2250熱軋粗軋萬向軸的激光熔覆修復研究
2021-05-28 18:47:09馮映科
內燃機與配件 2021年8期
關鍵詞:修復
馮映科



摘要:2250熱軋粗軋萬向軸是軋線的關鍵設備之一,然而長期處于高負荷、重載荷的環境中運行,易造成萬向軸的叉頭部位磨損過大。目前針對叉頭磨損過大的情況,主要通過更換新的萬向軸來解決問題,造成生產成本的增加。由于激光熔覆材質更加耐磨,通過激光熔覆方式,恢復萬向軸叉頭原有孔位尺寸補償,延長原有萬向軸的使用壽命,提高設備的使用率,降低生產成本,增加企業的生產效益。因此,該修復方法具有可行性。
關鍵詞:萬向軸;激光熔覆;修復;生產效益
中圖分類號:TG333.17? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)08-0100-02
0? 引言
冶金設備價格昂貴,且經使用一定周期后,零部件磨損,部分功能失效,若更換新的零部件,采購時間長,且成本高。可通過綠色再制造的修復,恢復原有設備的功能,降低設備的使用成本,提高企業的競爭能力,實現綠色循環發展的必由之路之一[1]。
萬向軸作為寶鋼2250熱軋線粗軋的主要傳動設備,在熱軋生產線的緊湊布局中實現不在同一軸線上且兩軸線較大夾角下情況下動力傳輸。
粗軋的附近都是高溫高濕的環境,萬向軸負載較大。由于以上因素的影響,容易造成萬向軸的叉頭磨損過大,從而造成萬向軸在工作過程打滑、振動等現象。張博等人針對萬向軸叉頭微量磨損情況提出有效的解決方法[2],其方法不適用在修復磨損量過大的萬向軸,目前只能采用新制萬向軸來替換,從而增加企業的生產成本。在整根萬向軸的制造過程中,叉頭的成本占其比例不超過15%,因此,通過修復叉頭部位,更換新的十字包與其配對,重新投入生產,修復成本低,修復后的叉頭耐磨性更好,符合國家節能減排的政策,綠色環保。
激光熔覆的表面具有良好冶金結合,并且稀釋母體成份低及變形量小。激光熔覆常作為冶金設備再制造修復的一種途徑之一[3]。董澤軍等人成功利用激光熔覆對軌梁廠的軋機牌坊進行修復,取得良好的成效[4]。韓晨陽等人對不銹鋼冷軋輥表面利用Ni60自熔性合金粉激光熔覆,分析激光熔覆各參數的影響,利用最佳的參數組合獲得最優的修復效果[5]。詹臺凡亮等人以不同鐵基粉末作為打底層、過渡層和工作層,對42CrMo材質的扁頭套工作表面進行熔覆,結果表明熔覆層良好,扁頭套的修復質量得到保證,有效提高扁頭套使用壽命[6]。裘偉峰等人通過激光熔覆在層流冷卻輥表面來提高輥子的使用壽命周期,兩年以上的使用壽命達到進口件的使用時間指標[7]。
因此,本文利用激光熔覆的方法修復萬向軸叉頭,從綠色制造角度出發,闡述其修復的必要性。
1? 萬向軸叉頭修復試驗材料選用
萬向軸叉頭的材質是用合金結構鋼34CrNi3Mo鍛造的,利用熱處理工藝手段提高叉頭的機械使用性能。其材料的化學成分為C:0.3%至0.36%、Mn:0.05%至0.8%、Si:0.3%至0.6%、Cr:0.9%至1.2%、Ni:1.5%至1.8%、Mo:0.35%至0.5%、P≤0.015%、S≤0.007%。由此可知,叉頭的材質具有可焊性差和對裂紋敏感指數高的特點。
