柳鋼焊瓶鋼沖壓缺陷分析與工藝改進(jìn)
2021-05-27 07:34:46袁勤攀李義虎李宗強(qiáng)
四川冶金 2021年2期
關(guān)鍵詞:工藝
袁勤攀,李義虎,李宗強(qiáng)
(廣西柳州鋼鐵集團(tuán)有限公司,廣西 柳州 545002 )
焊接氣瓶生產(chǎn)主要工藝流程包括開(kāi)卷下料、沖壓拉伸成型、縮口、焊接、熱處理、拋丸、表面噴涂、氣密性檢驗(yàn)等。焊瓶鋼沖壓成型的變形量非常大,在沖壓拉延與縮口工序容易出現(xiàn)如圖1所示的沖壓缺陷。本文對(duì)柳鋼近年來(lái)生產(chǎn)的HP295焊瓶鋼典型的沖壓缺陷進(jìn)行分析,并提出具體改進(jìn)措施,實(shí)現(xiàn)焊瓶鋼沖壓缺陷率控制在用戶(hù)可接受的千分之五范圍內(nèi)。

(a)縮口開(kāi)裂 (b)壓延開(kāi)裂 (c)“黑線”缺陷圖1 沖壓缺陷宏觀形貌
1 產(chǎn)品介紹
柳鋼生產(chǎn)的HP295焊瓶鋼與國(guó)內(nèi)鋼廠的設(shè)計(jì)思路基本一致[1-2],降低硅、磷和硫含量提高鋼材的整體沖壓性能,適當(dāng)提高碳含量以獲得較低的屈強(qiáng)比,添加適中的錳以保證鋼材的強(qiáng)度強(qiáng)韌性,HP295內(nèi)控化學(xué)成分見(jiàn)表1。焊瓶鋼在柳鋼1450熱連軋生產(chǎn)線上生產(chǎn),重點(diǎn)控制成品的屈強(qiáng)比和延伸率,采用1200~1250 ℃的加熱溫度確保鋼坯均勻奧氏體化,精軋溫度和卷取溫度分別設(shè)計(jì)為880~920 ℃和620~660 ℃,以保證板形和鐵素體晶粒度適中,軋后進(jìn)行兩段冷卻以增加鐵素體的析出量,通過(guò)軟硬相的控制以獲得較低的屈強(qiáng)比和塑性,HP295的力學(xué)性能內(nèi)控見(jiàn)表2。
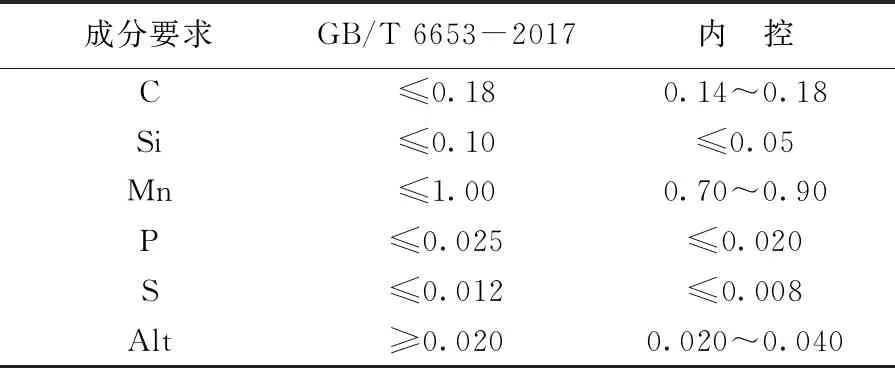
