基于增材制造技術的砂型優化設計和應用研究
2021-06-08 01:33:58郎晨智劉文文
鑄造設備與工藝 2021年2期
郎晨智,姚 山,童 強,劉文文
(大連理工大學材料科學與工程學院,遼寧 大連 116023)
關鍵字:增材制造;3D 打印;砂型設計;砂型鏤空;離心泵殼
增材制造又稱3D 打印,其原理是將CAD 模型切割成不同的層,根據每一層的輪廓,利用計算機數控方法一層層加工,將加工的層依次堆積起來,實現了從計算機CAD 模型直接成型零件,生產效率得到極大的提高[1,2]。該技術的另一個優點就是造型任意,能實現一些依靠傳統方法無法加工的復雜結構制造。因其高效率、無模化、高柔性的特點,該技術已被廣泛應用于航空航天、核工業、醫療、汽車、模具制造等領域[3,4]。
但是目前關于砂型優化的研究相對較少,現實生產中使用的打印砂型,大部分繼承了傳統翻模砂型的設計理念,模型為規則實心結構,未充分發揮3D 打印無模化、造型任意的技術優勢,造成效率和材料的浪費,這不符合綠色制造和智能制造的發展要求。本文以一種離心泵體砂型為例,探討一種砂型優化設計思路,通過砂型鏤空設計實現了砂型的輕量化,提高打印效率,減少材料浪費。鏤空設計還有利于控制澆注過程中的砂型散熱,為實現鑄件的組織控制和晶粒細化提供了可能性。設計還充分發揮砂型造型任意的優勢,進行了砂型一體化設計,能減少組型帶來的尺寸誤差,從而更好保證了尺寸精度要求較高且內部結構復雜鑄件的生產。除此之外,針對傳統鑄造砂型排氣不暢的問題,本文提出了隨形氣道的設計思路,尤其適用于那些砂芯被金屬液完全包覆的場景。對設計模型進行打印和澆注,最終澆注得到內腔流道完整,尺寸合理,滿足制造要求的合格鑄件,驗證了設計方案的可行性。
1 試件結構特點分析