如圖1所示,萬向軸的叉頭使用過后尺寸磨損嚴重,單邊磨損量出現大于1mm以上,磨損表面出現大大小的坑洼,必須恢復原有叉頭的形位尺寸方可恢復萬向軸的使用功能。
2? 萬向軸修復工藝流程
萬向軸的修復工藝:先對萬向軸的叉頭部分進行拆解和清洗,接著磁粉探傷整個叉頭部位,鏜削修復部位疲勞層,然后激光熔覆,并鏜叉頭內孔,最后修復后探傷。
2.1 拆解和清洗萬向軸的叉頭
萬向軸為SWP類型萬向軸,因此先拆卸萬向軸叉頭上的螺栓,然后將法蘭側的叉頭分離,再分離十字包,最后將所有配件均解體完成。叉頭本體上遺留較多的干油,需要進行清洗干凈后方可進入探傷。
2.2 探傷萬向軸的叉頭
萬向軸的叉頭是萬向軸受力的核心部位之一,運行中反復受到較大的交變載荷,經使用一段時間后在叉頭的表面容易產生裂紋源。為了保證修復后的叉頭可靠性,對其叉頭部位采用磁粉探傷,并按照JB/T5000.15-2007標準執行。
2.3 鏜削萬向軸的叉頭
針對萬向軸叉頭磨損的部位進行鏜削,祛除表面磨損層和疲勞層,顯現出母材本體的金屬光澤,為了保證熔覆質量,母體的光潔度在一定粗糙度范圍。
2.4 激光熔覆萬向軸的叉頭
由于叉頭的材質具有可焊性差和對裂紋敏感指數高的特點,因此采用鐵基牌號603作為本次激光熔覆的粉末。由于鐵基材料具有良好的熔覆性,因此采用一種材質多層熔覆到位,保證一定的機械加工余量即可。其激光熔覆的粉末化學成份為C:0.07%、Mo:2%至2.5%、Ni:32%至36%、Cr:18%至22%、Si:0.9%至1.3%、B:0.7%至1.3%、Nb:0.8%至1.2%。
本次萬向軸修復的激光熔覆設備功率為3kW;采用純度大于99.99%的氬氣為保護氣體,流量為13-25L/min;送粉量為5-7g/min,熔覆槍頭移動的速度為1100-1200mm/min。激光熔覆前將粉末烘烤干燥,叉頭本體采用氧乙炔進行加熱,并且防止過燒,叉頭預熱的溫度為130-150℃。為防止熔覆的缺陷出現,采用多層熔覆時保證層間溫度為170℃左右。叉頭激光熔覆操作如圖2所示。
2.5 鏜削萬向軸的叉頭
十字包軸承外圓與叉頭的過盈量≤0.05mm,能保證萬向軸運行平穩及壽命長的優點[2],將檢測十字包軸承外圓尺寸,配鏜削叉頭的尺寸。先將叉頭用M20螺栓緊固,采用定力矩扳手三次緊固,保證叉頭緊固的可靠性。接著半精鏜和精鏜叉頭內孔,保證主軸中心與叉頭孔位跳動≤0.02mm。
2.6 修復后探傷萬向軸的叉頭
因該萬向軸的工作轉速低于500r/min,因此不需要做動平衡,按照JB/T5000.15-2007做無損探傷即可。
3? 萬向軸叉頭修復的效果分析
經修復后的萬向軸與新制件有明顯的區別,本文主要從激光熔覆宏觀的效果、硬度和使用的經濟價值方面進行分析,對激光熔覆萬向軸叉頭的可行性做詳細的分析。
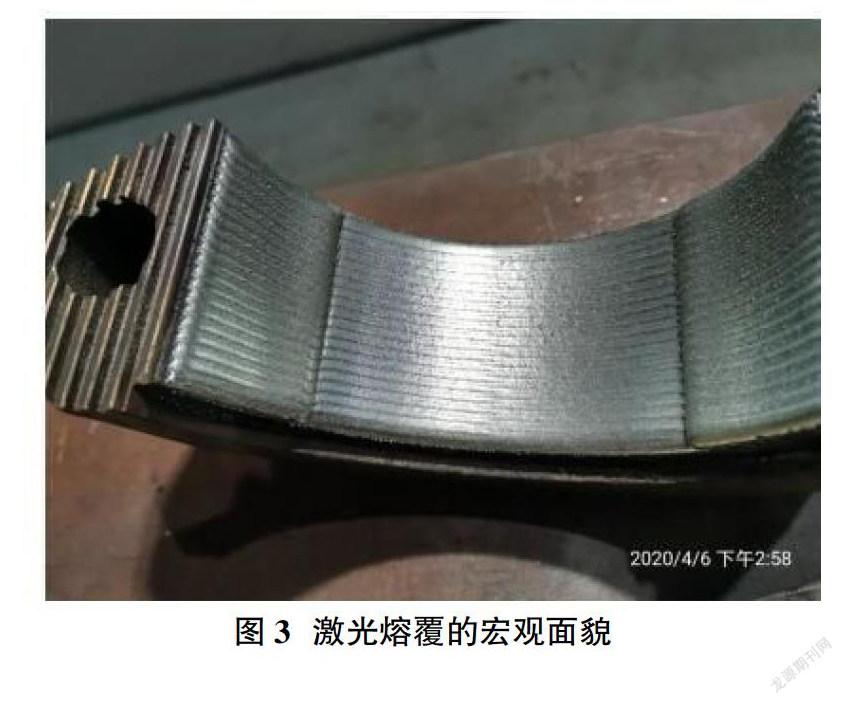
3.1 萬向軸叉頭內孔激光熔覆宏觀分析
