磁性復合流體仿貝殼拋光軌跡優化及誤差分析
2021-05-25 05:26:44彭濤
軟件導刊 2021年5期
彭 濤
(上海理工大學機械工程學院,上海 200093)
0 引言
從古至今,人類從未停止對自然界的探索,自然界的仿生原理推動著人類文明的發展與科技的進步[1-2]。隨著國內外學者對仿生材料研究的逐步深入,仿生材料在制造、醫療等行業已得到了廣泛應用,對于仿生材料的加工要求也越來越高。貝殼與其它仿生材料相比,產地較廣,且收集方便,研究人員已對其進行了大量研究[3]。仿貝殼角質層的仿生涂層具有耐磨性,同時又具有良好的耐水性,目前許多可降解材料雖然綠色環保,但耐水性較差,因此在材料表面涂一層仿貝殼的角質層,可在不改變綠色產品屬性的前提下擴大產品使用范圍[4]。貝殼由于其特殊的表面微結構,直接影響了其抗海洋污損性能,因此可將其應用于輪船及其它海洋設備上,以改善其防污性能。隨著對仿貝殼工件的加工與制造越來越普遍,高精度的仿貝殼工件加工技術也需要逐步完善。目前常見的拋光技術有化學拋光、磁流變拋光、離子束拋光、磁研磨拋光技術等。
20 世紀70 年代,前蘇聯研發了一種磁流變液(Magne?torheololgical fluid,MRF)在磁場作用下的拋光技術,磁流變液是由載液、高導磁低磁滯的磁性顆粒及添加劑所組成的。美國Rochester 大學利用磁流變技術對光學元件進行拋光,以去除零件表面材料[5];Kordonski 等[6]對石英材料的凸球面及光學元件進行磁流變拋光,獲得了理想的表面粗糙度及面型誤差。中科院長春光機所基于Preston 方程建立大口徑光學工件磁流變加工的駐留時間算法模型,在MRF160/MRF360 數控中心上通過去除函數測試驗證了模型的可靠性[7];尤偉偉[8]基于Preston 方程和非牛頓流體潤滑理論建立磁流變拋光材料去除數學模型,自主研制了一臺新型磁流變儀,用于測試磁流變拋光液的流變特性是否滿足拋光要求;阮承斌等[9]對磁流變液穩定性進行研究,針對在外加磁場、顆粒間相互作用及重力場作用下引起的拋光液沉淀問題采取的降低沉淀措施進行可行性分析,得出磁流變液具有高粘度、加工效率高以及抗沉淀穩定性較差的結論。21 世紀初,日本Shimada 等[10]在保留MRF 優點的基礎上,研發出用于超精密加工的磁性復合流體(Mag?netic Compound Fluid,MCF)。MCF 不僅保留了MRF 具有的優點,還改善了MRF 抗沉淀穩定性較差的缺點[11]。對零件進行MCF 拋光時,拋光軌跡的選擇尤為重要。傳統的軌跡規劃有直線光柵式和阿基米德螺旋線軌跡規劃,張林等[12]介紹了CCOS 的軌跡拋光方法,改善了用傳統方法拋光時表面產生的中、高頻誤差;潘日等[13]對氣囊進動機構運動進行建模,通過對氣囊自轉運動軸運動空間進行仿真,驗證了運動建模的合理性;Liu 等[14]介紹了拋光機原理,提出一種可以很好地改善中頻誤差的求解模型;梁奉興[15]、樊文剛等[16]主要介紹了刀位運動時的坐標換算;Guo等[17]、Miao 等[18]分別介紹了拋光過程中工藝參數對拋光效果的影響;李愛民[19]、Lin 等[20]闡述了計算機控制小工具拋光時使用的工藝參數及其拋光特性。
然而,上述研究還未涉及到MCF 拋光仿貝殼表面的運動軌跡規劃及優化。本文采用阿基米德螺旋式軌跡規劃對MCF 拋光仿貝殼進行仿真,并通過改變螺旋線螺距對阿基米德螺旋式軌跡進行優化,以降低加工表面時產生的弓高誤差,從而改善加工后的仿貝殼工件表面質量,為后續研究仿貝殼表面的防污性能起到指導作用。
1 拋光路徑規劃及仿真
1.1 拋光路徑規劃算法
用直線光柵式拋光軌跡對旋轉對稱的拋光區域進行拋光時,因為待拋光區的曲率變化較大,因此從一個拋光點移動到下一個拋光點時,拋光頭的姿態需要進行大幅調整,不利于保持相對穩定的拋光狀態,從而對拋光效率和拋光質量造成影響。當拋光區域為旋轉對稱時,用螺旋線式拋光軌跡可以均勻覆蓋拋光區域,而且拋光過程中拋光狀態相對穩定,因此本文推薦使用螺旋線式拋光軌跡。
為了對仿貝殼表面拋光進行研究,仿貝殼表面方程可表示為:

