)動執(zhí)行機構(gòu)運動,保證了焊縫對中,并實現(xiàn)了焊縫的自動跟蹤。


2.3 下位機及執(zhí)行機構(gòu)
3 結(jié)論
猜你喜歡
汽車實用技術(shù)(2022年15期)2022-08-19 02:48:28
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
今日農(nóng)業(yè)(2020年20期)2020-12-15 15:53:19
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
能源(2018年10期)2018-12-08 08:02:48
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
能源(2016年10期)2016-02-28 11:33:30
汽車實用技術(shù)(2015年8期)2015-12-26 09:01:02
