基于遺傳算法的注塑成型工藝參數(shù)優(yōu)化研究
2021-06-04 03:09:14朱丹
微型電腦應(yīng)用 2021年5期
朱丹
(陜西能源職業(yè)技術(shù)學(xué)院 實(shí)踐教學(xué)管理處, 陜西 咸陽(yáng) 712000)
0 引言
測(cè)量一個(gè)地區(qū)的降雨量對(duì)實(shí)施過(guò)程中的精度要求極高,測(cè)量過(guò)程中應(yīng)杜絕發(fā)生雨水迸濺的情況,而控釋注水漏斗在整個(gè)監(jiān)測(cè)過(guò)程中發(fā)揮了極其重要作用,這就決定了注塑成型工藝參數(shù)優(yōu)化的顯著意義。伴隨著計(jì)算機(jī)應(yīng)用技術(shù)日新月異的發(fā)展,各種計(jì)算機(jī)輔助技術(shù)已經(jīng)應(yīng)用到模具設(shè)計(jì)的各個(gè)環(huán)節(jié)流程之中,改善優(yōu)化工藝參數(shù)的同時(shí),也大大縮短了加工周期[1-2]。為了克服應(yīng)用軟件本身的局限性,領(lǐng)域內(nèi)的學(xué)者們又開(kāi)始試圖利用各種數(shù)學(xué)方法來(lái)進(jìn)行工藝參數(shù)的優(yōu)化。
現(xiàn)在國(guó)內(nèi)外常用的設(shè)計(jì)方法包含:試驗(yàn)設(shè)計(jì)法和建模尋優(yōu)法。前者主要包括均勻試驗(yàn)法以及正交試驗(yàn)法等。后者主要包括遺傳算法和響應(yīng)面法等[3]。基于均勻試驗(yàn)法在影響因素范圍一致時(shí),具有明顯降低試驗(yàn)次數(shù)的優(yōu)勢(shì)。本研究首先基于均勻試驗(yàn)法設(shè)計(jì)試驗(yàn),在此基礎(chǔ)上利用響應(yīng)面法和遺傳算法對(duì)工藝參數(shù)實(shí)施優(yōu)化。
1 響應(yīng)面模型的建立
為了更好驗(yàn)證模型可靠性,本研究采取了響應(yīng)面的二階模型,為式(1)。
(1)
式中,y為翹曲變形量;a0、ai、aii、aij為模型系數(shù);n為影響因素?cái)?shù);xi、xj為設(shè)計(jì)變量;ε為精度誤差。
為了降低模擬次數(shù),采用均勻試驗(yàn)方法設(shè)計(jì)試驗(yàn)表,并將試驗(yàn)表中的參數(shù)正規(guī)化至[-1,1]的范圍,代入式(1)中,便可獲得塑件翹曲變形量的響應(yīng)模型[4-5]。經(jīng)分析可得,模型中對(duì)翹曲變形量影響顯著的單一項(xiàng)是注射和保壓時(shí)間,影響顯著的二次項(xiàng)為保壓時(shí)間,交互項(xiàng)主要有注射溫度與保壓壓力、注射溫度與保壓時(shí)間、注射溫度與注射壓力、冷卻時(shí)間與注射壓力、保壓時(shí)間與保壓壓力。
第一組彼此影響因素注射溫度及保壓壓力的響應(yīng)面方程為式(2)。
(2)
與式(2)對(duì)應(yīng)的交互作用響應(yīng)面,如圖1所示。
顯然,曲面的最低點(diǎn)對(duì)應(yīng)較小翹曲變形量,所以應(yīng)在這些點(diǎn)選取注塑參數(shù)。
第二組影響因素注射溫度及保壓時(shí)間的響應(yīng)面方程為式(3)。

