彩涂線涂機膜厚自動控制系統分析
2021-06-11 13:45:06孫艷海
機電信息 2021年12期
摘 要:彩涂線涂機膜厚自動控制系統,是近年來新建彩涂線及老舊彩涂線改造經常會接觸的系統,然而目前國內成功投入使用的案例不多,甚至可以說基本沒有。現對彩涂機膜厚自動控制系統的原理、設計及功能實現進行分析,利用測厚儀、伺服電機、執行機構和PLC盤柜組合實現彩涂機膜厚的自動控制,利用測厚儀反饋油漆干膜厚度,通過PLC反饋給伺服電機,伺服電機驅動螺桿減速機帶動帶料輥、涂裝輥和計量輥動作,以實現輥縫調整,輥縫調整通過壓力傳感器顯示的壓力反饋給PLC,從而實現閉環控制,達到油漆厚度自動調整的目的,同時節約了油漆及鋼帶等材料,并保證了產品質量。
關鍵詞:彩涂機;伺服電機;測厚儀;膜厚自動控制系統
0? ? 引言
彩涂線(Color Coating line)也稱彩鋼板生產線,是用于生產彩鋼板的連續生產線。涂裝機作為彩涂線的核心設備,對產線的品質及產量起著至關重要的作用。手動調整輥縫是行業內的普遍做法,這種做法的缺點是每次更換油漆或者更換產品規格都需要人工進行調整,因調整后的油漆需要在烘箱內加熱固化后到出口區才能進行厚度的測量,繼而判斷漆膜厚度是否符合要求,這就造成了原料的浪費。從彩涂機到烘箱出口冷卻后的距離因線速度不同、烘箱長度不同,造成的原料損失也不相同。而涂層厚度自動控制系統以其自動控制、精準控制、快速調節的特點,在保證成品品質和產量的同時也能極大地降低原材料的損耗。而且目前國內市場巨大,如果將此成功案例進行推廣,能極大地節約人工成本,為彩鋼板企業的降本增效提供強有力的支持。
1? ? 涂機涂頭的結構介紹
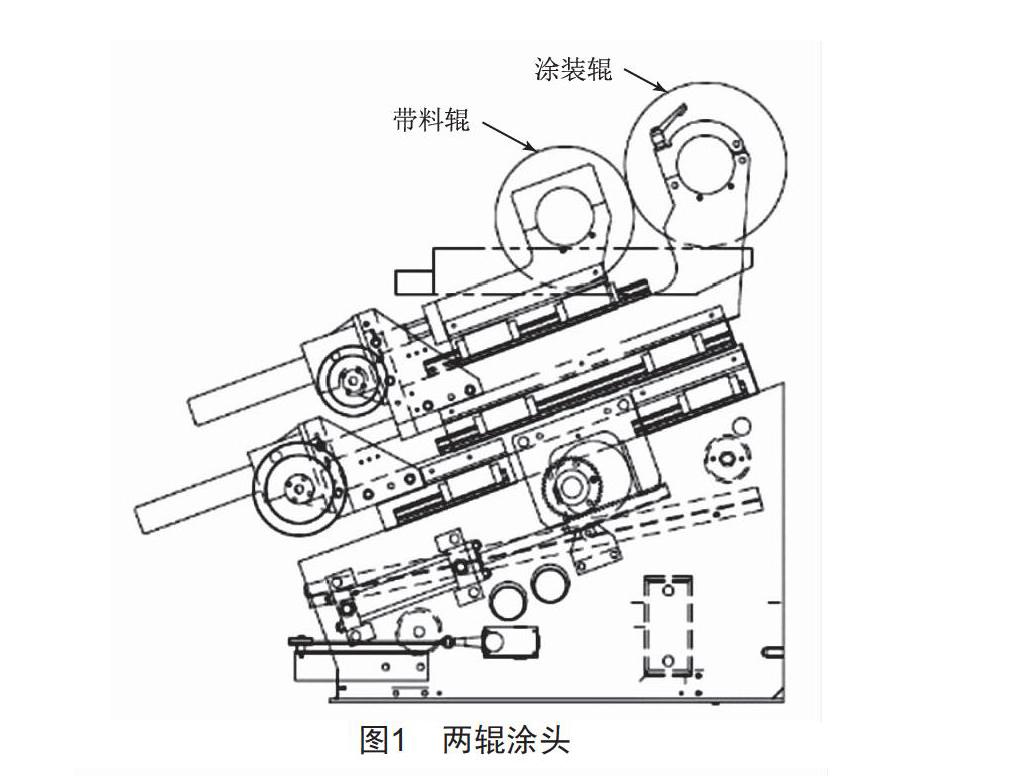
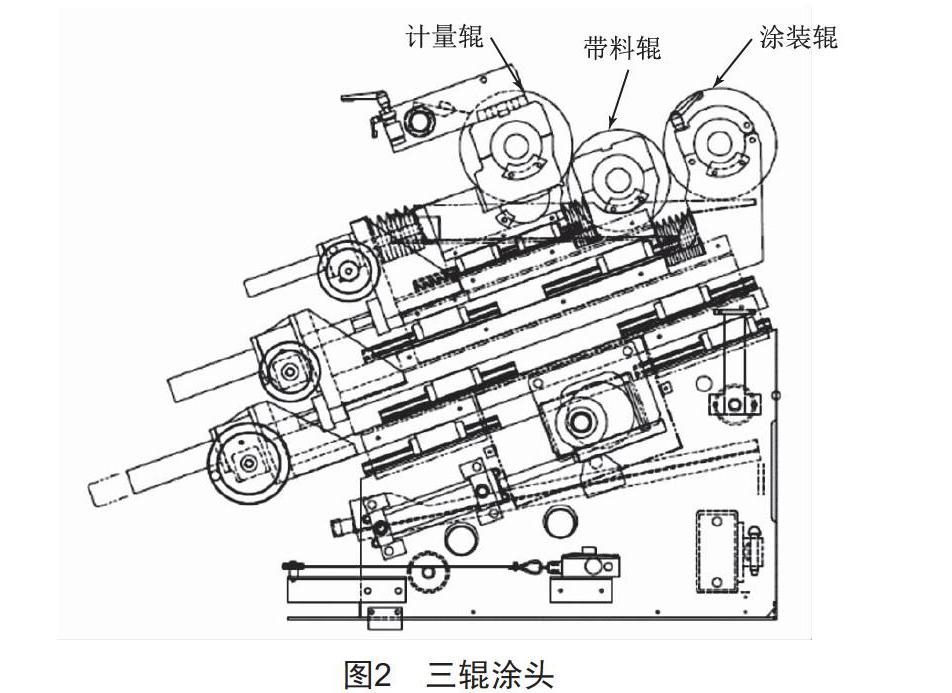
目前涂機涂頭主要有兩輥和三輥結構。兩輥涂頭由涂裝輥和帶料輥組成,如圖1所示。三輥涂頭由另外增加的一根計量輥共同組成,如圖2所示。涂裝輥采用的是表面聚氨酯材料;帶料輥的表面處理方式有多種形式,如表面鍍烙輥、鍍鉻加網紋輥和目前比較先進的陶瓷輥等;計量輥的材質與涂裝輥完全相同,而且兩者可以互換使用。