泵體作為離心泵最主要能量轉換場所,內部結構特殊,尺寸精度要求高,傳統翻模制造無法保證內部流道尺寸,造成泵體傳動效率衰減。本文以一種離心泵殼為例,對其鑄造砂型進行優化設計。離心泵殼零件尺寸474 mm×355 mm×208 mm,最小壁厚7 mm,如圖1 所示。鑄件要求在0.9 MPa 靜水壓力下穩壓10 min,不得有可見滲漏。
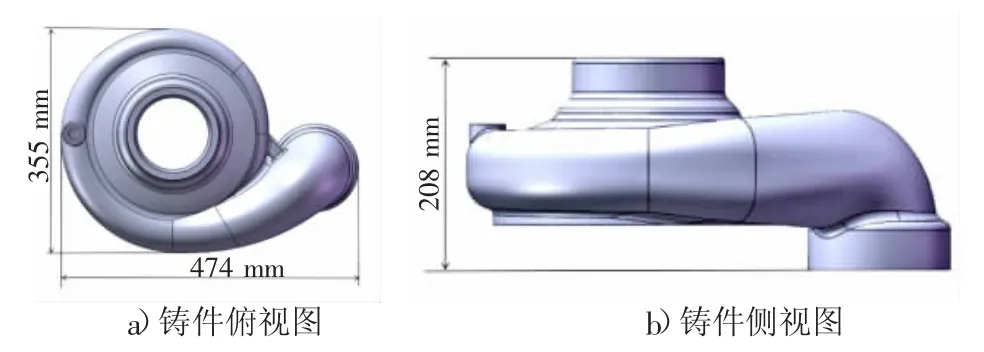
圖1 泵體鑄件圖
2 鑄造工藝設計
澆注系統采用底注式方案,直澆道直徑70 mm,橫澆道為梯形漸變結構,零件薄弱處設置加工余量,泵殼底部設置工藝法蘭,泵殼頂部配合面和流道出口處采用明冒口設計進行金屬補縮,如圖2 所示。
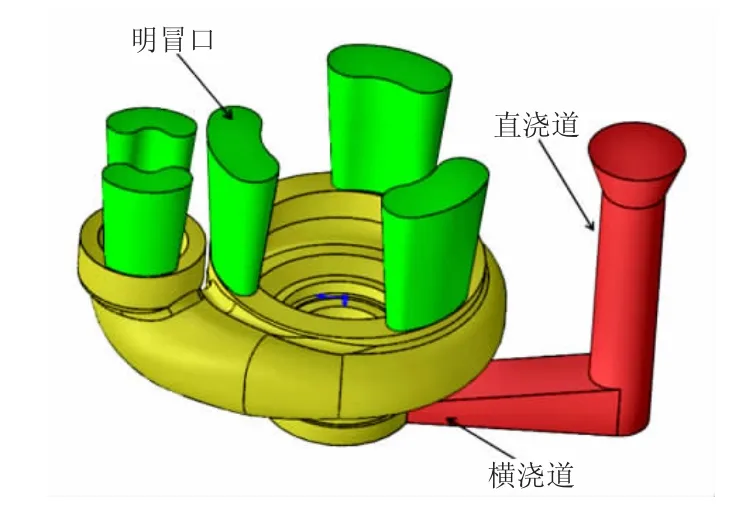
圖2 澆注系統
使用Procast 對鑄造過程進行模擬,模擬結果如圖3 所示,金屬流動平穩,未出現金屬液飛濺、卷氣、沖砂等現象。凝固時間和金屬總體收縮情況如圖4 所示,液相在凝固過程中不間斷,實現順序凝固,最后凝固位置位于冒口和澆道位置,縮松集中出現在補縮冒口和內澆道位置,設計方案符合澆注要求。
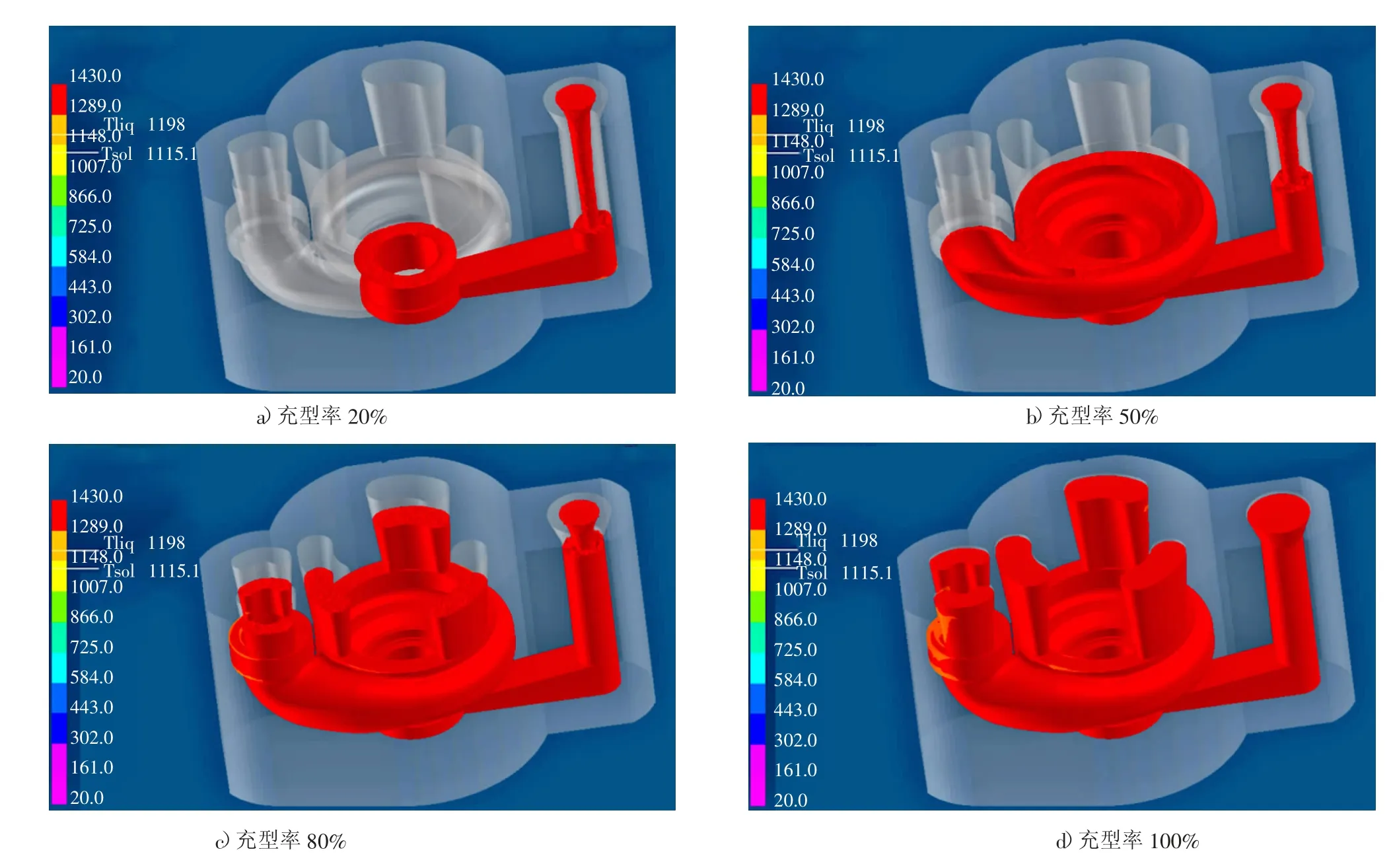
圖3 充型過程圖
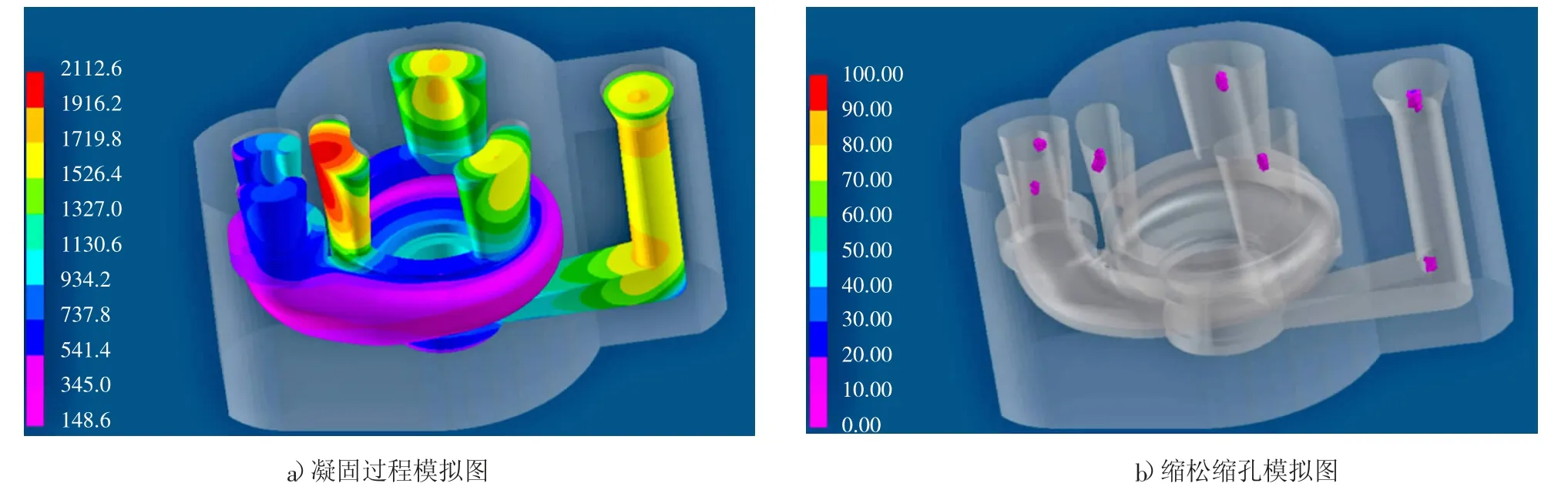
圖4 鑄造方案缺陷分析
3 增材制造砂型優化設計
傳統的造型中,砂型外表面被砂箱所決定[5],不能隨意對其結構進行優化設計,并且質地實心密實,透氣性不佳。3D 打印無模化、高柔性、造型任意的特點,為砂型的優化設計帶來了可能性。本文主要針對砂型做出砂型輕量化設計、砂型一體化設計和隨形氣道設計。
3.1 砂型輕量化設計
