微補償技術在曲軸軸向圓跳動控制中的應用
2021-05-28 07:40:02王佳偉朱平
金屬加工(冷加工) 2021年5期
王佳偉,朱平
中車資陽機車有限公司 四川資陽 641301
1 序言
某柴油機曲軸兩端結構如圖1所示,曲軸總長4570mm,成品質量2950kg。端面D要求對基準A和B全跳動0.04mm,端面C是在磨床上磨削加工,跳動為0.01mm,與端面D連接的是一個1000mm長的連接軸。端面D的跳動會影響裝配在端面D上的連接軸外圓的跳動,并直接影響發動機的輸出功率、整機動平衡和可靠性。
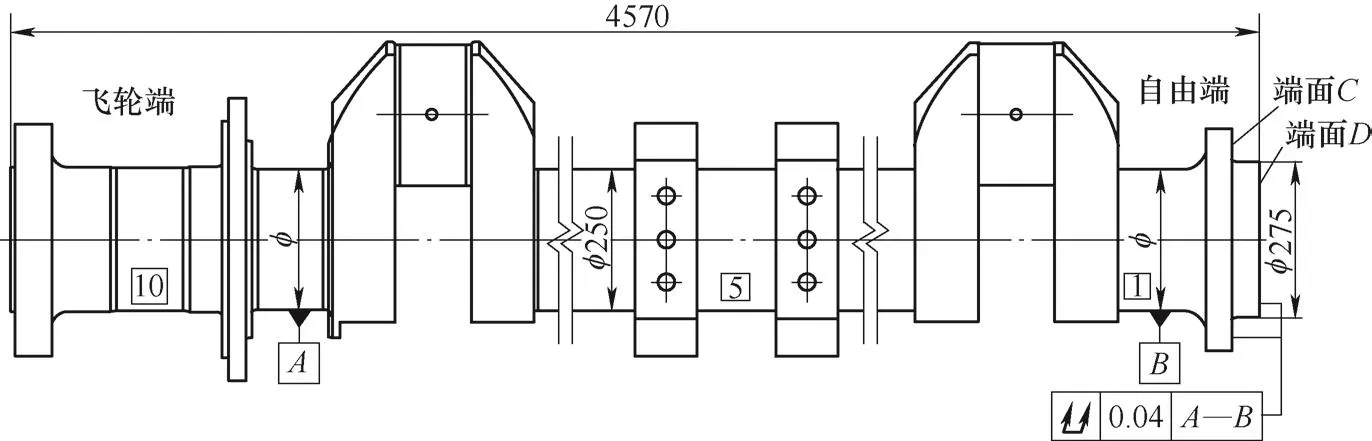
圖1 曲軸兩端結構
在試制過程中發現,端面D受到磨床行程限制,無法在磨床上磨削加工,改造磨床短時間內無法完成,并且改造成本較高。端面D在車床上加工時全跳動始終達不到圖樣設計要求。在車床上對圖中φ275mm外圓跳動和支撐中心架找正0.02mm,圖中端面C的跳動最好只能找正在0.06mm。端面D車削后跳動最好只能達到0.08mm,與圖樣要求的0.04mm相比超差一倍,且找正時間較長,無法滿足批量生產。
2 曲軸軸向圓跳動超差分析
端面D車削時超差的主要原因:①加工基準面C無法找正到0.02mm以內。②機床中心架數量較少,曲軸受到重力影響,在車削時出現撓度變形(見圖2),無法將曲軸中心軸線找正水平,曲軸端面D和曲軸旋轉中心線處于不垂直狀態。③只有兩個中心架,無法做到每個軸頸都支撐并把曲軸實際中心線找水平,而且每個軸頸都做支撐也不符合實際加工要求。由此可見,車床加工端面D時如果有足夠的中心架和找正時間,將曲軸實際中心軸線找正到理論中心軸線位置,就可以滿足圖樣精度要求,但不滿足實際生產制造節拍。為此需要探索新的端面加工方式。
曲軸軸向圓跳動超差,實際就是端面上存在高點和低點,高點與低點之間落差超過圖樣設計要求。要保證端面D的跳動要求,一是要找到端面上的高、低點,二是需要消除高點。因此可以通過逐層銑削端面的方式,以端面C為基準,端面D通過補償銑削高點的方式保證軸向圓跳動要求。
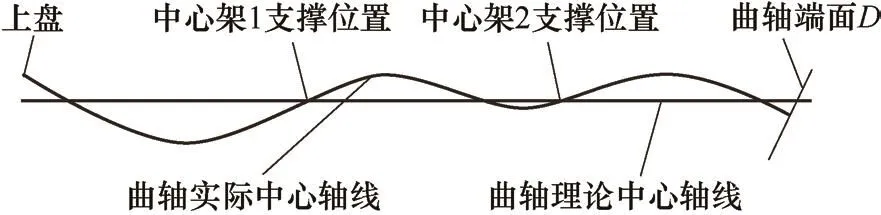
圖2 曲軸車削過程撓度變形示意
3 曲軸軸向圓跳動控制及微補償技術開發
3.1 端面銑削加工試驗
端面銑削數控加工設備:西班牙鏜銑加工中心;設備操作系統:SIEMENS 840D;裝夾定位方式:機床3個中心架分別支撐圖1中曲軸1、5、10主軸頸,中心架采用液壓夾緊。端面C和端面D上有孔系加工,為方便使用機床cycle循環,此處使用坐標系旋轉,將垂直于端面D的坐標軸設定為Z軸。
通過多次在鏜銑加工中心的銑削加工試驗發現,端面銑削高、低點的連線經過圓心,如圖3所示。連線HL一端為高點,一端為低點,其中β為任意角度,高點與低點的差值為0.04~0.20mm的隨機數值。