1.1? ? 油漆涂層測厚儀的原理及產線設置位置
油漆干膜厚度的檢測方法有離線檢測法、在線β射線檢測法。因為目前產線主要實現的是涂層厚度的在線自動控制,要求采用在線實時檢測的形式,于是采用β射線檢測法。這種方案需要對鋼帶的膜厚進行兩次檢測,包括涂漆前和涂漆后的檢測,然后利用后一次檢測出的厚度減去前一次的厚度,就可得到油漆涂層的干膜厚度。
經過技術確認,最終采用如圖3所示方案設置測厚儀在產線的位置:將一號測厚儀設置于底漆涂機前,第一次測量厚度為T0;二號測厚儀設置在底漆固化爐出口,此時可以測量出油漆的干膜厚度T1;三號測厚儀設置于面漆固化爐出口,此時測量的厚度為T2。具體可以測量中底漆涂層干膜厚度T3=T1-T0,面漆干膜厚度T4=T2-T1。
1.2? ? 油漆涂層厚度的控制方法
上面在介紹涂頭結構的時候已經提到過,三輥涂頭是由涂裝輥、帶料輥和計量輥組成的。在彩涂線的生產過程中,控制油漆干膜厚度的主要方法有:
(1)利用三根輥子的不同轉速比實現膜厚的調整。在一定的范圍內,油漆的干膜厚度會隨著輥子轉速與產線工藝速度比值的增大而增大。
(2)通過控制油漆稀釋劑的比例進行膜厚控制。稀釋劑的添加比例可以控制油漆涂料的粘度,從而控制干膜厚度。
(3)利用三根輥子之間的縫隙進行膜厚控制。輥間間隙越小,干膜厚度越薄。然而受到涂裝輥和計量輥材質及油漆的影響,很難直接計量輥子間隙,所以在涂頭結構中,一般采用壓力控制的形式,通過調節壓力來實現膜厚的控制。
通過以上幾種方法的分析,如果想要實現膜厚的自動控制,那么采用控制輥間壓力的形式最為可行。
如圖4所示,L1和L4為測量出的支承輥、計量輥中心位置距離帶料輥和涂裝輥中心的延長線的長度;R2、R3、R5、R6分別為支承輥、涂裝輥、帶料輥和計量輥的半徑,可直接測量出結果并輸入HMI;F1、F2、F3分別為涂裝輥、帶料輥、計量輥的壓力值;F1LC、F2LC、F3LC是由壓力傳感器直接測量出的壓力值;θ1、θ2分別為帶料輥、涂裝輥與有效壓力的夾角。
由此可以計算出:
F1=F2+F1LC/cos θ2
F2=F2LC+F3/cos θ1
F3=F3LC
θ1=arcsin L4/(R5+R6)
θ2=arcsin L1/(R2+R3)