砂型輕量化設計的目的是減少非必要、無功能區域,需要合理設計砂型輪廓及其內部結構。設計的主要流程為:根據鑄造方案,設計砂型外觀輪廓;計算滿足鑄造要求的最小壁厚,鏤空砂型;對殼體砂型進行支撐優化。過程如圖5 所示。
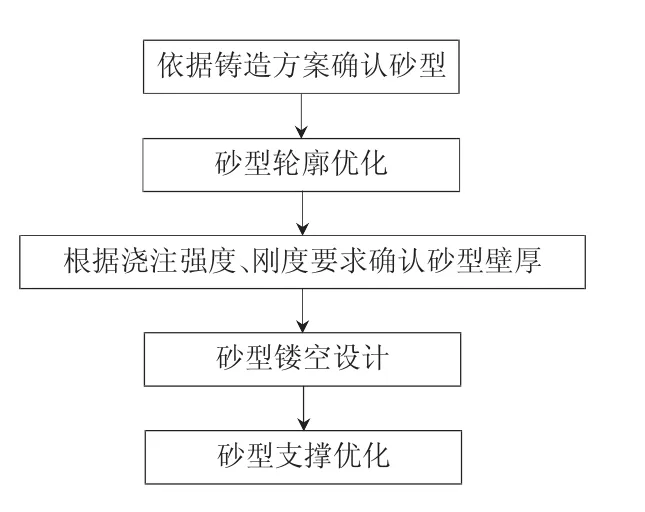
圖5 設計流程圖
1)砂型外輪廓設計
在實際的鑄造中,為了砂型翻制便利,模具一般置于砂箱中,砂箱決定著砂型外輪廓,大部分砂型區域為無功能區。對于傳統鑄造所使用的水玻璃砂而言,材料價格便宜,回收利用率高,但是增材制造所需樹脂砂材料成本較高,且回收難度較大。因此,為減少材料使用,首先要對砂型外部輪廓進行優化,優化過程是基于鑄件的最大投影橫截面,對多余的無功能區進行去除。圖6 分別為大連某鑄造廠采用800 mm×450 mm×500 mm 砂箱翻制所得砂型和輪廓優化后的砂型。
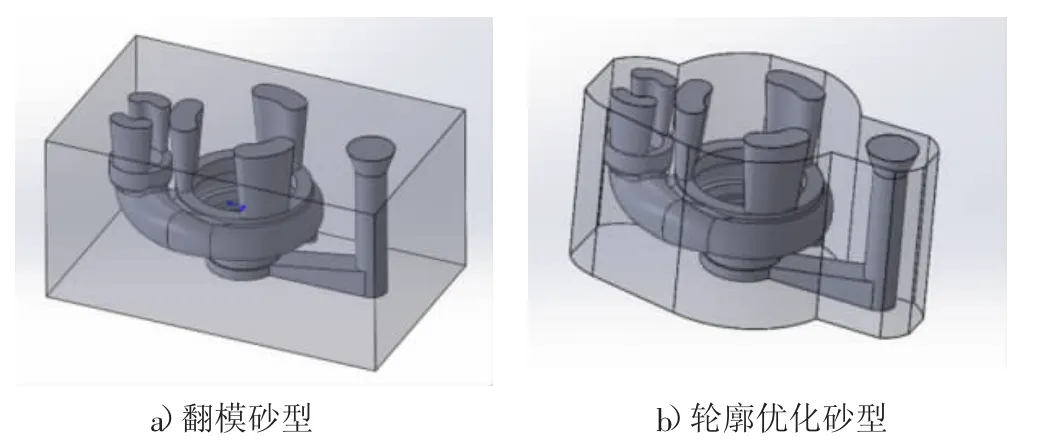
圖6 鑄造砂型圖
2)砂型鏤空設計
傳統翻模過程中為保證砂型強度和砂型金屬液接觸面質量,需要對砂型壓實,這種緊實的結構有可能對鑄造造成不利影響:首先砂型對金屬液難以進行高效散熱,不僅造成鑄件的冷卻效率低下,甚至可能因為砂型長時間熱量積累而造成鑄件缺陷;實心密實結構還影響砂型透氣性,導致排氣不暢,可能造成氣孔、嗆火等鑄造缺陷。對砂型進行鏤空設計可提高冷卻效率,避免排氣不暢,細化晶粒組織,并且能顯著減少材料利用。
為保證鏤空砂型能有效約束澆注過程中金屬液,保證金屬液凝固,鏤空砂型的殼厚確定是鏤空設計中的關鍵。由于砂型的密度遠小于金屬液密度,所以在鑄造澆注過程中,砂型受到的作用力主要來自金屬液靜壓力。
使用UG 軟件對砂型進行受力模擬仿真,計算條件如表1 所示。應力-單元模擬結果如圖7 所示,砂型最大受力為1.092 MPa,最小受力應力為0.002 MPa.

