無機環保砂射芯專用自動化裝備
2021-06-08 01:33:54曹新民杜云龍趙勝立盧志輝
鑄造設備與工藝 2021年2期
曹新民,王 拓,杜云龍,趙勝立,盧志輝
(鄭州機械研究所有限公司,河南 鄭州 450001)
造型、制芯是鑄造行業的重要工序之一,也是鑄造業主要污染排放源頭之一。目前國內鑄造大多使用黏土砂、水玻璃砂、樹脂砂、消失模等成型工藝,這些傳統的工藝都存在各種不足,制型、芯過程中產生的粉塵、噪音、廢砂以及三乙胺等有毒氣體嚴重危害人員和社會環境。綠色環保、高效、精密以及自動化、智能化是鑄造設備發展的必然趨勢[1-3],未來鑄造行業的發展趨勢是向大型化、輕量化、精確化、智能化、數字化、網絡化及清潔化的方向發展,耐高溫、低成本、綠色環保型無機材料及造型設備等關鍵技術與裝備研發作為行業發展重點。
球形陶瓷砂配合新型無機黏結劑循環再生制型、芯工藝是目前鑄造行業非常先進的一種制芯工藝,無機環保砂作為一種新型環保材料正處在市場推廣應用階段,但其工藝與傳統有機樹脂顯著不同,缺乏完全滿足其獨特應用要求的射砂裝備。同類進口設備成本高、供貨周期長,嚴重影響新材料的推廣應用[4-5]。
為滿足鑄造行業對綠色環保的無機砂制型技術與裝備的需求,研發了無機環保砂射芯專用自動化裝備,該裝備可實現制芯工藝自動化和智能化,縮短工藝流程,提升鑄件質量及生產效率,適應各種復雜零部件的批量制造,節約造型材料,達到生產過程無污染低排放,節能高效的目標。本文介紹設備研制設計特點和關鍵技術。
1 無機砂與傳統樹脂砂工藝方式對比
1.1 不同型砂工藝對比
由表1 可知,無機砂的工藝方式與現有的有機樹脂砂使用方式都不同,市場現有的冷芯或熱芯機均無法滿足無機砂的應用要求。
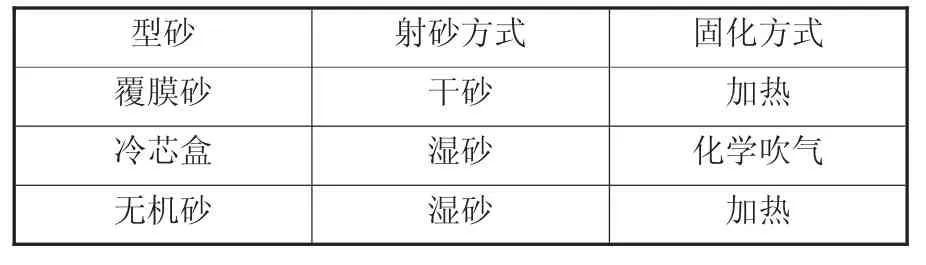
表1 不同型砂工藝方式對比
1.2 無機砂與傳統樹脂砂對比
由表2 所示的現場使用工況對比,無機砂與傳統樹脂砂對比,具有全方面的環境優勢,是鑄造行業轉型升級的必備材料,所以研發與之使用工況配套的智能制芯裝備也是勢在必行。

表2 無機砂與傳統樹脂砂現場使用工況對比
2 研制目標與方案
2.1 研發目標
1)研制出環保型無機砂制型芯智能裝備,實現無機砂制芯工藝自動化;
2)實現氣力射砂系統,提高射砂能力,生產出精密緊實砂芯;
3)實現芯盒加熱配合熱空氣精確溫控,減少硬化時間,提高生產效率;
4)裝備達到國際先進水平,加快鑄造行業向綠色智能制造發展。
2.2 研發思路
1)運用絕對值伺服控制系統,實現精確控制和位置記憶功能,優化工藝步驟,提高產品制造精度和效率,降低設備噪音,降低設備運行污染;
2)研發大滯后恒溫加熱精確溫控系統,設計合理加熱結構,開發溫度智能控制算法,實現大鑄件制芯加熱溫度參數的精確穩定控制,達到快速固化成型;
3)開發智能人機交互系統,開發便于學習、操作友好的軟件界面及功能。開發出便于操作人員進行參數設置、設備點動控制、設備故障查詢及處理、單項工藝流程操作、自動運行等程序。
3 裝備研制關鍵技術
3.1 設備系統簡介
設備系統見圖1,以機架為載體,將自動加料系統、自動氣力射砂系統、自動脫模系統、自動加熱吹熱風系統、自動清潔系統、卸料系統及控制系統為一體的智能裝備,預期解決傳統鑄造行業效率低、污染大、勞動強度高的問題。
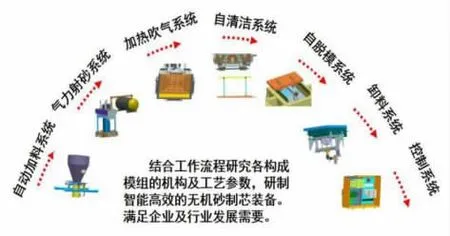
圖1 設備的系統簡介
組裝之后的設備三維效果圖如圖2 所示,具有智能、高效、精密、環保、安全、穩定等特點。