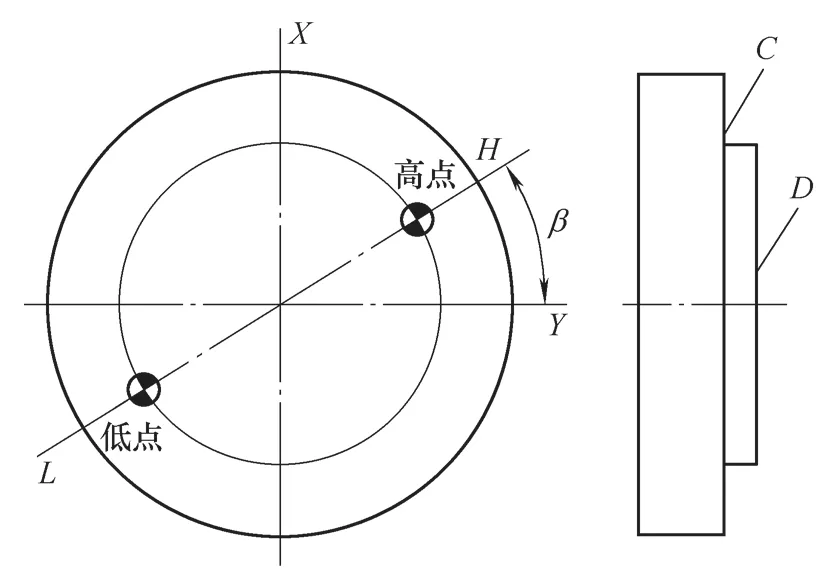
圖3 試驗加工時曲軸端面銑削結果示意
使用微補償高點消除法滿足軸向圓跳動要求,銑削時刀具每刀銑削寬度范圍內高、低點差值不能超過0.04mm。端面D最大外圓為275mm,試驗發現端面D銑削最大跳動值為0.2mm,為保證軸向圓跳動在0.04mm以內,需要將0.2mm跳動高點至少分為0.2/0.04=5段逐漸消除,將每段跳動控制在0.04mm以內。刀具最大直徑Dmax=275/5mm=55mm,考慮到D50mm銑刀為車間現有和常見刀具,最終選擇D50mm銑刀。
實際加工時,端面精銑分為兩步進行。第一步是尋找跳動高、低點。銑削時控制深度坐標軸不變,按照圖4中刀路M1、M2……M6進行銑削。銑削后使用深度游標卡尺測量端面C與D之間的高度差,測量P1、P2……P8共8個位置點(每45°一個測量點),測量值分別為H1、H2……H8,記錄并找出最大值和最小值。如測量發現P2點為最高點,數值為H2,則P6點為最低點,數值為H6。
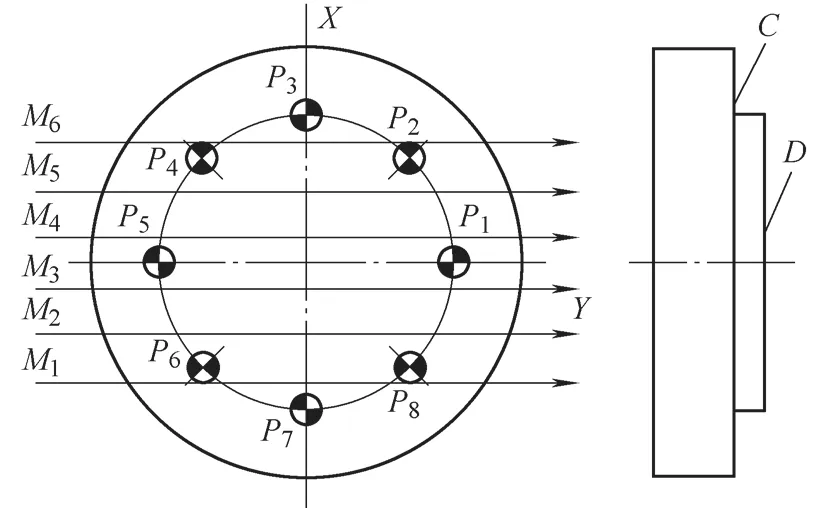
圖4 銑削刀路及測量位置示意
第二步是消除高點。銑削時將坐標系的一個坐標軸旋轉到高、低點連線方向,控制銑削深度沿坐標軸逐層變化,按照圖5中刀路M1、M2……M6進行銑削。M1刀路銑削時控制深度坐標軸Z=0,M2刀路控制銑削深度坐標Z=-(H2-H6)/5,M3刀路控制銑削深度坐標Z=-2(H2-H6)/5,以此類推,M6刀路控制銑削深度坐標Z=-(H2-H6)。

圖5 微補償時曲軸端面銑削示意
按照以上步驟,M1~M6每層刀路都將保證端面D與端面C之間的距離控制在相同值,并逐漸將P2處的高點消除,保證端面C與端面D之間的高度一致,從而保證端面D的跳動值。
試驗發現當修正數值比較小時(<0.08mm),也就是第一次銑削完軸向圓跳動比較小時,容易出現兩個高點或兩個低點,此種情況下可以任意選擇一個高點方向作為修正角度,微補償后都可以滿足圖樣要求。但如果需要加工更高精度要求的端面時,需要提高測量量具精度并排除測量誤差,找到高點和低點,具體操作和以上方法類似。
3.2 端面微補償銑削數控加工程序設計
在數控加工程序編制時,為保證程序的通用性,滿足所有隨機β角度方向的補償,在編制程序時引入坐標系旋轉(在之前鉆孔的坐標系旋轉之后,再次進行坐標系旋轉),并把坐標系旋轉值設定為變量R30,在主程序或R參數中通過修改變量值,達到修正銑削高點角度的目的。由于高點H與低點L之間的差值每次都是隨機變化的,所以在主程序中將H與L之間的差值設定為變量R2,滿足隨機高低差值的銑削補償。數控加工主程序如下。
;*** FINISH MILL PLANE *******
N10 G54
N20 M115
N30 T41 D1
N40 M6
N50 HEAD_C1(-180)