表1 化學(xué)成分標(biāo)準(zhǔn)及內(nèi)控(%)
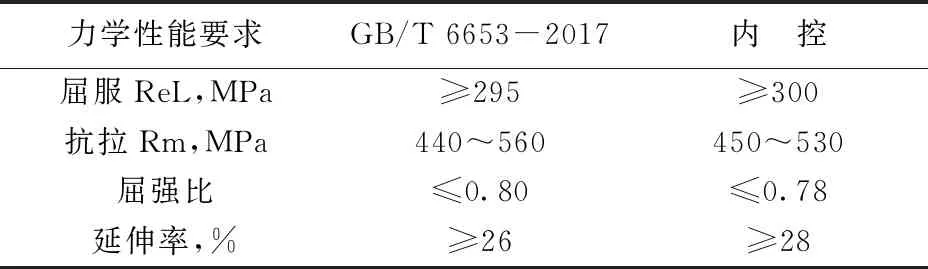
表2 力學(xué)性能標(biāo)準(zhǔn)及內(nèi)控
2 缺陷原因分析
2.1 縮口開(kāi)裂缺陷
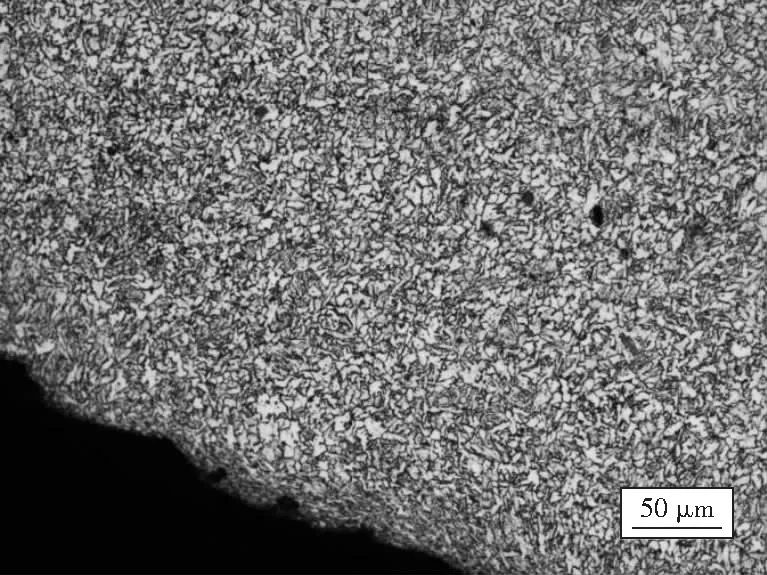
如圖1(a)所示,鋼板在沖壓過(guò)程未出現(xiàn)開(kāi)裂現(xiàn)象,但在縮口工序出現(xiàn)平行于沖壓方向的縱向開(kāi)裂現(xiàn)象。在開(kāi)裂區(qū)域取樣進(jìn)行微觀檢測(cè)發(fā)現(xiàn),鋼板存在少量長(zhǎng)度為72.5~156.2 μm的長(zhǎng)條狀硫化錳夾雜物,夾雜物方向與裂口方向一致,主要分布在板厚中心位置,夾雜物級(jí)別為1.0級(jí);組織為鐵素體、粒狀貝氏體和少量的珠光體,鐵素體晶粒度約11級(jí),中心帶狀組織達(dá)到2.5級(jí),縮口開(kāi)裂區(qū)域的微觀組織見(jiàn)圖2。沖壓和縮口過(guò)程,開(kāi)裂部位均存在冷變形后的加工硬化現(xiàn)象,當(dāng)鋼板存在稍嚴(yán)重的偏析以及少量硫化錳類(lèi)夾雜時(shí),受到三重因素影響,容易造成應(yīng)力集中,出現(xiàn)縮口開(kāi)裂。
2.2 壓延開(kāi)裂缺陷
如圖1(b)所示,部分鋼板壓延過(guò)程中,模具還未沖壓到底,沿周向便出現(xiàn)開(kāi)裂現(xiàn)象,開(kāi)裂鋼板多位于鋼卷頭尾部。通常該類(lèi)缺陷主要是夾雜物較多或屈強(qiáng)比偏高造成[3],但對(duì)多個(gè)缺陷鋼板以及母材進(jìn)行成分、生產(chǎn)工藝、力學(xué)性能、金相組織等方面的檢查,均未發(fā)現(xiàn)異常。現(xiàn)場(chǎng)檢查沖壓設(shè)備,模具間隙為3.1 mm,模具R角為13.5 mm,沖壓前對(duì)所有下料圓餅料貼膜處理,沖壓工藝無(wú)異常。