根據上述仿貝殼表面方程,采用螺旋式拋光軌跡進行路徑規劃。P0為拋光頭與工件表面接觸的任意點,在加工過程中根據拋光頭中心軸與接觸點P0法線之間的夾角(即進動角)始終相等的條件,可求出點P0(x0,y0,z0)關于工件表面的單位法矢量n→(h,i,j)。其中,有:
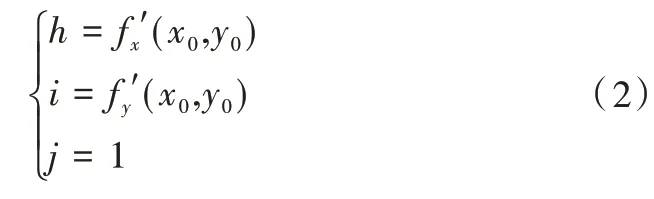
拋光頭加工中心如圖1 所示,根據接觸點P0、單位法矢量n→和加工坐標N(xn,yn,zn)三者之間的幾何關系可求出拋光頭加工中心坐標:

其中,r 為拋光頭半徑。
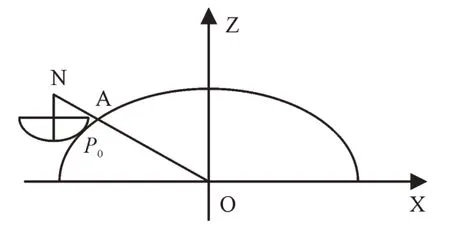
Fig.1 Polishing head machining center圖1 拋光頭加工中心
1.2 拋光路徑仿真
根據上述拋光路徑規劃算法,通過MATLAB 對拋光軌跡進行仿真,在仿真過程中設拋光頭的圓弧半徑為40,拋光頭面形參數為1/180。仿貝殼方程參數如表1 所示。
Table 1 Parameters of imitation shell and workpiece表1 仿貝殼及工件參數
拋光軌跡和拋光頭中心點軌跡仿真如圖2 所示。

Fig.2 Movement track of center of polishing head圖2 拋光頭中心運動軌跡
2 拋光路徑優化
2.1 阿基米德螺旋線分析
阿基米德螺旋線由于在MCF 拋光時無需換向、軌跡連續,相對于直線光柵式拋光軌跡穩定性較好,因此常用于加工回轉曲面零件。阿基米德螺旋線軌跡參數方程為:

式中,θ為極角,r0表示極角為0°時的極徑,k為阿基米德螺旋線系數。當k>0 時,k表示增量,ρ隨著θ增大而增大;當k<0 時,k表示減量,ρ隨著θ增大而減少。
采樣拋光接觸點如圖3 所示。

Fig.3 Sampling and polishing contact points圖3 采樣拋光接觸點
2.2 軌跡優化算法
根據上述研究,發現如果使用螺旋式拋光軌跡對工件進行MCF 拋光,越靠近工件頂部拋光接觸點越密集,越靠近底部拋光接觸點越稀疏。由于拋光接觸點疏密程度不同會造成拋光工件不均勻,影響零件表面加工精度。為解決上述問題,下文將介紹一種方法使得工件表面上的拋光接觸點均勻分布在加工表面上。
如圖4 所示,初始點P0與下一個接觸點P1之間的間距為b,為了使,可將拋光接觸點P0、P2看成是以點P1為圓心為半徑的圓上的兩點,將圓的方程與仿貝殼表面方程聯立可求出兩個交點,其中一個交點為P0,另一個交點就是求出的下一個拋光接觸點P2,依此類推工件上的所有拋光接觸點P3、P4、P5、P6…Pn。
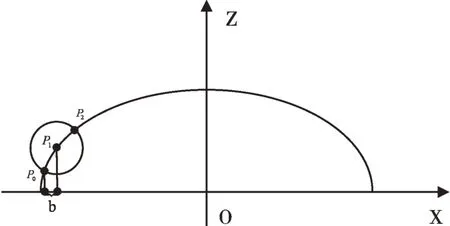
Fig.4 Calculation of the polished contact point圖4 拋光接觸點計算
由上述條件可求出該圓的方程為:

