一種零件表面點(diǎn)云數(shù)據(jù)的獲取方法
2021-06-11 09:36:07劉永治郭忠超周玲趙倚林
計(jì)算機(jī)時(shí)代 2021年3期
劉永治 郭忠超 周玲 趙倚林

摘? 要: 零件表面的點(diǎn)云數(shù)據(jù)可用于零件表面的缺陷檢測,零件表面缺陷是造成零件生產(chǎn)損失的主要原因之一,因此提出一種基于線激光掃描的零件表面點(diǎn)云數(shù)據(jù)獲取方法。首先對相機(jī)進(jìn)行標(biāo)定,可用于對相機(jī)采集到的圖像進(jìn)行矯正,同時(shí)得到相機(jī)的內(nèi)外參數(shù),用于后續(xù)圖像處理的坐標(biāo)轉(zhuǎn)換;再利用圖像采集系統(tǒng)采集圖像,對圖像依次進(jìn)行高斯濾波、圖像差分、高斯平滑、條紋中心線提取、坐標(biāo)轉(zhuǎn)換,得到零件表面的三維點(diǎn)云數(shù)據(jù)。零件表面的點(diǎn)云數(shù)據(jù)可用于判斷零件表面是否有缺陷存在,從而減少由于缺陷而造成的損失。
關(guān)鍵詞: 表面缺陷; 線激光; 坐標(biāo)轉(zhuǎn)換; 點(diǎn)云數(shù)據(jù)
中圖分類號:TN249? ? ? ? ? 文獻(xiàn)標(biāo)識碼:A? ? ?文章編號:1006-8228(2021)03-46-03
Method for acquisition of point cloud data on part surface
Liu Yongzhi, Guo Zhongchao, Zhou Ling, Zhao Yilin
(School of Mechanical and Electrical Engineering, Xi'an Polytechnic University, Xi'an, Shannxi 710600, China)
Abstract: The point cloud data on the surface of part can be used to detect the defects on the surface of the part. The surface defect of part is one of the main reasons for the production loss of parts. Therefore, a method of obtaining the point cloud data on surface of part based on line laser scanning is proposed. Firstly, the camera is calibrated, which can be used to correct the image acquired by the camera, at the same time, the internal and external parameters of the camera are obtained, which can be used for coordinate conversion of subsequent image processing. Then the image is acquired by the image acquisition system, and the image is successively processed by Gaussian filtering, image difference, Gaussian smoothing, stripe centerline extraction and coordinate transformation, so as to obtain the 3D point cloud data on the part surface. The point cloud data on the part surface can be used to judge whether there are defects on the part surface, so as to reduce the loss caused by the defects.
