薄壁工件銑削加工振動主動控制實驗研究*
2021-05-24 08:50:48楊建江何立東
機電工程 2021年5期
關鍵詞:振動
楊建江,何立東*,陳 釗,2,王 健
(1.北京化工大學 高端機械裝備健康監控與自愈化北京市重點實驗室,北京 100029;2.北京航天動力研究所,北京 100076)
0 引 言
由于重量輕、強度高等結構特點,薄壁工件已經在航空航天領域得到了廣泛應用[1]。但薄壁工件在銑削加工過程中,因材料不斷被去除,零件的剛性隨之下降,容易產生銑削振動,致使工件的表面質量降低,加工精度變差,甚至導致產品報廢[2,3]。
目前,銑削振動主要通過銑削參數的在線調整、刀具結構的優化設計、提高系統結構的剛度和阻尼等方法進行控制[4]。比如變速切削方法,改變齒距、螺旋角、鋸齒狀切削刃等刀具參數,或是使用特定工件夾具保證工件剛性等[5-7]。在這類振動控制方法下,機床、刀具的性能一般難以充分發揮,對加工效率有一定程度的影響[8]。
振動的主動控制是指被控對象在振動時,根據傳感器檢測到的振動信號,通過控制系統相應的算法進行實時計算,驅動作動器對被控對象施加一定影響,從而達到抑制或消除振動的目的[9]。這種“以動制動”的控制方法,很好地應對了被控振動系統參數的時變性造成的復雜振動情況,近年來已經在航空航天、機械加工、船舶等方面有了較為廣泛的應用[10,11]。基于振動主動控制方法具有自適應性強、減振效果明顯、減振頻帶寬等特點,將其合理應用于銑削加工的振動抑制中具有相當重要的意義。
本文將主動阻尼振動控制方法應用于銑削加工系統中,搭建銑削振動主動控制實驗臺,利用電磁作動器向銑削加工系統施加作動力,從而實現對銑削系統振動的主動控制;通過分別向加工工件和銑床主軸施加作動力,對比主動阻尼裝置對薄壁工件銑削振動的控制效果。
1 主動阻尼裝置原理
主動阻尼裝置采用了直接速度反饋(direct velocity feedback,DVF)控制算法。
該算法將由傳感器采集的被控對象的振動速度信號作為反饋控制量,經硬件電路處理,得到與被控對象振動速度信號成比例的控制信號,輸入至功率放大器,功率放大器驅動慣性作動器向被控對象輸出作動力,從而控制系統的振動。
主動阻尼裝置的控制系統原理圖如圖1所示。

圖1 主動阻尼裝置的控制系統原理圖
1.1 慣性作動器的動力學模型
慣性作動器的結構由主動質量塊、電磁線圈、剛性磁鐵基座、彈簧和阻尼組成。線圈與慣性質量組裝為整體,通過彈簧及阻尼元件與底座連接,永磁鐵固定在底座上。線圈通入交變電流后產生交變磁場,與作動器內永磁鐵產生的恒定磁場相互作用產生電磁力,慣性質量在電磁力的作用下產生振動,對底座產生反作用力,從而按照設定的控制規律向被控系統輸出作動力,控制系統振動。
該實驗所用的慣性作動器如圖2所示。

