煤礦機(jī)械工件機(jī)器人焊接設(shè)備研究
2021-06-03 02:29:58祝燕李聰山東礦機(jī)華能裝備制造有限公司
環(huán)球市場 2021年15期
祝燕 李聰 山東礦機(jī)華能裝備制造有限公司
由于手工焊接設(shè)備簡單、操作靈活、適用面廣,在工業(yè)領(lǐng)域里占用非常重要的位置。進(jìn)入21世紀(jì),我國制造業(yè)的高速發(fā)展,工業(yè)逐步向智能化方向發(fā)展,這時(shí)手工焊接呈現(xiàn)出來的生產(chǎn)效率低、工作環(huán)境差、勞動(dòng)強(qiáng)度高,而且不適宜焊接鋁、鈦等活潑金屬、難溶金屬及低熔點(diǎn)金屬等缺點(diǎn)。手工焊接的職業(yè)危害性很強(qiáng),例如電焊弧光會(huì)對眼睛和皮膚造成了傷害,長期從事手工焊接作業(yè)可發(fā)生職業(yè)性白內(nèi)障,視網(wǎng)膜損傷,甚至眼晶狀體混濁等。電焊過程中還會(huì)產(chǎn)生很多有害物質(zhì),容易產(chǎn)生焊工塵肺、金屬熱和錳中毒等。手工焊接是一種有害的作業(yè)工種,電焊工塵肺也已納入我國法定職業(yè)病目錄中。焊接自動(dòng)化裝備將手工操作升級為自動(dòng)化機(jī)械操作,操作工人可在焊接過程中盡量多的避開操作現(xiàn)場,移動(dòng)煙塵凈化器也能夠最大程度避免上述職業(yè)病的發(fā)生,同時(shí)工人勞動(dòng)強(qiáng)度也得到了極大降低。
自動(dòng)化焊接設(shè)備根據(jù)工件產(chǎn)品結(jié)構(gòu)、產(chǎn)品特點(diǎn)、焊接工藝等情況進(jìn)行市場調(diào)研及相關(guān)資料匯集,綜合分析制定機(jī)器人焊接工藝,并結(jié)合已有的機(jī)器人自動(dòng)化焊接設(shè)備進(jìn)行頂梁機(jī)器人焊接實(shí)驗(yàn),現(xiàn)可以根據(jù)所焊工件的實(shí)際需求細(xì)化為頂梁機(jī)器人焊接設(shè)備、底座機(jī)器人焊接焊接、連桿機(jī)器人焊接、推桿機(jī)器人焊接、中部槽機(jī)器人焊接設(shè)備等。
技術(shù)中心由焊接變位機(jī)、三軸坐標(biāo)桁架、六軸焊接機(jī)器人、控制系統(tǒng)、焊接系統(tǒng)、移動(dòng)煙塵凈化系統(tǒng)六部分組成自動(dòng)化工作站。將待焊接煤礦用液壓支架結(jié)構(gòu)件在焊接變位機(jī)、三軸坐標(biāo)桁架、六軸焊接機(jī)器人的共同作用下,通過在焊接變位機(jī)平臺(tái)上人工定位裝夾煤礦用液壓支架結(jié)構(gòu)件,完成煤礦用液壓支架結(jié)構(gòu)件橫焊縫、豎焊縫、圓弧焊縫、坡口焊縫的多層多道焊縫的自動(dòng)化焊接工作。
焊接變位機(jī)由兩個(gè)旋轉(zhuǎn)支撐座、一個(gè)焊接平臺(tái)組成,伺服電機(jī)與減速機(jī)驅(qū)動(dòng)小齒輪帶動(dòng)支撐座上旋轉(zhuǎn)支撐軸承轉(zhuǎn)動(dòng),使焊接平臺(tái)繞支撐座做旋轉(zhuǎn)運(yùn)動(dòng),焊接平臺(tái)上布置工件定位塊及人工裝夾工具。焊接變位機(jī)焊接平臺(tái)能夠適用不同的產(chǎn)品進(jìn)行定位、裝夾。
三軸坐標(biāo)桁架由X軸、Y軸、Z軸組成,三軸坐標(biāo)桁架為齒輪齒條傳動(dòng),三軸坐標(biāo)桁架導(dǎo)軌為直線導(dǎo)軌,驅(qū)動(dòng)方式為伺服電機(jī)與精密行星減速機(jī),六軸焊接機(jī)器人倒掛在三軸坐標(biāo)桁架Z軸上。六軸焊接機(jī)器人具有電弧跟蹤、焊縫尋位、多層多道功能。