Key words: surface defect; line laser; coordinate conversion; point cloud data
0 引言
中國是世界上的一個制造大國,每天可以生產(chǎn)出大量的工業(yè)產(chǎn)品,隨著產(chǎn)品的全球用戶越來越多,對產(chǎn)品質(zhì)量的要求越來越嚴(yán)格,生產(chǎn)企業(yè)對產(chǎn)品質(zhì)量的要求也提升到了一個很高的級別[1]。產(chǎn)品除了完整的使用功能,還包括產(chǎn)品質(zhì)量,如使用者的視覺體驗(yàn),即表面缺陷[2]。產(chǎn)品在生產(chǎn)以及制造過程中,往往不可避免的會產(chǎn)生表面缺陷,表面缺陷不但會嚴(yán)重影響其美觀以及舒適度,而且還會大大影響其使用性能[3]。然而目前的檢測方法大多集中在二維視覺檢測上,這種檢測方法只能得到產(chǎn)品反射回來的亮度信息,根據(jù)其亮度信息一般只能得到其輪廓信息,而產(chǎn)品的深度信息大多丟失。一般來說,零件表面缺陷大多數(shù)都會有比較明顯的三維特征,例如深度信息、高度信息,三維視覺可以直接、方便地獲取缺陷的完整信息,并且三維視覺擁有更多的信息量,其中包含有二維信息[4]。
鑒于上述情況,本文提出了一種基于線激光掃描的零件表面點(diǎn)云數(shù)據(jù)獲取的方法,獲取的點(diǎn)云數(shù)據(jù)可用于后續(xù)的零件表面缺陷檢測,減少損失。
1 系統(tǒng)設(shè)計(jì)
如圖1所示,該檢測系統(tǒng)包括三個功能模塊:圖像采集模塊、圖像處理模塊、運(yùn)動控制模塊。圖像采集模塊由線激光和CCD(電荷耦合器件)組成。圖像處理模塊由計(jì)算機(jī)和相關(guān)算法組成。運(yùn)動控制模塊由運(yùn)動控制器組成。
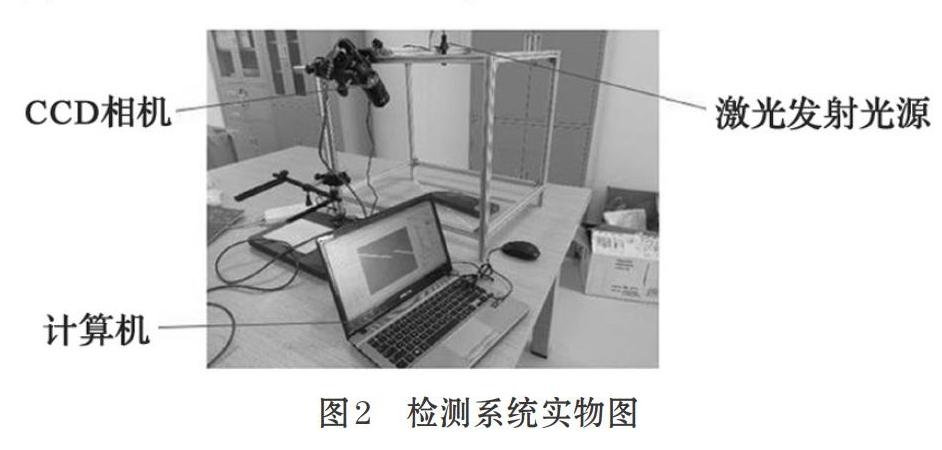
如圖2所示,在該系統(tǒng)中,線激光的型號為FU650AB100-GD16,輸出波長635nm,在1.5米處的線寬0.8mm。CCD的型號為MER-031。圖像尺寸為640×480。Fps(每秒幀)為860fps。相機(jī)鏡頭的型號為TEC-M55MPW-55mm。
2 原理介紹
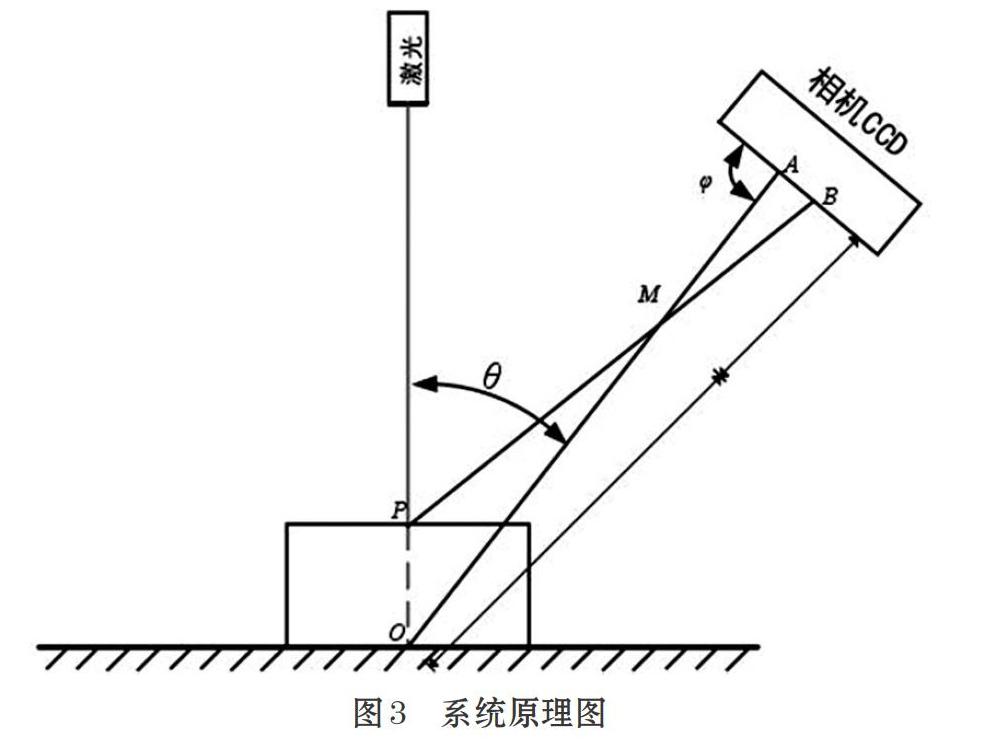
該測量系統(tǒng)的系統(tǒng)原理圖如圖3所示,采用的測量原理是激光三角法原理,激光三角測量法是用激光投射在被測物體上,利用包含高度信息的帶有條紋圖案的圖像來獲取物體表面的點(diǎn)云數(shù)據(jù)。首先,將激光器、攝像機(jī)和移動平臺放置在適當(dāng)?shù)奈恢貌⒐潭āH缓蟛捎脧堈哑矫鏄?biāo)定法對相機(jī)進(jìn)行標(biāo)定,獲取相機(jī)的內(nèi)部參數(shù)和外部參數(shù),接著對光平面和移動位姿進(jìn)行標(biāo)定,獲得相應(yīng)的矩陣。然后讓激光做勻速直線運(yùn)動,使得激光線能夠均勻穩(wěn)定地掃描整個物體表面。最后,利用前期相機(jī)標(biāo)定的參數(shù)和帶有條紋圖案的圖像,可以獲得物體表面輪廓的三維數(shù)據(jù)。
首先將線激光投射到物體表面,在激光線受物體高度變化而發(fā)生調(diào)制后,成像光束的角度也會改變,因此圖像在CCD相機(jī)上的相應(yīng)成像位置也會改變。通過對該光學(xué)系統(tǒng)進(jìn)行幾何結(jié)構(gòu)的構(gòu)建,解析出其幾何結(jié)構(gòu)參數(shù)和對應(yīng)CCD上圖像像點(diǎn)位置的改變,可以獲得物體表面形態(tài)變化。