圖2 電磁式慣性作動器
慣性作動器的力學模型如圖3所示。

圖3 慣性作動器的力學模型
可將其簡化為電磁力作用下的單自由度系統受迫振動問題,則系統振動微分方程為:
(1)
式中:m—慣性質量;x—慣性質量的位移;k—彈簧剛度;c—阻尼;Fa—慣性質量受到的電磁力。
慣性作動器輸出給被控系統的作用力為:
(2)
式中:Fact—慣性作動器的輸出力。
所以,慣性質量受到的電磁力Fa與慣性作動器的輸出力Fact的傳遞函數為:
(3)
其中,慣性質量受到的電磁力Fa可表示為:
Fa=ga·Vin
(4)
式中:ga—作動器的輸出力常數;Vin—施加給通電線圈的控制電壓。
那么,可將慣性作動器的輸出力Fact與控制電壓Vin之間的傳遞函數表示為:
(5)
由此可以看出,在一定的頻率范圍內,在作動器規格參數一定的情況下,作動器輸出力Fact的大小由控制電壓Vin決定。
1.2 銑削振動控制中直接速度反饋控制原理
金屬的銑削過程即是在刀具和工件相互作用情況下形成切屑的過程。在這一過程中,始終存在著刀具切削工件和工件材料抵抗切削的抗力,這種抗力就是切削力。切削力會引起工件和刀具之間發生銑削振動,嚴重時引起系統失穩。
切削力的影響因素有刀具參數、切削參數以及工件材料等。當刀具材料為高速鋼時,其計算公式如下[12-14]:
(6)
式中:Fcutting—銑削力,N;Cp—工件材料及銑刀類型系數;ap—加工深度,mm;fz—每齒進給量,mm;D—銑刀直徑,mm;B銑削寬度,mm;z—銑刀齒數;Kp—考慮工件材料性能的修正系數。
由于銑床的顫振是一個具有動態特性的切削過程,銑床振動工件在外加控制力作用下的運動學方程為:
(7)

為保證良好的控制效果,本實驗所使用的主動阻尼裝置采用同位布置方法,即將傳感器與作動器安裝在同一位置,構成作動器到傳感器的最小相位系統。根據以往的研究可以證明,這種布局方式具有較大的穩定裕度。
在直接速度反饋控制下,作動器向系統施加作動力,則系統的運動微分方程變為:
(8)
式中:Fact—作動器向系統提供的作動力。
在采用直接速度反饋控制算法時,此時功率放大器輸出給作動器的控制電壓可表示為:
(9)

當作動器在線性頻帶內工作時,在控制電壓Vin作用下,作動器輸出給被控對象的作動力Fact可表示為:
(10)
將式(10)代入到式(8)可得:
(11)
與式(7)相比可以看出,當采用直接速度反饋控制算法時,作動器相當于對銑削系統施加了阻尼力,提高了銑削振動系統的阻尼,從而達到了控制系統振動的目的。
2 薄壁工件模態分析
筆者在ANSYS Workbench中建立工件的有限元模型;設置材料密度為7 800 kg/m3,彈性模量為210 GPa,泊松比為0.28;采用六面體網格對工件進行網格劃分;工件通過夾具固定在工作臺上,因此,此處對所有夾具與工件連接的位置采用固定約束。
設置完邊界條件,筆者對模型進行求解,計算得到薄壁工件的前五階固有頻率及模態振型。
薄壁工件的前五階固有頻率如表1所示。

表1 工件的前五階固有頻率
薄壁工件的二、三階模態振型如圖4所示。

圖4 薄壁工件的二、三階模態振型
由計算結果可知,隨著工件厚度的變化,其模態參數隨之發生變化。
在實際的銑削減重過程中,隨著工件材料不斷被去除,剛性隨之下降,其模態參數就會發生變化,更容易產生加工變形和切削振動,該結果與模態計算結果相吻合。
根據工件的二、三階模態振型可以看出:工件的模態節點處于工件靠近夾具處,在這附近安裝作動器則達不到主動減振效果;可以將作動器安裝在工件模態振型值較大的地方,即如圖6中所示的作動器安裝位置,這樣有利于作動器最大限度發揮作用,更有效地抑制工件的振動。
3 銑削振動主動控制實驗
3.1 實驗臺
筆者選用X8126立式銑床,搭建了銑削振動實驗臺。其中,銑刀為3刃直柄銑刀,直徑為16 mm,切削深度選定為2 mm。實驗用工件大小為300 mm×260 mm,厚度為4 mm,材料為Q235。工件通過夾具固定在工作臺上,加工時隨工作臺做進給運動,模擬不同主軸銑削轉速下,薄壁零件的銑削減重過程。
銑削振動實驗臺如圖5所示。

圖5 銑削振動實驗臺
3.2 作動器置于工件的實驗結果與分析
在此處的銑削加工實驗中,工件的振動以垂直于工件平面方向的振動為主,因此筆者采用主動阻尼裝置對該方向的振動實施具體的控制。
筆者通過對比施加控制前后工件在該方向上的振動加速度,來比較主動阻尼裝置對不同厚度工件銑削振動的控制效果。
筆者將慣性作動器安裝在工件上,如圖6所示。