N60 HEAD_C2(90)
N70 TRANS X-48
N80 AROT Y-90
N90 M114
N100 G0 Z100
;First processing
N110 R1=275; 端面D外圓直徑
N120 R2=0 R30=0; 角度和高度差修正值,第一次銑削設定為0
N130 m0
N140 stopre
N150 FINISH_MILL_PLANE;銑削子程序
N160 M0; 測量記錄端面高低點差值及角度方向
;Second processing
N170 R2=0 R30=0
N180 M0; 程序運行到此處時,修改機床R參數表中的R2和R30參數
N190 stopre
N200 FINISH_MILL_PLANE; 銑削子程序
N210 trans
N220 M115
N230 M30
數控加工子程序內容如下。
;FINISH_MILL_PLANE; 子程序內容
N10 R10=2*$P_TOOLR-4; 排除刀片刀尖半徑,設定銑削時刀具有效直徑
N20 R11=trunc(R1/R10)
N30 if((R1/R10)>R11); 設定刀路銑削次數
N40 R12=R11+1
N50 else
N60 R12=R11
N70 Endif
N80 R13=R1/R12
N90 G0 Z100
N100 Y=0
N110 X=0
N120 G0 Z50
N130 M03 S700 M8
N140 R20=0; 銑削刀路計數器
N150 AROT Z=R30; 根據高低點角度修正端面銑削時坐標系旋轉角度
N160 _start_MILL:
N170 g1 Y=-sqrt(pot(R1/2+$P_TOOLR)-pot(R1/2-R13/2-R13*R20))-5 f2000
N180 X=R1/2-R13/2-R13*R20
N190 Z=0-(R2/(R12-1))*R20 F800; 修正銑削深度補償
N200 Y=sqrt(pot(R1/2+$P_TOOLR)-pot(R1/2-R13/2-R13*R20))+5 f200
N210 Z=5 F800
N220 R20=R20+1
N230 if(R20<R12)
N240 gotoB _start_MILL; 跳轉銑削下一層端面
N250 Endif
N260 AROT Z=-R30; 取消端面銑削時的坐標系角度旋轉
N270 G0 Z100 M05 M9
N270 M17
4 結束語
通過以上方法加工完成后,在臥式車床使用兩個百分表同時對端面D和端面C的相同角度位置進行跳動檢測。兩個百分表相同角度位置指針讀數變化在0.02mm以內,磨削表面C跳動在0.01mm以內,最終端面D跳動0.03mm,達到圖樣要求的全跳動0.04mm。本文所述微補償端面銑削加工方法,提出了一種新的加工精度控制理念,可以推廣應用到其他需要保證精度的類似部位的加工中。