3 點(diǎn)云數(shù)據(jù)的獲取
首先對相機(jī)進(jìn)行標(biāo)定,獲取到的相機(jī)標(biāo)定圖如圖4所示,得到相機(jī)的內(nèi)外參數(shù),相機(jī)的參數(shù)可用于圖像上的點(diǎn)從二維平面像素坐標(biāo)到三維世界坐標(biāo)的映射[5],從而得到零件輪廓表面的點(diǎn)云數(shù)據(jù)。完成相機(jī)標(biāo)定之后,用CCD相機(jī)采集無條紋圖案的圖像,采集到的帶掃描物體如圖5所示,以及在線激光照射下的條紋圖像,線激光掃描物體如圖6所示,并對采集到的圖像進(jìn)行對圖像進(jìn)行高斯濾波處理可以減少圖像中的噪聲和偽影。圖像的差分運(yùn)算就是把兩幅圖像對應(yīng)的像素值相減,削弱圖像的相似部分,突出顯示由于物體高度變化而發(fā)生調(diào)制的激光條紋圖像。對差分圖像進(jìn)行高斯平滑,進(jìn)一步減少噪點(diǎn)對后續(xù)圖像處理的干擾。找出每列最亮像素并對其Hough變換,即對激光條紋圖像做細(xì)化處理,以提高后續(xù)運(yùn)算的效率和精度。經(jīng)Hough變換檢測直線后的圖像,利用激光三角法原理生成點(diǎn)云數(shù)據(jù)。對獲取到的物體表面的點(diǎn)云數(shù)據(jù)進(jìn)行顯示,如圖7所示。
4 結(jié)束語
本系統(tǒng)實(shí)現(xiàn)了基于線激光的零件表面點(diǎn)云數(shù)據(jù)獲取,該系統(tǒng)利用激光三角法原理來獲取零件表面的點(diǎn)云數(shù)據(jù)。在圖像預(yù)處理之前,先對相機(jī)進(jìn)行標(biāo)定,可消除相機(jī)本身的畸變對采集到的圖像的影響,同時(shí)得到相機(jī)的參數(shù),用于后續(xù)的坐標(biāo)轉(zhuǎn)換,可以提高程序的運(yùn)行效率。在圖像處理階段,先對激光照射下的圖像進(jìn)行條紋中心線的提取,可減少后續(xù)程序的運(yùn)算量,并提高程序運(yùn)算結(jié)果的準(zhǔn)確性。
參考文獻(xiàn)(References):
[1] 湯勃,孔建益,伍世虔.機(jī)器視覺表面缺陷檢測綜述[J].中國圖象圖形學(xué)報(bào),2017.22(12):1640-1663
[2] Singh A, Dutta M K, Partha Sarathi M, etal. Image processing based automatic diagnosis of glaucoma using wavelet features of segmented optic disc from fundus image[J].Computer methods and programs in biomedicine,2016.124:108-120
[3] H?rter S, Klinger T, Franke J, et al. Comprehensive correlation of inline inspection data for the evaluation of defects in heterogeneous electronic assemblies[C]//2016 Pan Pacific Microelectronics Symposium (Pan Pacific).IEEE,2016:1-6
[4] 賈云得.機(jī)器視覺(第一版)[M].科學(xué)出版社,2000.
[5] 位洪軍.單線激光掃描三維測量技術(shù)研究[D].天津大學(xué),2012.