圖6 慣性作動器安裝在工件上
為獲得最好的振動控制效果,經功率放大器多次調節,筆者將主動阻尼裝置的反饋增益系數gv設置為310 V/(m·s-1)。
在不同主軸轉速下,主動阻尼裝置施加控制前后工件的振動數據對比如圖7所示。

圖7 施加控制前后工件的振動加速度
主動阻尼裝置施加控制后,不同主軸轉速下工件的銑削振動均有明顯降低。例如,在主軸轉速215 r/min時,施加控制前工件銑削時的振動加速度為11.945 m/s2,施加控制后下降為7.11 m/s2,振動降幅為40.6%。
此處以主軸轉速215 r/min時的振動數據為例,從振動時域和頻域角度出發,來分析主動阻尼裝置對工件銑削振動的控制效果。
工件的振動時域波形及頻譜圖如圖8所示。

圖8 工件的振動時域波形及頻譜圖
由圖8可以看出:對于厚度為4 mm的加工試件,主動阻尼裝置可以有效地控制銑削過程中各頻率成分的振動,銑削時工件的振動主要集中在260 Hz~271 Hz范圍內;在該工件的二階固有頻率附近施加阻尼控制后,工件的振動明顯降低。
主軸轉速在215 r/min時,工件各頻率下的振動峰值如表2所示。
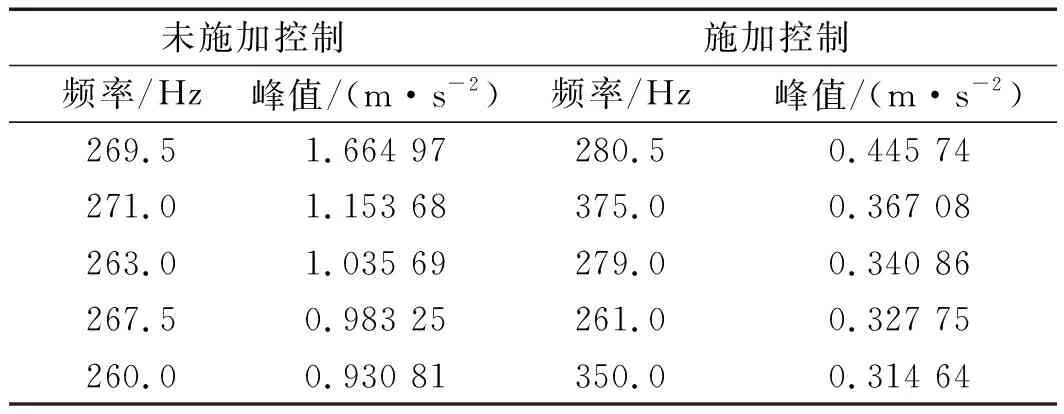
表2 主軸轉速215 r/min時工件各頻率下的振動峰值
結合表2可知:主動阻尼裝置作用頻率范圍較寬,具有良好的振動控制效果,能夠有效抑制工件銑削加工時的振動。
在測量工件加工平面的粗糙度時,為減小隨機誤差,筆者在加工表面選取3個不同測點,取其平均值作為測量結果。
施加主動阻尼控制前后,工件的表面粗糙度數據如表3所示。

表3 施加控制前后工件的表面粗糙度

(續表)
從表3可以看出:在不同銑床主軸轉速下,對工件施加主動控制后,工件的表面粗糙度均有所改善。
3.3 作動器置于銑床主軸的實驗結果與分析
將慣性作動器安裝在銑床主軸上,如圖9所示。