表1 UG 模擬條件設置
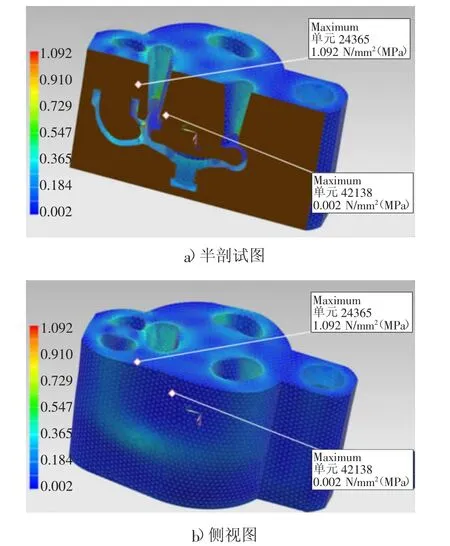
圖7 UG 模擬應力-單元圖
本文3D 打印所選用覆膜寶珠砂來自大連三本鑄造有限公司,粒度100~250 目,樹脂質量分數2.5%.經實驗,其常溫抗拉強度能達到2.5 MPa 以上。依照模擬分析結果,結合清華大學上官浩龍[6]的砂型壁厚設計方法,計算砂型所需的最小壁厚為12 mm.圖8 為經過內部鏤空之后的砂型。
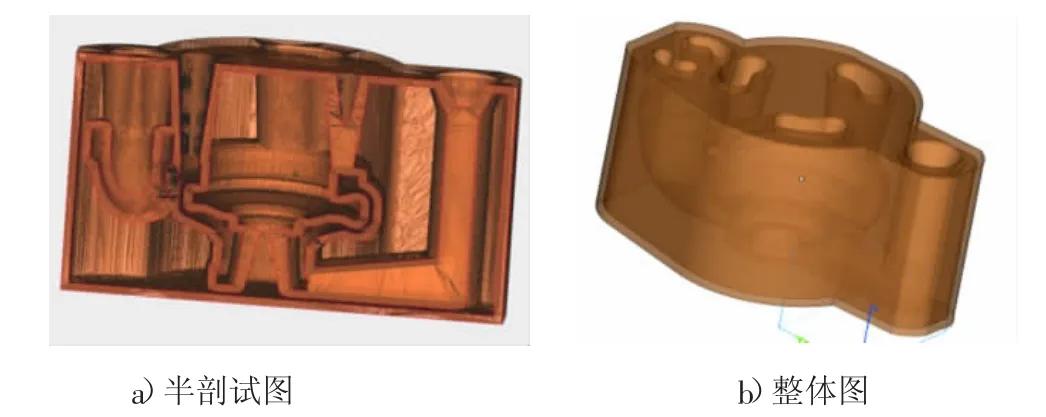
圖8 內部鏤空砂型
3)砂型支撐優化
打印后的砂型需要加熱爐固化,進一步提高砂型強度。對文中所采用的覆膜寶珠砂進行熱差分析,其DSC 曲線如圖9 所示[7],在91 ℃和151 ℃出現吸熱和放熱峰,分別對應樹脂的融化溫度和固化溫度,證明砂型后處理固化的加熱初期,存在軟化變形的可能性。
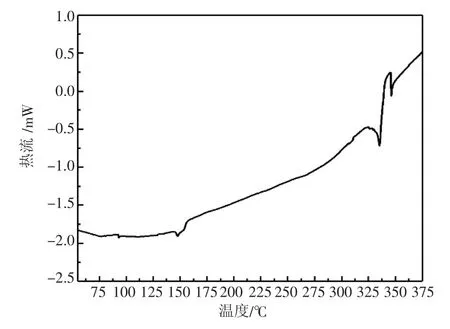
