煤粉潮模砂鑄造球墨鑄鐵件的微觀組織
2021-06-08 01:34:00劉樹江丁迎生楊忠誠聶卓越顧云會朱世根
鑄造設備與工藝 2021年2期
劉樹江,宋 剛,丁迎生,楊忠誠,聶卓越,顧云會,朱世根
(1.德華隆(天津)動力傳動機械工貿有限公司,天津 300202;2.天津正和金屬制品有限公司,天津 301609;3.東華大學,上海 200051)
在眾多的鑄造工藝方法中,砂型鑄造以其工藝簡單、生產成本低的優點得到了最廣泛的應用,大約80%~90%的鑄件生產來源于砂型鑄造[1]。然而,在黏土型砂鑄造的實際生產過程中,鑄件容易產生結疤、粘砂和夾砂等缺陷,為了減少缺陷,獲得質量更好的鑄件,鑄造企業普遍采用向黏土濕型砂中加入煤粉的方法。其機理是加入的煤粉受熱燃燒產生大量還原性氣體,此氣體能夠在鑄型表面產生氣體保護膜,另外煤粉受熱裂解能夠在鑄型界面析出光亮碳膜,以此能夠阻止金屬液滲入鑄型,因此能夠防止粘砂等缺陷。但是煤粉的加入也帶來了一些問題,一方面煤粉產生的有毒氣體及致癌物質,極大地影響了生態環境和工人健康。另一方面煤粉在高溫下會產生含硫氣體物質并滲入鐵液中,有可能與球墨鑄鐵件表層鐵液中的鎂元素或稀土元素發生反應,降低鑄型表面鐵液中促進球化的有效鎂元素和稀土元素的含量,導致鑄件球化不良,影響鑄件的質量[2]。
為了進一步了解傳統煤粉砂對鑄件的微觀組織的具體影響,作者對傳統煤粉砂生產的不同壁厚的梯形球墨鑄鐵件表層和內部的石墨形態和基體組織進行了對比分析。通過研究,可以深化認識球鐵件微觀組織與壁厚的關系,對指導實際生產具有現實的應用意義。
1 試驗方案
1.1 試驗材料
造型材料:煤粉濕型砂,選自天津某鑄造廠。
球鐵材料的牌號:QT450-10,化學成分見表1.

表1 QT450-10 的化學成分
其他材料:球化劑、孕育劑及其他輔助材料等。
1.2 試驗方法
為反映不同壁厚對球鐵鑄件微觀組織的影響,設計了梯形試樣鑄件及其澆注系統,以梯形底面為分型面,設置直澆道和內澆道,采用一模一箱方式進行澆注。梯形壁厚依次為5 mm、10 mm、20 mm、30 mm、40 mm,每個階梯的長度都為40 mm,鑄件的寬度為40 mm.圖1 為梯形鑄件尺寸及澆注方式。

圖1 梯形鑄件澆注方式及尺寸
采用配制好的傳統煤粉砂手工造型,澆注鑄件,之后進行落砂、拋丸及切割澆注系統等得到所需的梯形鑄件試樣。
1.3 金相試樣制備及測試方法
金相試樣取樣是將梯形鑄件在寬度方向沿每個階梯中間用線切割機切割開,觀察切開每個階梯橫截面沿層深方向從邊緣到中間的V1、V2、V3、V4部位。取樣部位大致如圖2 所示。金相試樣是取樣后經過砂紙打磨,拋光劑拋光,酒精清洗,直接觀察石墨球形貌組織。觀察基體組織時,經5%硝酸酒精腐蝕,再用酒精清洗后觀察。采用ZEISS 型倒置金相顯微鏡下觀察石墨組織及基體組織成分。球化率、珠光體含量及石墨球大小等級通過圖像分析軟件進行計算。
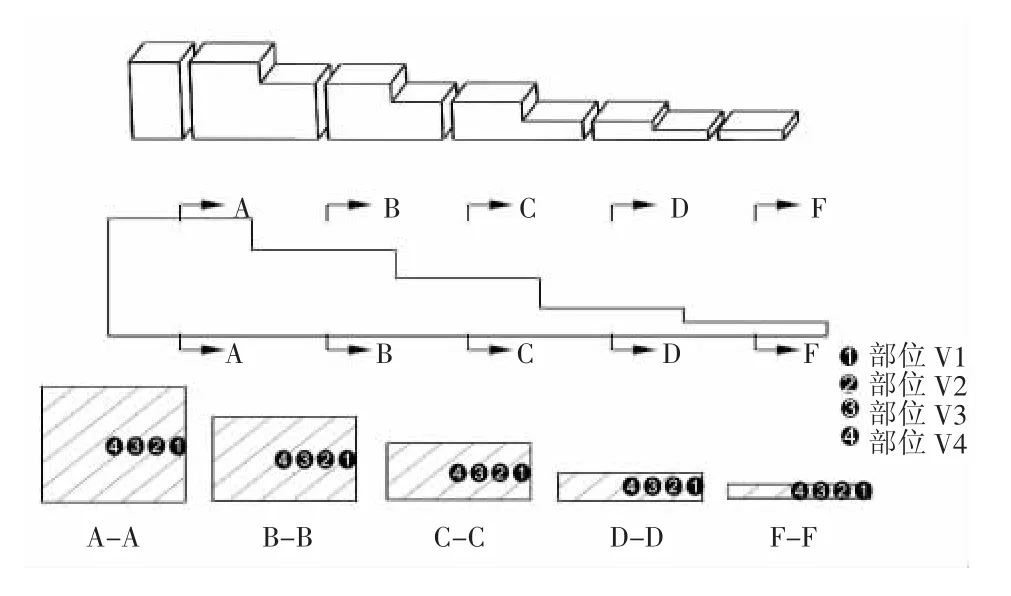
圖2 梯形鑄件取樣部位示意圖
2 試驗結果與分析
2.1 梯形鑄件微觀組織特征
1)不同壁厚試樣從表層到心部的石墨組織
觀察得到煤粉砂不同壁厚鑄件V1、V2、V3、V4部位試樣的石墨組織如圖3、圖4、圖5、圖6 所示。由圖可見石墨分布較稀疏,石墨圓整度不高。