圓與方程f(x,z) 的交點為P2,拋光接觸點在工件表面上,所以方程可表示為:

首先,初始化P0、b,可通過仿貝殼表面方程計算得出點P1的坐標;然后,根據式(5)計算出圓的方程;接下來,將計算得出的方程(6)與式(1)進行聯立,可計算出P2的坐標,再以P2為圓心為半徑作圓與仿貝殼表面方程進行聯立,計算出點P3的坐標。以求出的交點坐標為圓心,將前后兩圓的圓心距離半徑與式(1)聯立便可求得所有拋光接觸點,且每條路徑下的拋光接觸點都是均勻分布的。
通過上述方法,可計算出所有路徑上的拋光接觸點,運用MATLAB 對優化后的拋光路徑進行仿真,如圖5 所示。

Fig.5 Optimal trajectory simulation圖5 優化軌跡仿真
通過仿真軌跡圖可看出螺旋線在邊緣處比起始處更加密集,如果采用螺旋式拋光軌跡進行MCF 拋光,由于工件邊緣處被拋到的部分較少,需要重新規劃路徑再次進行拋光,從而降低了工作效率和表面加工精度。優化后的拋光路徑解決了螺旋式拋光軌跡在進行MCF 拋光時工件底部區域較頂部區域拋光接觸點較少而造成拋光不均勻的問題,降低了零件表面的粗糙度,提高了零件表面加工精度。
3 加工誤差分析及仿真
3.1 加工誤差
弓高誤差是影響仿貝殼表面加工質量的重要因素之一[21]。如圖6 所示,對仿貝殼表面進行MCF 拋光時,拋光頭從接觸點P0加工到P1點,理想的走刀路徑為弧長,但實際的走刀路線是直線,即,因此會產生弓高誤差,點N到直線的距離可看作弓高誤差。
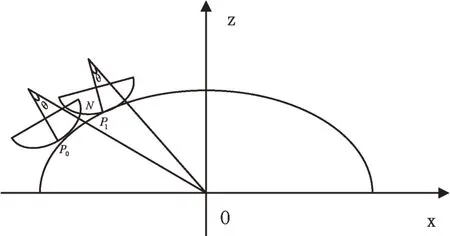
Fig.6 Machining error圖6 加工誤差
弓高誤差會影響零件加工精度,因此研究如何降低弓高誤差變得尤為重要。本文研究加工誤差時,假設每個拋光點上的拋光頭駐留時間相等,拋光頭對工件的去除輪廓形狀為拋物線,拋物線方程為:

當拋光頭從接觸點P0(x0,y0)加工到P1(x1,y1)點,設拋光頭轉過的角度為θ1,P1點上的拋物線方程與P0點上的拋物線方程關系為:

由上述關系式可得出轉至P1點上的拋物線方程,聯立兩方程可得出交點N(xN,yN)。
拋光頭從接觸點P0(x0,y0)加工到P1(x1,y1)點所產生的弓高誤差即為點N到線段P0P1的距離,記為d。