筆者將會采用對壓力(F1、F2和F3)進行調整的形式來實現膜厚的控制。
1.3? ? 涂機涂頭壓力調節機構分析
通過壓力控制膜厚是彩涂生產線普遍采用的一種方式,通過手動轉動手輪,驅動輪驅動減速機轉動,進行相應的壓力調整。于是對這部分進行改造。將手動手輪改造為帶有伺服馬達驅動的執行器結構,來實現壓力的自動控制,改造后的結構如圖5所示。改造后的涂頭主要包括如下零部件:涂裝輥壓力調整伺服電機、執行器及減速箱,帶料輥壓力調整伺服電機、執行器及減速箱,計量輥壓力調整伺服電機、執行器及減速箱,壓力傳感器,調節墊片,計量輥,帶料輥,快開軸承座及手柄,涂裝輥,保護罩,涂頭框架,直線導軌等。
將原來的手動轉動手輪部分設計為具備自動控制條件的伺服驅動結構,同時保留手輪的調整功能,以保證在自動膜厚調節裝置出現故障時可以及時切換回手動操作的模式。增加的涂頭自動控制機構與原來連接部分的細節圖如圖6所示。
2? ? 動作過程的實現
根據產品的要求在彩涂機操作室內的HMI中設置好規定的壓力值,產線運行過程中,測厚儀將測量出的涂層厚度反饋給PLC,PLC根據實際測量的厚度和產品設定厚度值進行對比,發送相應的增加或者減小信號給伺服電機,伺服電氣通過執行器及減速箱驅動相應的輥子進行動作,實現壓力的調整,調整的結果會通過壓力傳感器反饋回PLC,PLC將調整完成后測厚儀反饋回的實際膜厚進行對比,達到設定要求后一個調整流程結束。在切換產品或者膜厚時只需要重復上述過程即可。而企業在實際生產中已經積累了很多生產經驗,針對不同油漆種類、不用產品的膜厚,都有一套成熟的工藝參數,可以將特定規格的參數直接輸入并且記錄在HMI中,下次生產相同產品時直接調用參數即可。這不僅可以縮短時間,而且避免了輸入數據時疏忽導致的錯誤發生。
膜厚自動控制系統原理如圖7所示。
3? ? 測試結果
通過以上的結構設計及測試,首先進行壓力傳感器的標定,標定完成后進行無油漆狀態測試。HMI中設定壓力值,PLC發出指令,伺服電機通過執行器驅動輥子移動測試設定壓力值,測試成功。然后對測厚儀進行校準,校準完成后,進行涂漆后漆膜厚度測試。以面漆15 μm的設定值進行測試,最后測得厚度達到設定值。切換膜厚可以在30 s內完成,并且提高了穩定性。和人工調整相比,降低了對熟練操作工的技術要求,只要按照制訂的標準直接從HMI端調用數值即可完成。在膜厚控制作業中,減少了稀釋劑的使用成本,體現了精準控制膜厚的能力;同時實現了節約涂料的目的,并且提高了產量,取得了較好的效果。測試數據部分節選如表1所示。