圖9 慣性作動器安裝在銑床主軸上
實驗中,各參數設置均與上節相同。由加速度傳感器測量工件的振動,探究將慣性作動器安裝在銑床主軸上時,主動阻尼裝置對工件振動的控制效果。
在銑床主軸上安裝慣性作動器時,反饋增益系數由功率放大器多次調節確定,設置為800 V·s/m,以獲得最佳的振動控制效果。
筆者依舊選用4 mm的工件進行實驗,對比不同主軸轉速下,主動阻尼裝置對順銑、逆銑兩次加工過程的振動控制效果。
施加主動阻尼控制前后,工件的振動數據如圖10所示。
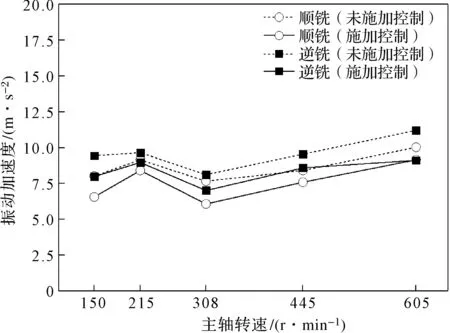
圖10 施加控制前后工件的振動數據
由圖10可看出:在銑床主軸上安裝慣性作動器時,主動阻尼裝置施加控制后,工件振動的降低并不明顯,降幅均在20%以下,最大降幅僅為19.7%。
對比作動器置于工件的實驗可以看出,將慣性作動器安裝在工件上時,主動阻尼裝置對工件銑削振動的控制效果更好。
3.4 作動器置于工件不同位置的實驗結果與分析
銑削過程中,刀具在工件上的銑削位置在不斷變化,所以工件的振動具有較強的時變特性。
因此,該實驗將前實驗所用的銑床改造成臥式銑床,搭建了新的薄壁工件銑削振動實驗臺,探究慣性作動器的安裝位置對工件銑削振動控制效果的影響。
薄壁工件銑削振動主動控制實驗平臺如圖11所示。

圖11 薄壁工件銑削振動主動控制實驗平臺
在該銑削實驗中,加工工件及銑刀參數均不變,在銑刀旁安裝電渦流傳感器。銑削過程中,傳感器與銑刀保持相對靜止,垂直于工件平面,可將其測量到的振動數據近似視為在銑削過程中刀具切削位置處的振動位移。
在實驗中,筆者設置了3種作動器的安裝方案,將慣性作動器分別安裝在工件左側、中間、右側,保持銑床主軸轉速、銑刀進給量等參數不變,探究慣性作動器在工件不同安裝位置時的銑削振動控制效果。
慣性作動器安裝在工件的不同位置如圖12所示。

圖12 慣性作動器安裝在工件的不同位置
主動阻尼裝置的反饋增益系數由功率放大器多次調節確定,設置為200 V·s/m,以獲得最佳的振動控制效果。
考慮到各組實驗中進給速度及銑削刀路始終保持一致,筆者將采集到的振動信號的時間軸重合,以查看其差異。
工件的振動位移峰值隨時間的變化曲線如圖13所示。

圖13 不同安裝方案時切削點的振動位移
在圖13的原始振動數據中,在切削開始和結束區域,由于銑刀未能與工件完全接觸,導致切削力變小,工件的振動較小;當銑刀運動到中間位置時,工件的切削振動最大。
由此可以看出:在工件左側安裝作動器,對銑刀在左側時的銑削振動控制效果較好,但對銑刀工作至中間和右側位置時的銑削振動控制效果一般;將作動器安裝在工件中間和右側時,銑削振動控制效果具有同樣的規律。
這說明在銑削過程中,作動器的安裝位置離銑刀切削位置越近,在振動大處提供給工件的阻尼力就越大,對銑削振動的控制效果就越好。
4 結束語
基于直接速度反饋控制算法,筆者將主動阻尼裝置應用于薄壁工件的銑削振動系統中,給被控系統施加作動力,相當于增加振動系統阻尼,從而抑制了薄壁工件銑削過程中的振動;并針對在銑削過程中薄壁工件振動狀態的時變性,對其進行了振動主動控制實驗。
實驗結果表明:
(1)將慣性作動器置于工件上時,主動阻尼裝置能夠有效控制其銑削加工振動,作用頻率范圍寬,且可有效改善工件加工精度;
(2)作動器置于工件上的減振效果優于置于銑床主軸,且作動器離銑刀切削位置越近,振動控制效果越好。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00