3.2 加工誤差仿真
根據上述加工誤差分析與計算,對仿貝殼表面進行MCF 拋光產生的弓高誤差進行仿真。在仿真模擬中,拋光頭部分的圓弧半徑為40mm,仿真模擬出的弓高誤差如圖7所示。
MATLAB 仿真結果表明,任意角度路徑上的弓高誤差都呈先減小后增大的趨勢。如圖7 所示,在相同角度下,圖7(b)相比圖7(a)的弓高誤差呈減少趨勢。仿貝殼工件在優化后的拋光軌跡下拋光更加均勻,表面加工質量更好。
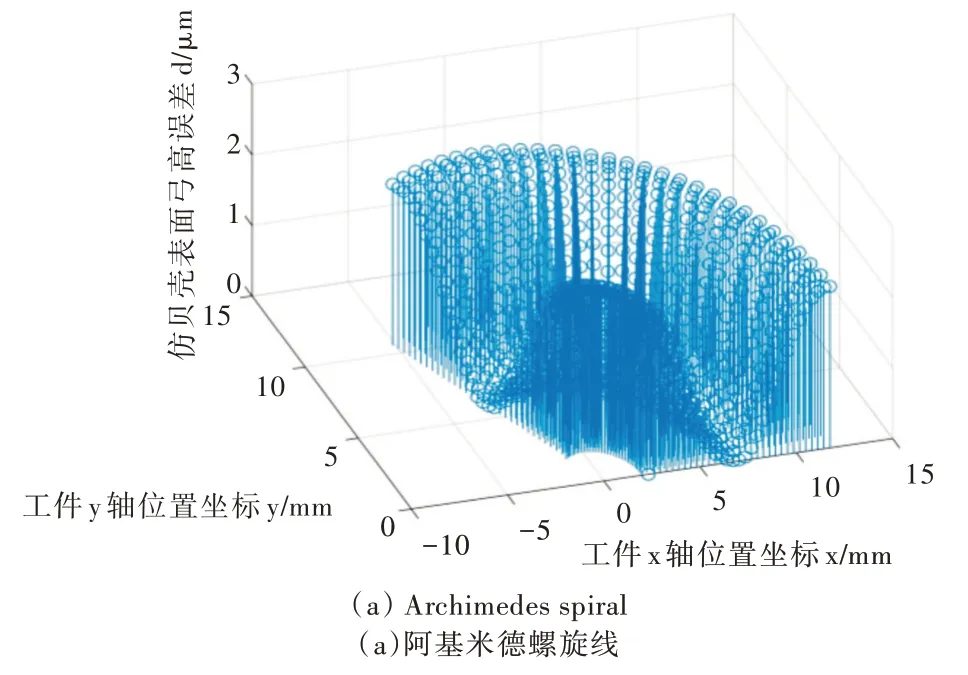

Fig.7 Arch height error distribution圖7 弓高誤差分布
圖8 為軌跡優化前后弓高誤差對比圖,軌跡優化后相比優化前的弓高誤差最大值從2.667μm 降低到1.841μm,弓高誤差的RMS 值從1.896μm 降低到0.885μm,PV 值從2.301μm 降低到1.562μm。采用該控制算法可使拋光接觸點均勻分布在工件表面,降低了弓高誤差,提高了表面加工精度。
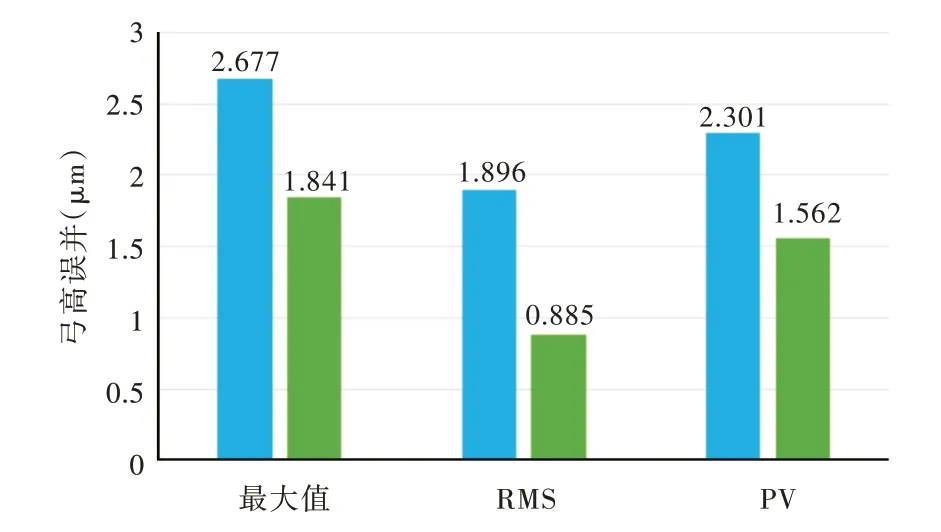
Fig.8 Comparison of bow height errors before and after trajectory optimization圖8 軌跡優化前后弓高誤差對比
4 結語
弓高誤差是影響仿貝殼表面加工質量的重要因素。在對仿貝殼工件進行拋光時不可避免地會產生弓高誤差,因此需要降低弓高誤差,以提高加工精度。針對螺旋線式拋光軌跡在進行MCF 拋光時工件底部區域相比頂部區域拋光接觸點較少造成拋光不均勻的問題,本文提出一種優化軌跡規劃算法,并建立誤差模型。通過對仿真結果的分析,結果表明,本文算法降低了弓高誤差,改善了仿貝殼表面加工精度。本研究為磁性復合流體拋光仿貝殼工藝試驗提供了理論依據,可降低拋光軌跡引起的弓高誤差,達到理想的加工精度。