如圖3所示,經過激光熔覆2層熔覆的效果圖。從宏觀上觀察,激光增材層成形較為良好的表面,熔覆區域未出現孔洞、裂紋等外觀可視缺陷,熔覆的寬度較為穩定,每層激光增材層較為均勻。
激光熔覆后的激光增材層經鏜削表面,再進行磁粉探傷,無發現裂紋,說明熔覆的效果良好。
3.2 萬向軸叉頭激光增材層硬度分析
為進一步對激光熔覆后的硬度進行分析,萬向軸的激光增材層不同厚度做硬度分析,發現硬度均在32-34HRC范圍內。從硬度檢測結果可知,鐵基粉末激光熔覆的硬度較為穩定,取得良好的修復效果。
3.3 萬向軸修復的經濟效益分析
萬向軸激光熔覆修復的周期7天,且修復的成本僅為新品的一半左右。因此,萬向軸在經濟效益的角度上占據了優勢。修復好的萬向軸在軋線上的使用壽命上與新品件等同。由此可見,通過激光熔覆修復好的萬向軸在性價比方面更占據優勢。圖4為修復好的萬向軸圖。
4? 結束語
2250熱軋粗軋萬向軸在叉頭磨損嚴重的情況下,通過激光熔覆的方式對叉頭內孔的形位尺寸進行補償,經過機械加工恢復原有的尺寸要求,并且保證萬向軸的叉頭內孔硬度符合圖紙要求。修復后的萬向軸使用壽命與新品一致,且在修復成品只占用新品價格的一半。在修復時間周期短和等同壽命上,證明激光熔覆修復萬向軸的可行性和價值性,也符合綠色制造的理念,為企業創造可觀的經濟效益。
參考文獻:
[1]劉建宏,王啟業.冶金設備再制造技術應用及分析[J].冶金設備,2021,2(1):47-50.
[2]張博,劉暢.寶鋼1580熱軋產線粗軋主傳動萬向軸的修復技術[J].冶金設備,2017,4(2):33-35.
[3]王凱弘,劉曉英.激光再制造技術及其應用發展研究[J].中國設備工程,2021,01(上):195-196.
[4]董澤軍,楊建鳴.利用激光熔覆技術修復軌梁廠軋機牌坊[J].包鋼科技,2020,46(6):46-50.
[5]韓晨陽,孫耀寧,王國建,等.不銹鋼冷軋輥激光表面修復工藝研究[J].應用激光,2020,4:598-604.
[6]澹臺凡亮,田洪芳,顧振杰,等.鋼廠扁頭套激光增材再制造工藝及實驗研究[J].熱噴涂技術,2018,10(4):80-86.
[7]裘偉峰,呂艷春.層流冷卻輥激光熔覆修復及再制造技術[J].中國設備工程,2021,04(上):181-182.
猜你喜歡
科技創新導報(2016年23期)2016-12-23 10:13:54
中小企業管理與科技·上旬刊(2016年11期)2016-11-28 21:08:46
資治文摘(2016年7期)2016-11-23 00:23:20
藝術科技(2016年9期)2016-11-18 16:42:09
數字技術與應用(2016年9期)2016-11-09 00:06:42
科技視界(2016年18期)2016-11-03 23:42:42
中國實用醫藥(2016年24期)2016-10-17 04:17:37
科學與財富(2016年28期)2016-10-14 23:22:54
科技視界(2016年20期)2016-09-29 13:12:16
中國科技博覽(2016年15期)2016-08-23 20:18:06