影響涂裝參數的主要因素有涂料體積固有成分的含量,生產線速,涂裝壓力,涂裝輥、帶料輥和計量輥的轉速以及帶料輥的材質等。表1測試的基準為:油漆采用聚氨酯油漆(PU),膜厚設定值為面漆15 μm基準測試結果。
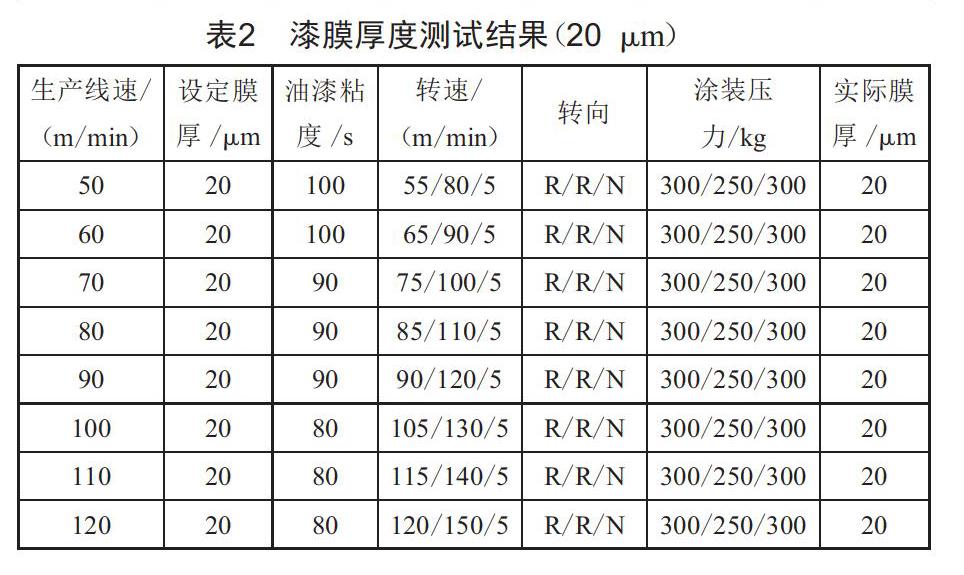
表2為面漆20 μm的測試結果,綜合上述測試結果,膜厚的控制達到產品質量控制要求,實現了所設計的功能。
4? ? 結語
隨著自動化改造在各大鋼廠及冷軋廠的不斷推行,對原有老舊彩涂線的自動化改造需求將會越來越多,而對產線核心設備彩涂機的自動膜厚控制機構的改造,將會改善涂機室操作人員的工作環境及勞動強度,同時也將極大地節約油漆和原料帶材在調整膜厚過程中的損耗,為鋼鐵企業降本增效提供技術保證。涂機膜厚自動控制系統已成功投入使用,通過對膜厚的最終檢測及測試,產品質量穩定,這也為所有有相關涂機改造需求的鋼廠提供了參考依據。
[參考文獻]
[1] 朱義武.彩板涂層膜厚工藝的控制[J].科技資訊,2007(26):181-183.
[2] 劉濤.彩鋼板生產線三輥涂機的壓力控制[J].冶金自動化,2020,44(2):57-60.
[3] 余瓊,張駿,王成鵬.輥涂機在鍍鋅線上的應用及控制功能優化[J].冶金動力,2017(12):50-52.
[4] 劉傳鵬,齊杰斌,張志杰,等.冷軋硅鋼熱處理線涂機壓力控制系統的研究與優化[C]//全國冶金自動化信息網2018年會論文集,2018:40-42.
[5] 高興昌,宋成革.彩涂生產線上膜厚精確測量與預見控制技術研究[J].本鋼技術,2007(2):18-22.
[6] 康海林.彩涂涂機軸承改型分析及應用[J].有色金屬加工,2012,41(1):37-40.
收稿日期:2021-02-02
作者簡介:孫艷海(1985—),男,河北承德人,工程師,研究方向:彩涂線涂機膜厚自動控制。