圖1 交互作用響應(yīng)面圖
(3)
與式(3)對(duì)應(yīng)的交互作用響應(yīng)面,如圖2所示。

圖2 交互作用響應(yīng)面圖
由圖發(fā)現(xiàn),伴隨注射溫度減少及保壓時(shí)間的延長(zhǎng),變形量相應(yīng)的減小。即要獲得較小的翹曲變形量,注射溫度應(yīng)該取較小的值而保壓時(shí)間則應(yīng)該盡量取較大的值。
第三組交互影響因素注射溫度和壓力的響應(yīng)面方程為式(4)。
(4)
與式(4)對(duì)應(yīng)的交互作用響應(yīng)面,如圖3所示。
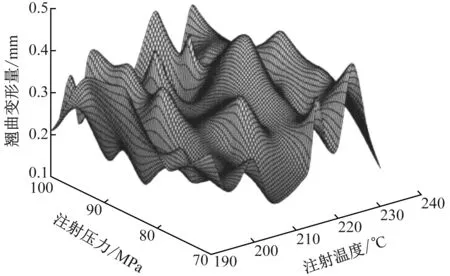
圖3 交互作用響應(yīng)面圖
與圖1相類似,在曲面低谷處對(duì)應(yīng)較小的翹曲變形量,故在這些點(diǎn)選取注塑參數(shù)即可獲得理想的結(jié)果。
第四組交互影響因素注射溫度和壓力的響應(yīng)面方程為式(5)。
(5)
與式(5)對(duì)應(yīng)的交互作用響應(yīng)面,如圖4所示。
與圖3相類似,在曲面低谷處對(duì)應(yīng)較小的翹曲變形量,故在這些點(diǎn)選取注塑參數(shù)即可獲得理想的結(jié)果[6]。
第五組交互影響因素注射溫度和壓力的響應(yīng)面方程為式(6)。

圖4 交互作用響應(yīng)面圖
(6)
與式(6)對(duì)應(yīng)的響應(yīng)面,如圖5所示。

圖5 交互作用響應(yīng)面圖
可以發(fā)現(xiàn),翹曲變形量的變化并不十分明顯。
2 模型精度的驗(yàn)證
為了對(duì)前文構(gòu)建的模型精度進(jìn)行驗(yàn)證,這里采用了重新產(chǎn)生采樣點(diǎn)的方式,需要驗(yàn)證的主要參數(shù)是可決系數(shù)R2,其計(jì)算式為式(7)。
(7)
式中,m為樣本總數(shù),yi為對(duì)應(yīng)的采樣點(diǎn)的實(shí)際值。R2取值接近于1的程度,可說(shuō)明模型的精確度[7-8]。
經(jīng)過(guò)計(jì)算,最終可得翹曲變形量和體積收縮率模型的可決系數(shù)為0.988 3和0.977 4,十分靠近于1,說(shuō)明前文構(gòu)建的模型方程具有較高的精度。
3 基于遺傳算法優(yōu)化工藝參數(shù)
根據(jù)式(1)可分別建立翹曲變形量以及體積收縮率的適應(yīng)度函數(shù),二者分別為@fitness和@fitness2,接下來(lái)為了完成對(duì)前文構(gòu)建模型的最優(yōu)化搜索[9],調(diào)取了Matlab中的遺傳算法工具箱。搜索結(jié)果表明,兩個(gè)適應(yīng)度函數(shù)囊括的七個(gè)影響因素的優(yōu)化范圍依次為:注射溫度為190-228 °C;冷卻時(shí)間為34-68 s;保壓壓力為39-57 MPa;模具溫度為58-80 °C;注射時(shí)間為2.1-4.9 s;注射壓力為70-100 MPa;保壓時(shí)間為2-5 s[10]。遺傳算法迭代次數(shù)設(shè)為100,種群規(guī)模數(shù)量設(shè)為75,其它參數(shù)全部都設(shè)置為默認(rèn)值。最后進(jìn)行仿真得到的塑件工藝參數(shù)迭代尋優(yōu)過(guò)程,分別如圖6、圖7所示。
由圖6、圖7可知,分別經(jīng)過(guò)67次和54次迭代后停止,即能獲得最優(yōu)的翹曲變形量和體積收縮率,分別為0.108 9 mm和1.42%。
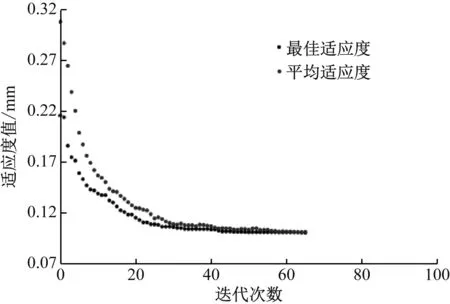
圖6 翹曲變形量迭代尋優(yōu)