檢查開(kāi)裂多的鋼卷整卷厚度曲線發(fā)現(xiàn),鋼卷中間位置厚度穩(wěn)定控制在2.88~2.92 mm;受到傳統(tǒng)熱連軋工藝的限制[4],如圖3所示,鋼卷尾部約15 m厚度偏厚,厚度達(dá)到3.0~3.1 mm。圓餅料沖壓是一個(gè)中間位置受到拉應(yīng)力而減薄,邊部受到壓應(yīng)力而增厚的過(guò)程[6],當(dāng)圓餅料原始厚度偏厚,會(huì)增大沖壓時(shí)的摩擦阻力,并降低材料的流動(dòng)性,容易產(chǎn)生壓延開(kāi)裂現(xiàn)象。
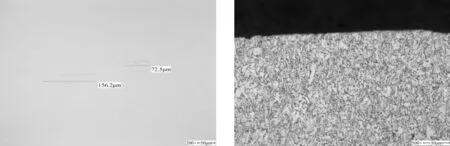
(a)夾雜物形貌 (b)缺陷部位邊部組織
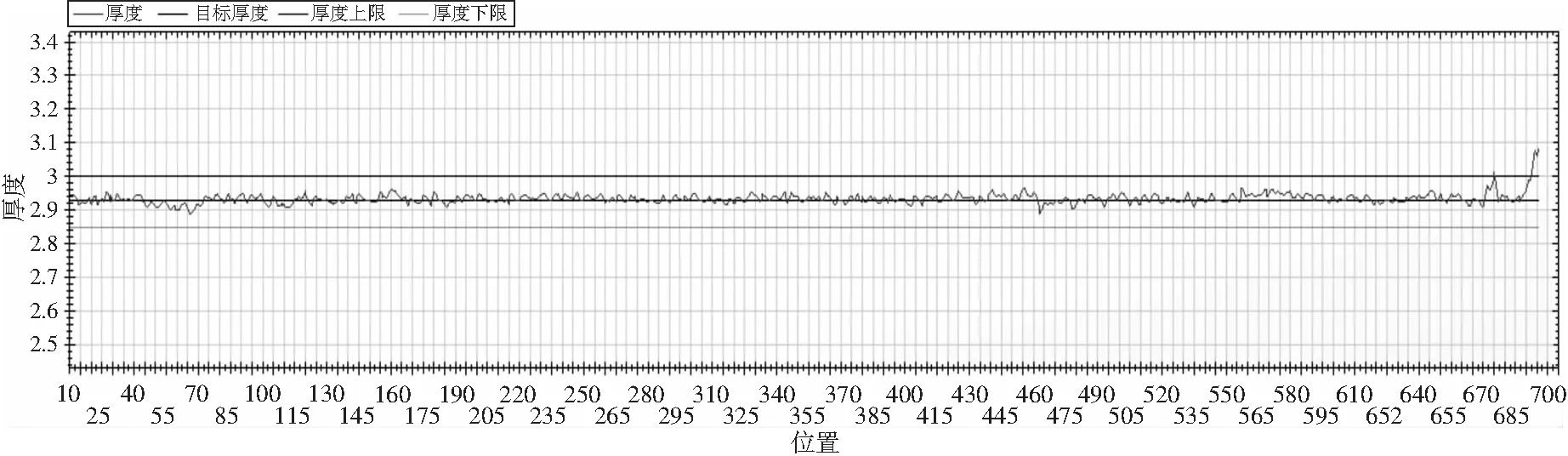
圖3 HP295厚度趨勢(shì)圖
2.3 沖壓“黑線”缺陷
如圖1(c)所示,“黑線”缺陷用手接觸有輕微觸感或觸感不明顯,形狀如月牙狀,容易與“月牙狀”隱裂混淆,部分氣瓶打砂噴漆后會(huì)有輕微的印記。在“黑線”缺陷區(qū)域取樣進(jìn)行微觀檢測(cè)發(fā)現(xiàn),黑線處組織無(wú)明顯異常;通過(guò)掃描電鏡檢測(cè),黑線處無(wú)異常成分,只是鐵含量較正常部位稍高,且缺陷部位在微觀狀態(tài)下呈現(xiàn)刮痕狀。見(jiàn)圖4綜合判斷,“黑線”實(shí)際上為鋼帶表面的機(jī)械刮傷,在沖壓變形后刮傷變成“月牙狀”,表面受到污染后呈黑色。
3 改進(jìn)措施及效果
針對(duì)以上問(wèn)題,特制定如下改進(jìn)措施:
1)鋼水純凈度改進(jìn)。將硫的內(nèi)控成分上限從0.008%降低至0.005%,精煉過(guò)程采用高堿度爐渣,嚴(yán)格控制吹氬時(shí)間和節(jié)奏,精煉結(jié)束后,保持一定的鋼包軟吹氬時(shí)間,以利于鋼中夾雜去除。
(a)金相分析