圖9 覆膜寶珠砂DSC 曲線
為盡量減少殼型變形塌陷,需要對其進行合理的支撐設計。本文對設計的殼形進行變形試驗分析,研究支撐間距與砂型變形之間的關系。設計支撐間距50 mm~160 mm,砂型主要受力為自重力,通過模擬分析得知,在重力作用下,變形最大區域在中心位置,并隨著支撐間距的增加,變形越嚴重。
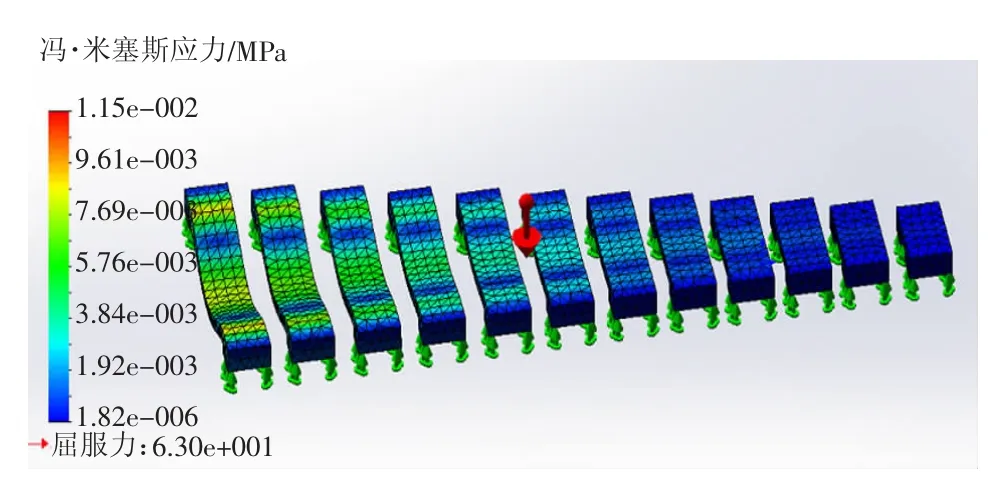
圖10 受力變形模擬結果
為探究最佳支撐間距,按照不同加熱工藝將砂型分為兩組,模擬實際加熱情況。加熱使用設備為吳江亞泰烘箱制造廠生產的遠紅外快速節能干燥箱,型號為8H1Y-1,工作溫度0 ℃~400 ℃,溫度分辨率1 ℃,控溫靈敏度±2 ℃,加熱功率1.5 kW,加熱時間2 h,圖11 為砂型加熱示意圖。
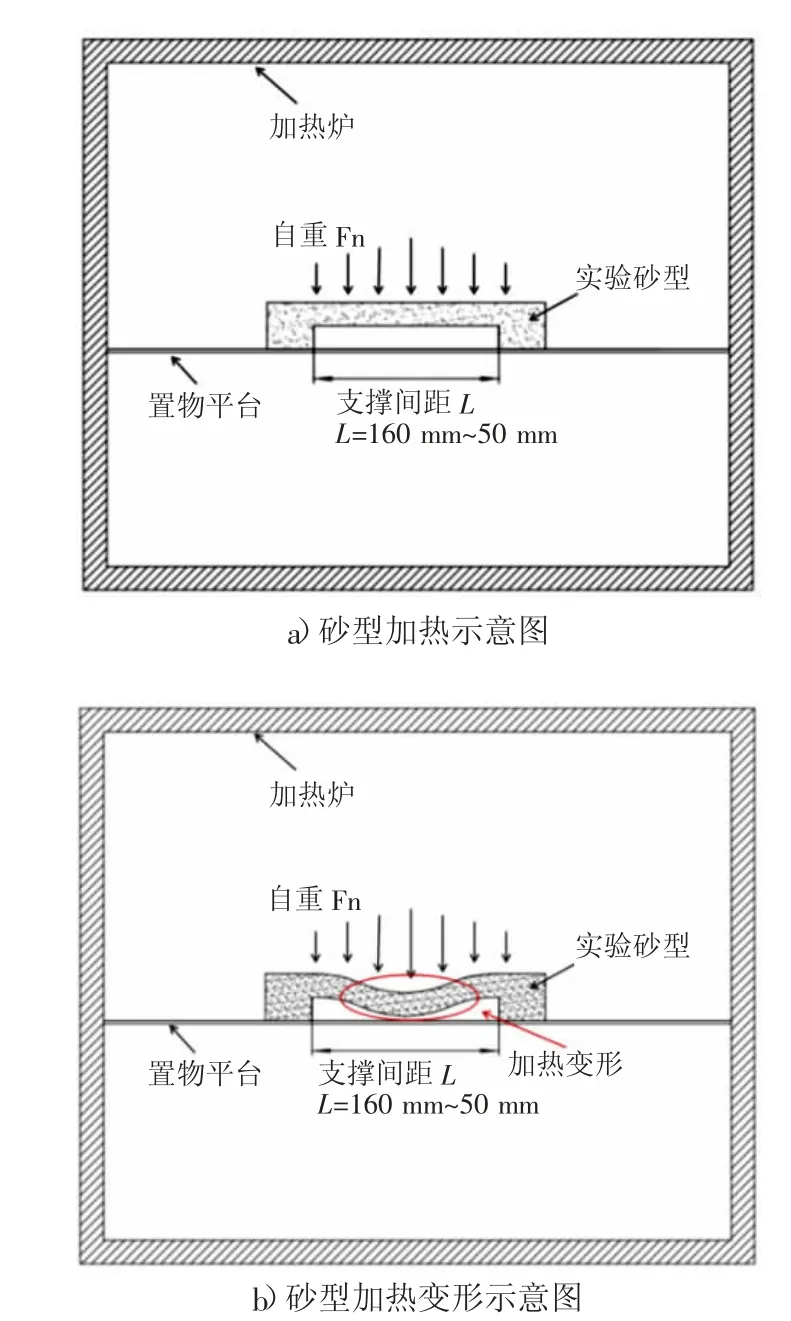
圖11 砂型加熱示意圖