圖3 煤粉砂V1 部位不同壁厚梯形試樣石墨組織圖

圖4 煤粉砂V2 部位不同壁厚梯形試樣石墨組織圖

圖5 煤粉砂V3 部位不同壁厚梯形試樣石墨組織圖

圖6 煤粉砂V4 部位不同壁厚梯形試樣石墨組織圖
2)不同壁厚試樣表層的石墨組織
從圖7 可以看出,不同壁厚階梯試樣的最表層,幾乎看不到球狀石墨。

圖7 煤粉砂不同壁厚表層部位梯形試樣石墨組織圖
3)不同壁厚試樣從表層到心部的基體組織
金相試樣經過腐蝕處理后,觀察煤粉砂鑄件試樣的基體組織。煤粉砂鑄件V1、V2、V3、V4 部位試樣不同壁厚的基體組織如圖8、圖9、圖10、圖11 所示。由圖可見,隨著壁厚的增加,基體組織鐵素體含量明顯增多。

圖8 煤粉砂V1 部位不同壁厚梯形試樣基體組織
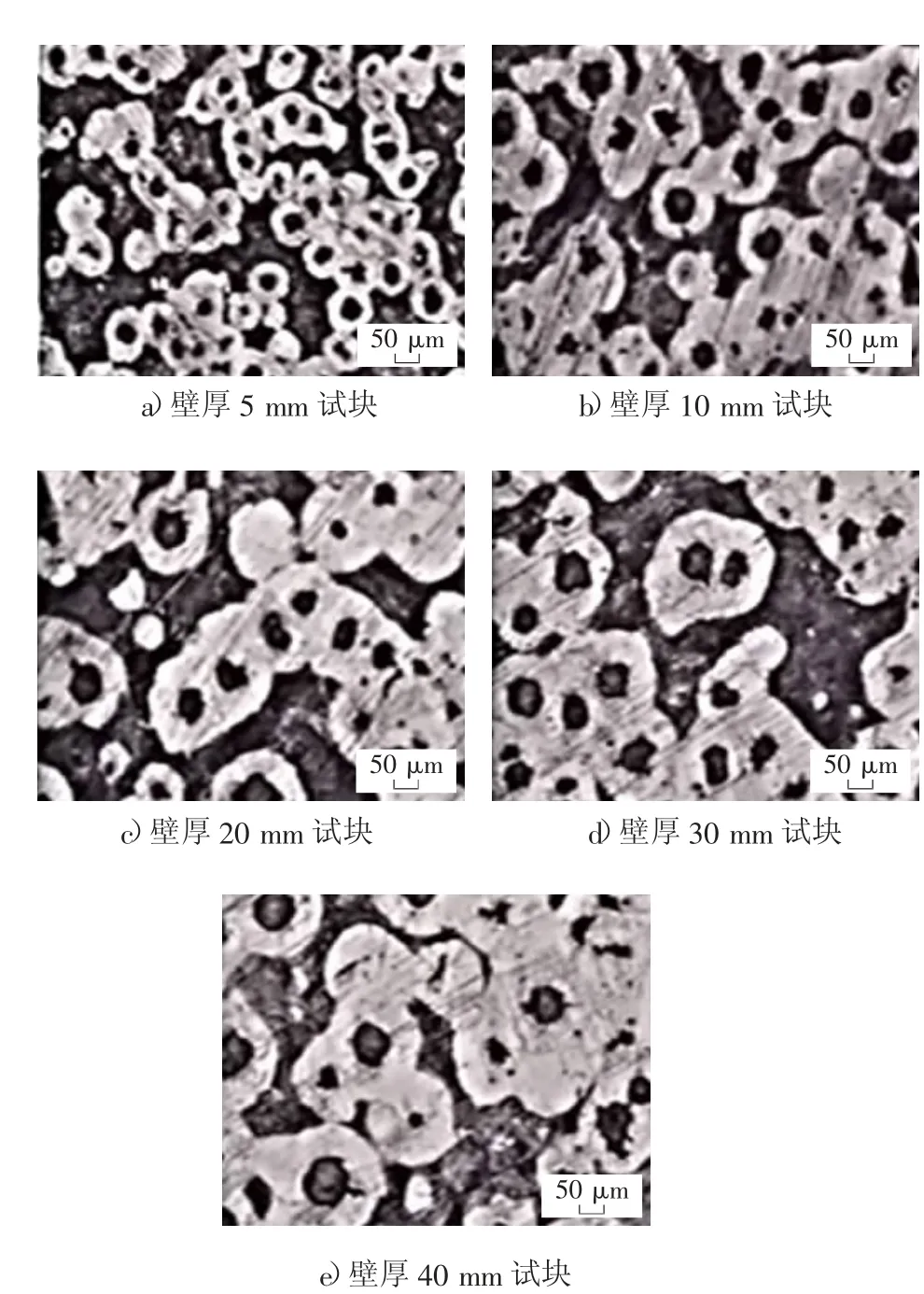
圖9 煤粉砂V2 部位不同壁厚梯形試樣基體組織