控制系統(tǒng)為機(jī)器人控制系統(tǒng),三軸桁架、焊接變位機(jī)與六軸焊接機(jī)器人集成控制,整套系統(tǒng)十軸聯(lián)動(dòng),整體可通過機(jī)器人示教器示教編程。焊接前可將三維模型導(dǎo)入離線編程軟件,軟件自動(dòng)分析所有焊縫,設(shè)定機(jī)器人運(yùn)動(dòng)過程的姿勢及焊接參數(shù),系統(tǒng)自動(dòng)生成機(jī)器人所需整個(gè)焊接程序,經(jīng)人工優(yōu)化后導(dǎo)入焊接系統(tǒng)。其控制系統(tǒng)應(yīng)用計(jì)算機(jī)軟件離線編程,成熟的煤礦機(jī)械多層多道焊接數(shù)據(jù)包和坡口焊縫數(shù)據(jù)以及角焊縫數(shù)據(jù)等數(shù)據(jù)庫的建立,調(diào)用方便快捷,編程時(shí)間短,特別適合品種型號(hào)多、批量少的產(chǎn)品。程序經(jīng)首件驗(yàn)證后可復(fù)制拷貝到多臺(tái)機(jī)器人焊接設(shè)備使用。配置了重載變位機(jī)系統(tǒng),有效提高工件機(jī)器人焊接率30%。
焊接設(shè)備采用直流短弧焊,可與機(jī)器人配合使用,提高焊接速度,減小焊接飛濺。采用手工焊接工藝的制造過程中,人工控制焊接過程是要有良好的可焊性、焊件加熱的溫度和合適的焊接時(shí)間都要有很好的掌控,稍有不當(dāng)就可能會(huì)導(dǎo)致焊縫成型不好,容易在焊接部位造成焊件缺陷。這就對焊接工人在焊接工件時(shí)提出了較高的要求,焊接工人需要相當(dāng)長的時(shí)間來積累經(jīng)驗(yàn)才能保證焊接工件成品有較好的準(zhǔn)確性和穩(wěn)定性。但是采用自動(dòng)化焊接工藝的過程中,焊縫成型好、填充熔覆率高可以保證工藝參數(shù)的準(zhǔn)確性和穩(wěn)定性。
由于焊接面技術(shù)要求是立焊、填充量大,例如之前連桿主筋鐵板在沒有聯(lián)動(dòng)變位機(jī)的情況下都需要七次或八次橫焊,而現(xiàn)在連桿焊接系統(tǒng)基于變位機(jī)二軸旋轉(zhuǎn)和焊接機(jī)器人聯(lián)動(dòng)的功能只需要三道即可;連桿蓋板正反面直線和圓弧需變換位置的連接處比以往至少少四十個(gè)焊接接口,焊接效率提高了1倍以上。拼點(diǎn)工序可對工件一次拼裝,無須多次在焊接和拼點(diǎn)工序反復(fù)周轉(zhuǎn)工件,后續(xù)蓋板焊接工序可輕松放置和焊接,并且無須人工翻轉(zhuǎn)就可實(shí)現(xiàn)對工件(七軸焊接范圍0-90度,八軸焊接范圍360度)的全方位焊接,焊接量可達(dá)95%以上。焊縫以12、14、16、18多層多道角焊縫坡口焊縫為主;完成了圓弧焊縫、橫焊縫、縱焊縫的機(jī)器人焊接,無須中途調(diào)轉(zhuǎn)工件;機(jī)器人焊接一次成型,焊縫美觀,無須人工打磨。
移動(dòng)煙塵凈化系統(tǒng)跟隨機(jī)器人焊槍運(yùn)動(dòng),焊接產(chǎn)生的煙霧能有效得到凈化。
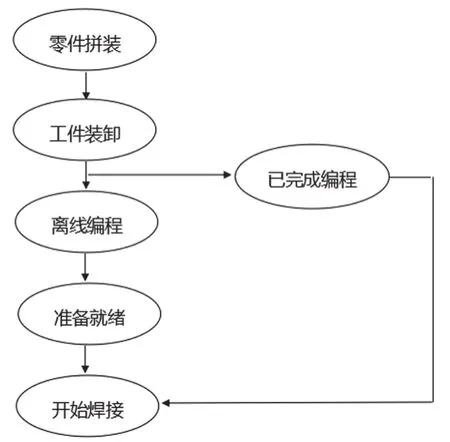
工藝流程圖
自動(dòng)化焊接設(shè)備是對傳統(tǒng)生產(chǎn)方式的重新賦能。可以通過焊接自動(dòng)化裝備與自動(dòng)傳輸系統(tǒng)、自動(dòng)化檢測等其他系統(tǒng)的配套組成自動(dòng)化生產(chǎn)線,實(shí)現(xiàn)產(chǎn)品的自動(dòng)化連續(xù)生產(chǎn)焊接,能夠極大改善生產(chǎn)車間內(nèi)的整體環(huán)境狀況。該系統(tǒng)應(yīng)用新科技實(shí)現(xiàn)了計(jì)算機(jī)離線編程,機(jī)器人焊接數(shù)字化控制,具有低飛濺大熔深、工件焊接變形小、焊接效率高、質(zhì)量穩(wěn)定等優(yōu)點(diǎn);配備柔性裝夾,可實(shí)現(xiàn)多種型號(hào)工件的裝夾。系統(tǒng)運(yùn)行后可大大降低工人的勞動(dòng)強(qiáng)度,提高煤礦機(jī)械制造業(yè)工件結(jié)構(gòu)件自動(dòng)化水平。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45