第一組砂型直接進爐加熱,總體變形結果如圖12 所示。隨后對砂型進行三維掃描分析,結果如圖13 所示:當支撐間距在160 mm~110 mm 之間,頂面均塌陷至放置平臺高度;當支撐間距小于110 mm,軟化變形趨勢與模擬結果基本吻合,隨著間距的減小,變形程度逐漸減弱。支撐間距L=70 mm,砂型最大變形1.55 mm,支撐間距L=50 mm 的砂型表面尺寸誤差在±0.1 mm 以內,滿足使用要求。
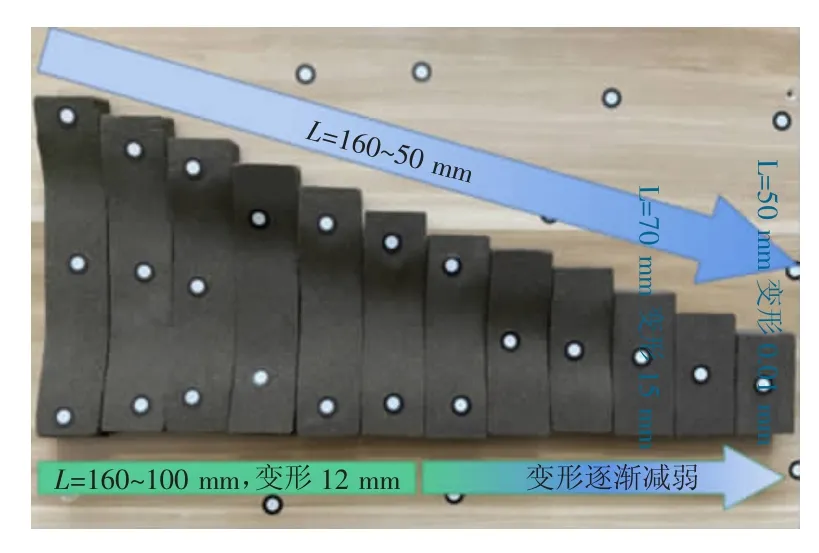
圖12 第一組實驗砂型總體變形圖
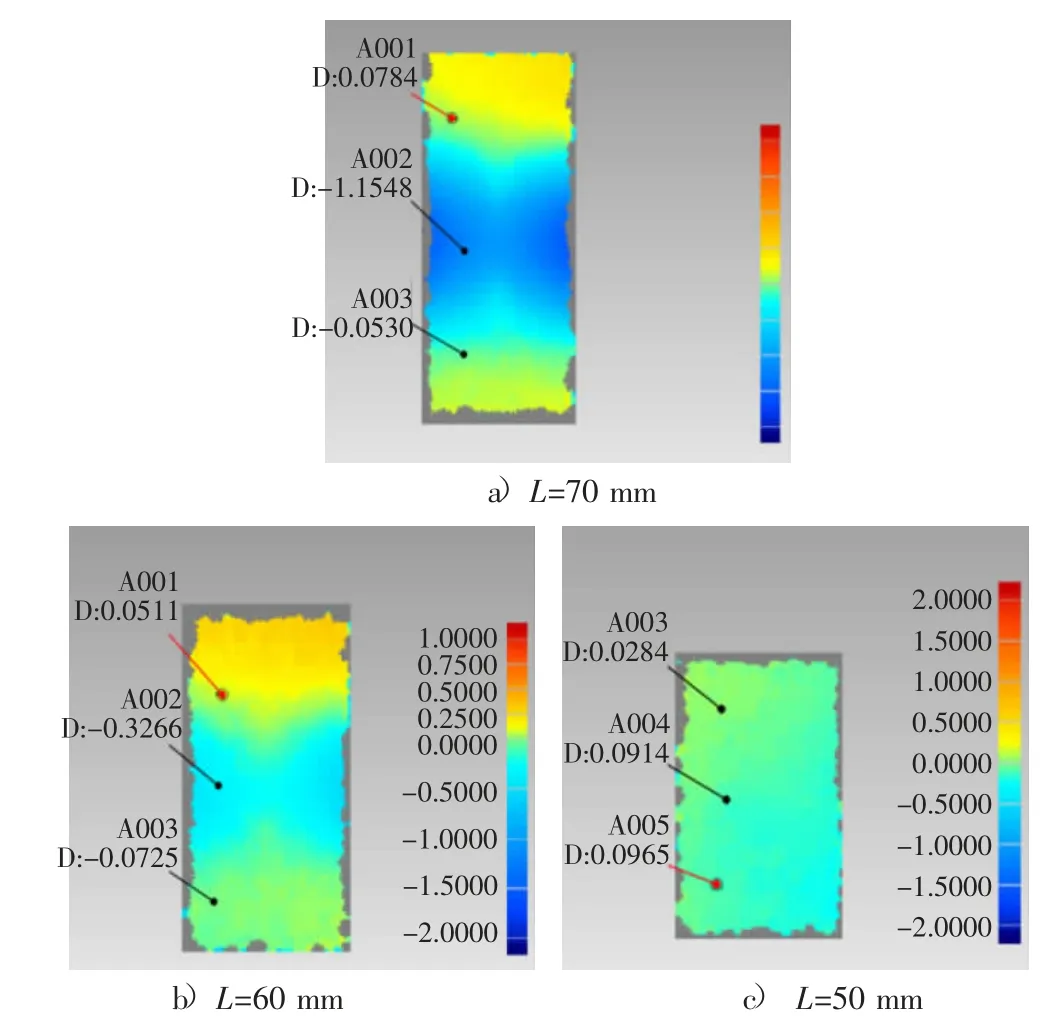
圖13 第一組實驗掃描結果圖
第二組砂型使用火焰加熱使其快速固化,采用熱像儀檢測,觀察砂面溫度快速達到250 ℃,結合DSC 曲線可知,該溫度下,覆膜寶珠砂建立初始強度,砂型表面青褐色后進爐,總體變形結果如圖14所示。隨后對最終砂型進行掃描分析,掃描結果如圖15 顯示:隨著砂型支撐間距的變小,砂型變形程度逐漸減弱,當支撐間距為L=140 mm 時砂型出現少量變形,補充變形值。