圖10 煤粉砂V3 部位不同壁厚梯形試樣基體組織

圖11 煤粉砂V4 部位不同壁厚梯形試樣基體組織
2.2 結果分析
鑄件V1、V2、V3、V4 部位各壁厚試塊的球化率對比如表2 所示,鑄件各壁厚受檢的四個部位從中間到邊緣部位球化率總體上逐漸降低,特別是在鑄件的最表層,幾乎看不到球墨的存在。這可以證實煤粉在高溫下分解產生的產物確實會導致鑄件球化不良,高溫下分解產物含硫氣體,滲入到鑄件表面,含硫氣體主要消耗鑄件邊緣部位球化元素,影響石墨球化。鑄件V1、V2、V3、V4 部位不同壁厚試塊的基體組織對比如表3 所示。鑄件隨著壁厚的增加,珠光體級別越來越低,相應的鐵素體含量越來越高。這主要是由于壁厚越厚冷卻速度越慢所造成的,慢冷卻速率有利于奧氏體在共析轉變時鐵素體的析出,快冷卻速率有利于珠光體生成。

表2 煤粉砂鑄件V1-V4 部位球化率(%)對比

表3 V1-V4 部位不同壁厚試塊的基體組織珠光體級別對比
綜上可知,煤粉潮模砂鑄造不僅對環境存在一定的污染,而且對球墨鑄鐵件球化組織也存在一定的負面影響,因此深入研究環境友好且利于鑄件質量的型砂是鑄造工作者的重點方向。
3 結論
通過對傳統煤粉砂生產不同壁厚的梯形球墨鑄鐵件表層和內部的石墨形態和基體組織的研究,可以清楚認識球鐵件微觀組織與壁厚的關系,對指導實際生產具有現實的應用意義。本研究得到的結論如下:
1)煤粉潮模砂鑄造的球墨鑄鐵件,總體上石墨分布較稀疏,石墨圓整度不高。鑄件各壁厚從中間到邊緣部位球化率逐漸降低;
2)在煤粉潮模砂鑄造的球墨鑄鐵件的最表層,幾乎看不到球墨的存在。說明煤粉在高溫下分解產生的產物確實會導致鑄件球化不良;
3)隨著鑄件壁厚的減小,珠光體級別越來越高,相應的鐵素體含量越來越低。這主要是由于壁厚越薄,冷卻速度越快所造成的;
4)煤粉潮模砂鑄造對環境存在一定污染的同時,對球墨鑄鐵件的球化也存在一定的負面影響,因此深入研究環境友好且利于鑄件質量的型砂是鑄造工作者的重點方向。