2)帶狀組織改進(jìn)。將碳的內(nèi)控成分范圍從0.14%~0.18%調(diào)整為0.12%~0.16%,以減輕碳偏析,鋼水過(guò)熱度嚴(yán)格控制在30 ℃以?xún)?nèi),軋鋼過(guò)程降低終軋溫度20 ℃。
3)頭尾厚度精度改進(jìn)。適當(dāng)增加中間坯頭尾切除長(zhǎng)度,鋼卷全長(zhǎng)嚴(yán)格按照厚度2.85~2.95 mm出廠,對(duì)超厚部分進(jìn)行切除。
4)鋼板表面劃痕改進(jìn)。在線檢儀表安裝在精軋機(jī)出口處,無(wú)法實(shí)現(xiàn)層流到卷取階段的劃傷監(jiān)控,因此每班對(duì)層流冷卻和卷取工序的通道進(jìn)行檢查,并增加開(kāi)卷抽查的頻次,杜絕鋼卷劃傷。
5)工藝改進(jìn)后,2020年1~10月,湖南某企業(yè)使用柳鋼HP295共計(jì)1.48萬(wàn)噸,“黑線”缺陷未發(fā)生,縮口開(kāi)裂和壓延開(kāi)裂的總?cè)毕萋士刂圃谟脩?hù)可以接收的千分之五以?xún)?nèi)。
4 結(jié)語(yǔ)
HP295焊瓶鋼加工使用過(guò)程工藝復(fù)雜,國(guó)內(nèi)各鋼廠在供應(yīng)焊瓶鋼過(guò)程中,均出現(xiàn)過(guò)壓延開(kāi)裂、縮口開(kāi)裂等質(zhì)量問(wèn)題[6],通常該類(lèi)缺陷與夾雜物超標(biāo)、屈強(qiáng)比偏高等密切相關(guān),但各鋼廠的工藝設(shè)計(jì)與裝備存在差異,外形相似的缺陷產(chǎn)生的機(jī)理也存在差異。因此,工藝技術(shù)人員需要結(jié)合缺陷宏觀特征與用戶(hù)加工工藝,通過(guò)開(kāi)展生產(chǎn)工藝參數(shù)的追溯以及化學(xué)成分、金相組織、力學(xué)性能的分析,最終才能鎖定缺陷產(chǎn)生的原因,并制定行之有效的改進(jìn)措施。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52