當支撐間距L=120 mm 時砂型表面尺寸誤差在±0.1 mm 以內,滿足使用要求。當支撐L 小于120 mm 時,砂型變形均在±0.1 mm以內。
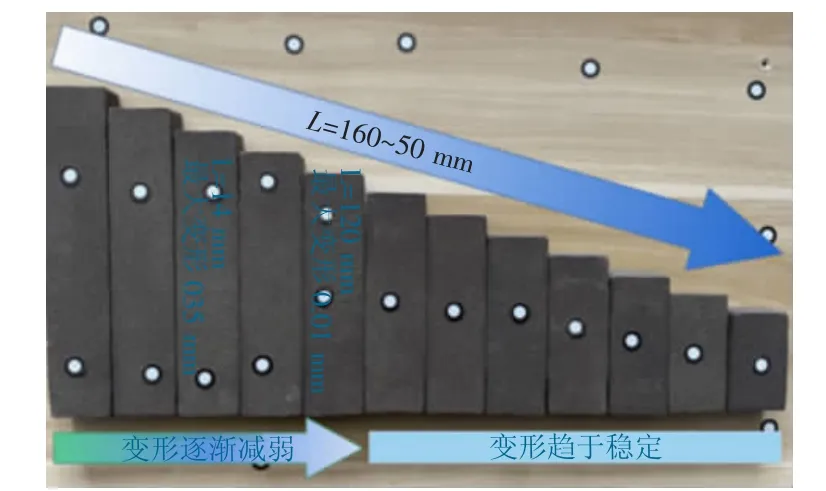
圖14 第二組實驗砂型總體變形圖
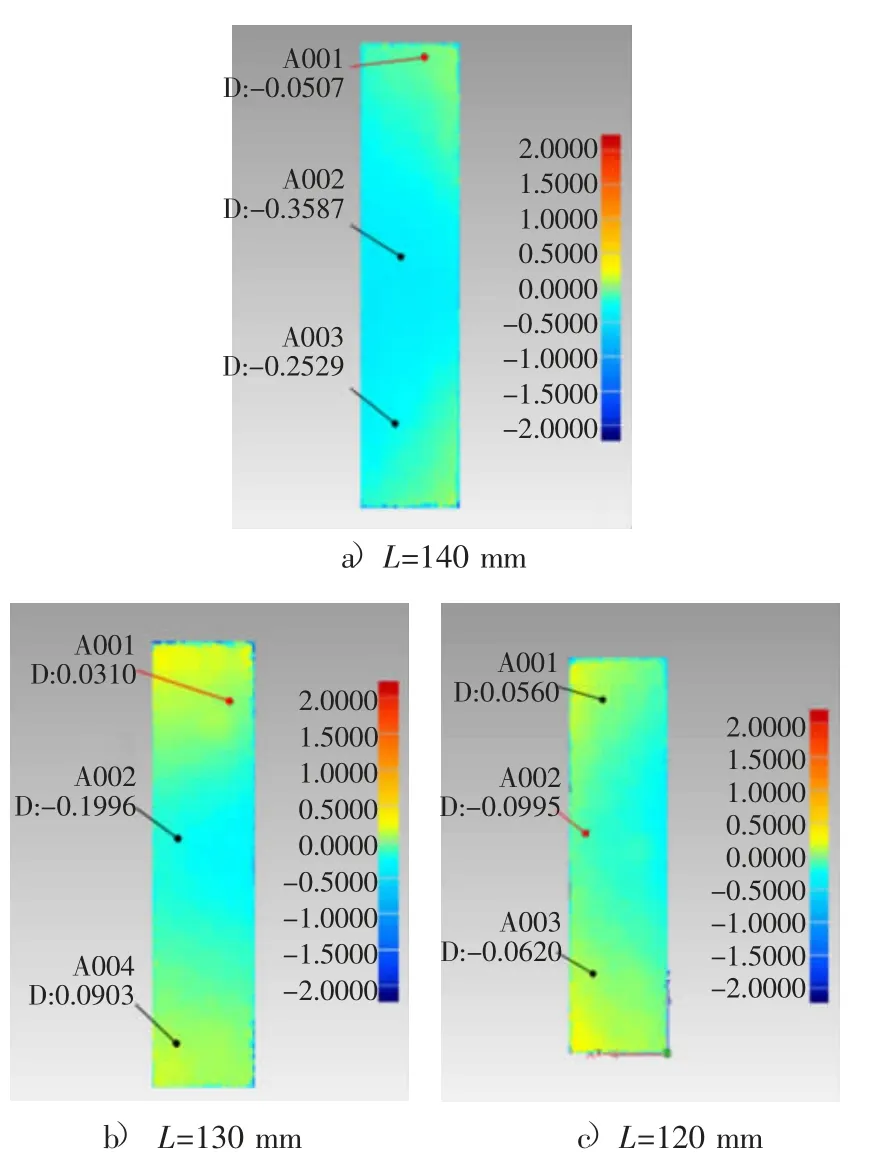
圖15 第二組實驗掃描結果圖
兩種加熱方式的支撐間隔與最大變形量實驗結果如圖16 所示,第二組整體變形量小于第一組。火焰預加熱有助于減少砂型塌陷,其原理是火焰加熱會使酚醛樹脂迅速跨越軟化點,產生縮聚反應,生成難以軟化的熱固性樹脂,宏觀表現為在砂型表面形成全包覆的堅硬外殼,抑制內部砂粒因樹脂軟化導致的流動。
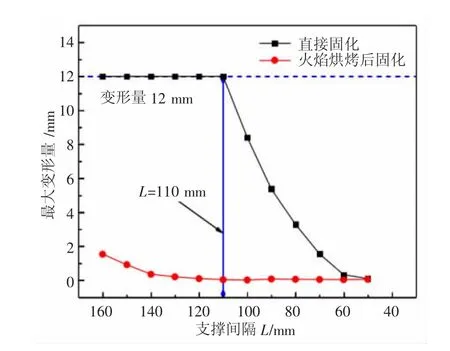
圖16 最大變形量曲線圖
根據實驗結果,選擇支撐間距120 mm,配合火焰烘烤預處理后進爐固化,爐溫180 ℃,加熱2 h.最終優化后的砂型如圖17.