圖2 無機砂制芯裝備整體三維圖
3.2 重點系統研制
3.2.1 智能控制系統
考慮傳統的氣動和液壓驅動系統的噪音大、精度低等缺點,本設備設計摒棄了傳統的傳動方式,采用西門子伺服電機、滾珠絲杠和高精度線性導軌傳動,如圖3 所示。研發了六軸絕對值伺服控制系統,包括伺服運動控制、位置精確定位、位置記憶,末端執行器的動作控制、各種檢測信號的反饋、處理與響應、友好人機交互(外部指令信號的檢測與處理、內部指示信號的輸入顯示等)的實現、安全保障、應急處理等多個方面。開發智能控制軟件程序,包括制芯工藝過程的參數配置與切換、數據采集、監測、工藝步驟柔性規劃,數據記錄與分析,工藝參數智能優化等。

圖3 智能控制系統
3.2.2 大滯后恒溫加熱精確溫控系統
根據無機砂應用工況要求,研發恒溫加熱系統及溫控模塊,縮短設備加熱時間,提高生產效率。使用850 mm×650 mm×30 mm 蓄熱板,每150 mm 放置1 個1 kW 加熱管,設計循環加熱氣道,結合大滯后溫度控制理論,使用智能控制模塊,開發智能溫控程序,保證吹出160 ℃恒溫氣流,使砂子快速固化,解決砂子固化周期長的難題,提高效率。
如圖4 所示,大滯后恒溫加熱精確溫控系統由密封艙、蓄熱板、加熱管、測溫儀、隔熱層構成,具有溫控準確、出氣均勻等優點。

圖4 大滯后恒溫加熱精確溫控系統
3.2.3 自動頂出機構
開發可調節聯動頂出機構如圖5 所示,由固定臺板,滑動導柱導套,導滑升降軌道、伺服模組構成,此機構可減少設備動作,提高效率,能夠達到頂出平穩、運動順暢的要求。此裝置采用20°斜面(角度可調節)滑道結構,配合垂直導柱導套組,在模具平臺水平移動的同時,頂出機構聯動,實現下模自動頂出,頂出高度0~100 mm,從而縮短生產周期,提升效率。

圖5 可調節聯動頂出機構
3.2.4 自動卸料系統
研發砂板定位準確、升降位置準確控制、旋轉角度可控制的卸料系統,由卸料斗、滑動導柱、固定座、伺服模組構成,具有升降平穩、砂板定位準確等特點,如圖6 所示。卸料臺板采用6 個砂板定位塊定位,通過伺服系統控制平臺升降,并準確記憶定位砂板位置,解決因定位不準造成二次裝板的問題;卸料高度可調,方便操作,降低勞動強度。

圖6 自動卸料系統
4 裝備主要參數
通過以上分體系統的研發,進而滿足無機環保砂應用要求,設備參數如表3 所示。按照設計目標研發好的設備如圖7 所示。
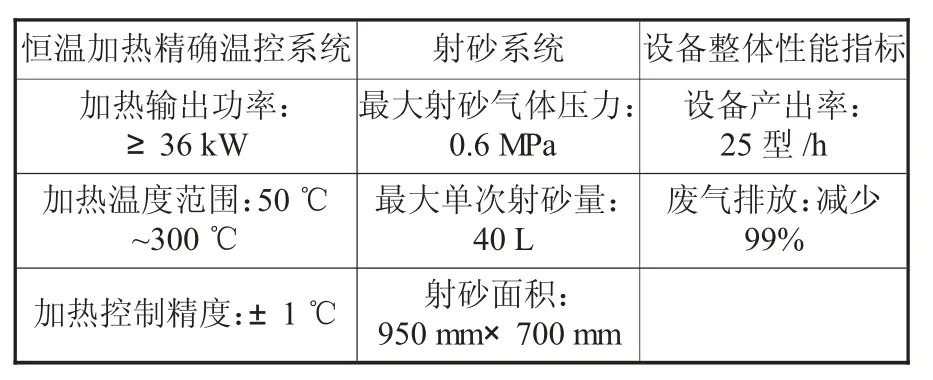
表3 無機砂射芯智能裝備參數

圖7 無機環保砂射芯專用智能裝備裸機實物

圖8 成品設備圖
5 結論
先進的工藝需要以先進的材料為基礎,優秀的材料需要用優質的設備來實現。本設備的研發通過各個模塊的創新優化設計,從而滿足無機環保砂自動、高效、精確的射砂成型。無機環保砂是未來造型材料的趨勢,本設備的投產應用將為傳統鑄造行業向智能化、精確化、綠色化和數字化發展提供基礎保障。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