圖7 體積收縮率迭代尋優(yōu)
相應(yīng)的獲得最佳工藝參數(shù),如圖8所示。
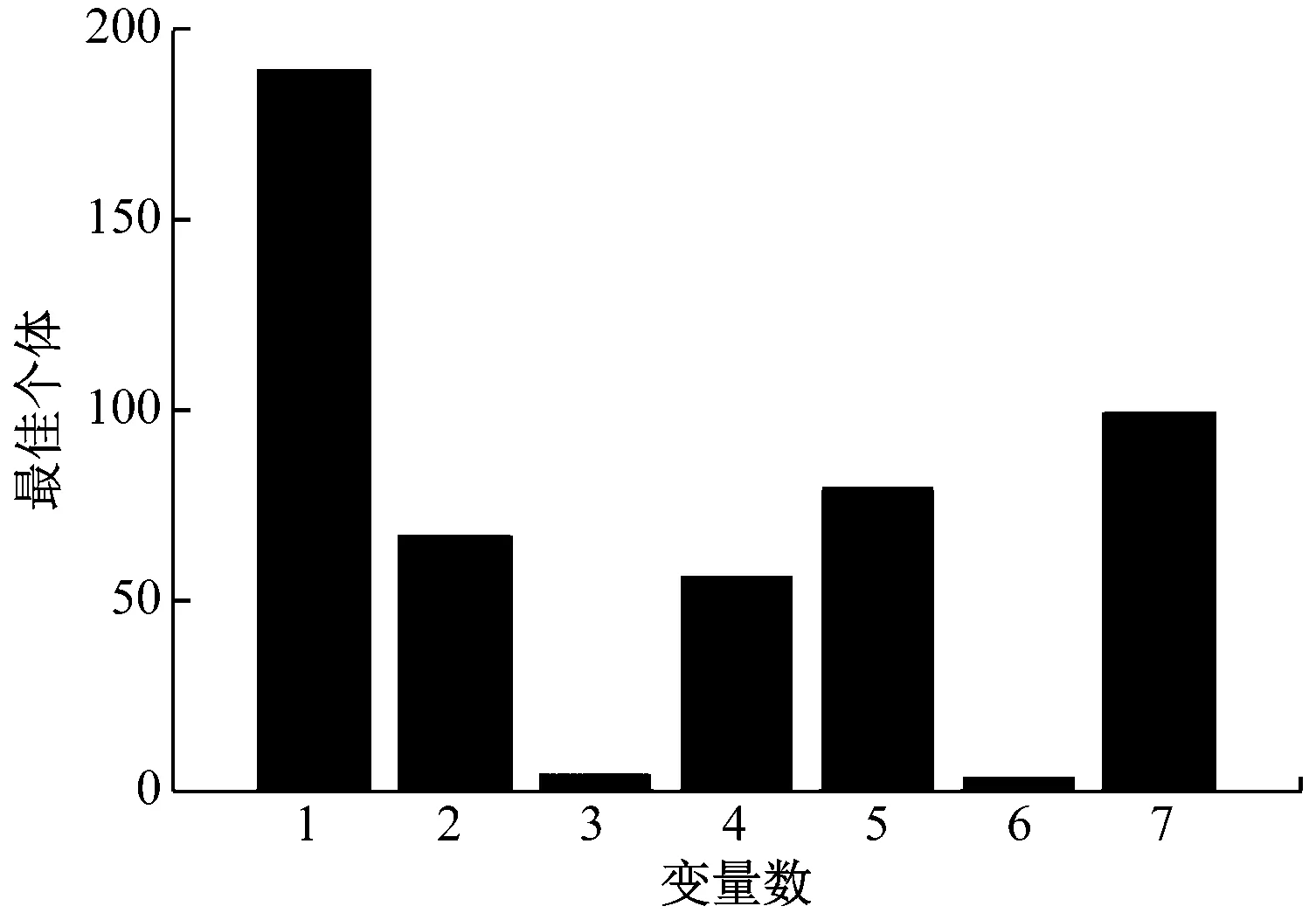
圖8 最佳工藝參數(shù)
對(duì)注射溫度、冷卻時(shí)間、注射時(shí)間、保壓壓力、模具溫度、保壓時(shí)間、注射壓力七個(gè)參數(shù)取整后,獲得最優(yōu)參數(shù)值依次分別為190 °C,68 s,4.9 s,57 MPa,80 °C,5 s,100 MPa。
4 總結(jié)
全面探討了注塑過(guò)程中不同的工藝參數(shù)取值組合對(duì)內(nèi)傾斜控釋注水漏斗塑件翹曲和體積問(wèn)題的影響,基于多因素試驗(yàn)方法,構(gòu)建了響應(yīng)面模型。緊接著利用重新產(chǎn)生采樣點(diǎn)方法驗(yàn)證了模型精度,并運(yùn)用遺傳算法對(duì)模型實(shí)施優(yōu)化搜索,最后對(duì)尋優(yōu)結(jié)果完成分析。其中,翹曲變形和體積收縮分別經(jīng)過(guò)67和54次迭代后方可獲得最佳尋優(yōu)值,分別為0.108 9 mm、1.42%。此時(shí)對(duì)應(yīng)的參數(shù)組合順序?yàn)椋鹤⑸鋾r(shí)間4.9 s、冷卻時(shí)間68 s、注射溫度190 °C、保壓時(shí)間5 s、保壓壓力57 MPa、模具溫度80 °C、注射壓力100 MPa。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