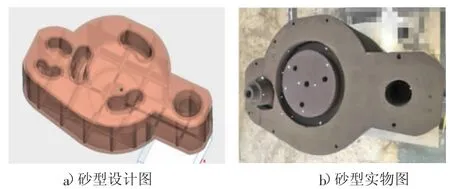
圖17 最終優化砂型
最終優化后的砂型體積Vfin為32.9 L,輪廓優化后的砂型體積Vbet為77.28 L,輪廓未優化的砂型體積Vini為138.2 L.相比輪廓優化砂型的材料節約率為(Vbet-Vfin)/Vfin=57.4%,輪廓未優化砂型的材料節約率為(Vini-Vfin)/Vfin=76.2%.
3.2 一體化砂芯和隨形氣道
泵殼砂芯結構復雜,傳統砂芯翻制,需要對砂芯進行分塊后逐個翻制,最后粘合成為一個完整的砂型,組合過程會對鑄件的精度和表面質量造成一定影響,而黏結劑又會帶來額外的鑄造發氣,可能造成鑄件缺陷[8]。此外,在澆注過程中,砂芯的可能浮動造成鑄件內腔尺寸精度丟失。發揮3D 打印能直接從計算機圖形數據生成復雜形狀零件的優勢,如圖18 所示,本文將關鍵砂芯(螺旋流道砂芯)與砂型底板一體化設計并打印,避免型芯組合時帶來的人為誤差,保證砂型精度。

圖18 一體化砂型砂芯
鑄造砂型排氣系統設計,是保證鑄造工藝的重要一環[9],排氣不暢將造成鑄造嗆火、鑄件氣孔甚至冷隔等缺陷。對于復雜鑄件而言,由于砂型結構復雜,排氣設計難度較大,傳統翻模砂型在填砂過程中會預埋排氣繩作為排氣通道,搗實砂型可能會造成排氣通道中斷。以泵殼砂型為例,流道砂芯被金屬完全包覆,傳統翻模砂型很難保證排氣通道的連續性,造成排氣不暢。利用3D 打印可以在砂型內部設計連貫的排氣通道,進行有效排氣。如圖19 所示為直接打印的隨形氣道。
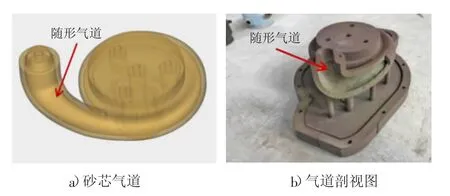
圖19 隨形氣道
4 鑄造試制
使用大連理工大學自研設備進行砂型打印,設備型號為PIRP-1000[10],打印材料為上文所述的覆膜寶珠砂,該類型覆膜砂顆粒形狀規則、純度高、表面樹脂均勻,具有良好的成型性能。打印完成的砂型清理完畢后,火焰槍烘烤使其表面快速固化,之后在180 ℃下進爐加熱2 h,并隨爐冷卻至室溫。對鑄件關鍵位置進行尺寸檢測,砂型的尺寸精度在±0.6 mm 以內,滿足鑄造使用要求。
鑄件材料QT500-7,澆注溫度1 430 ℃,澆注時間15 s,澆注過程保證金屬液流速均勻。澆注完成后鑄件隨砂型冷卻24 h,開箱并清除鑄件落砂,最后做拋丸處理。鑄件實物如圖20 所示,表面光滑,無裂紋、粘砂、夾雜。使用掃描儀進行三維掃描對比分析,結果表明鑄件精度達到CT9 級。泵體在0.9 MPa靜水壓力下穩壓10 min,未觀察到可見滲漏。產品符合客戶要求。

圖20 鑄件實物
5 結論
1)砂型結合3D 打印增材制造技術,能充分發揮該技術無模化、生產效率高、生產形狀任意的特點,能實現鑄造砂型的任意分型,相比傳統翻模鑄造而言,能節約成本,提高效率,也為產品實驗階段的方案調整提供了便利。
2)砂型的薄壁鏤空設計,能實現砂型的輕量化。對鏤空砂型添加合適的支撐,能有效避免后處理過程中的砂型塌陷變形。結合兩種優化措施設計的砂型,能在滿足砂型鑄造條件的同時,減少材料浪費,提高砂型制造效率,符合綠色生產的發展要求。砂型的輕量化設計還有助于控制砂型的散熱,為實現鑄件組織控制和晶粒細化提供了可能性。
3)砂型的隨形氣道設計,發揮了3D 打印生產高柔性、制造不受零件結構限制的特點,能實現砂型在鑄造過程中的良好排氣,避免了鑄件的氣孔,冷隔等鑄造缺陷。
4)砂型的一體化設計,避免了多塊砂型組型帶來的精度丟失,防止在鑄造過程中可能出現漂芯現象,能有效保證精度要求較高或內部結構復雜的產品的制造。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
