優化精梳梳理工藝,降低成紗棉結
2021-05-21 07:27:38董智勇肖際州劉允光
紡織器材 2021年2期
關鍵詞:質量
董智勇,肖際州,劉允光
(1.冠星紡織有限責任公司,山東 冠縣 252500;2.聊城允光精梳技術服務中心,山東 聊城 252000)
棉結控制是紡企日常工作的重點,隨著現代檢測技術的進步和應用,紡織界同仁研究發現從原料質量、環境溫濕度、梳理器材的配置及狀態到紡紗工藝,都對成紗棉結有重要的影響。
1 棉條棉結與成紗棉結的關系
1.1 烏斯特單纖維測試儀和條干測試儀的棉結檢測
纖維分離器和光電檢測部分,是烏斯特單纖維測試儀(USTER AFIS)檢測系統的核心。當纖維試樣在開松裝置中被開松成單根纖維后經過光電傳感器時,光電傳感器的脈沖發生器即將其轉換成電子信號并被計算機評價;一個傳感器用于評價單纖維和棉結,另外一個傳感器則測試雜質和微塵。
烏斯特條干測試儀(USTER TESTER)以平行金屬板組成的電容器測試條干,因其計數棉結分類不完善而只能區分細節、粗節和棉結,無法被電容式傳感器記錄的變化被記作棉結。該測試儀可測試+140%、+200%、+280%、+400%棉結,超過設定水平將被記為1個棉結,其相關參考長度為1 mm。
1.2 單纖維測試儀的合理應用
借助AFIS單纖維測試儀的工具可以對不同產地、不同軋棉場所產原棉進行檢測對比,也可檢測各工序單機臺棉結粒數和短纖維含量,方便查找弱環并整改。通常梳棉機對筵棉棉結的清除效率不小于75%,精梳機對生條棉結的清除效率不小于65%。制定各工序棉結指標控制圖,能有效監控設備除雜效果及半成品的棉結變化,既能確保成紗質量穩定又能降低維修成本。烏斯特公司統計從棉包到粗紗的棉結變化一般規律,如圖1所示。
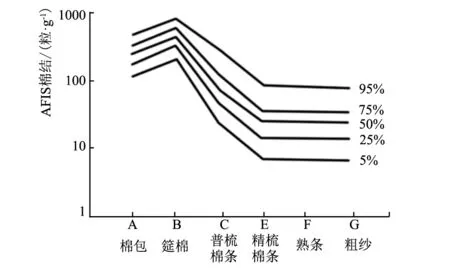
圖1 不同烏斯特條干水平下前紡各工序棉結變化一般規律
1.3 棉條棉結與成紗棉結的相關性
傳統理念認為成紗棉結數與生條棉結、精梳條棉結數呈正相關,即成紗棉結隨生條、精梳條棉結數增加而增大,然而大量的快速試紡測試結果并不與之相符。這是因為USTER AFIS單纖維測試儀是利用光學原理定義提供檢測的棉結數據(粒/g),而USTER TESTER條干測試儀是采用電容檢測技術系統測定成紗棉結(個/km),后者無法區分真正的棉結與雜質。因為兩者檢測棉結的原理、概念不同,無法形成對應的線性關系,所以生條、精梳條的棉結數與成紗棉結數并無必然聯系[1]。
1.4 精梳條與成紗的棉結對比試紡
用新疆長絨棉試紡集聚紡CJ 9.7 tex紗,其精梳條與成紗指標測試結果見表1。

表1 精梳條與成紗指標試紡結果
由表1可知,精梳條的棉結數與成紗的千米棉結數并不相關。如在更換新型精梳錫林的機臺與未更換的相鄰機臺比較,有時精梳條的AFIS檢測棉結數增幅較大、棉結尺寸減小,而成紗千米棉結數卻大幅降低。精梳落棉率與成紗質量指標也非簡單線性關系,在一定范圍內隨著精梳落棉率的增大、精梳條短絨率的降低,成紗質量改善幅度較大;但落棉率的增大幅度對成紗質量的影響也有臨界點,尤其是在高配棉及原棉質量較好的情況下更為顯著。綜上,精梳落棉率與精梳條棉結數的相關性不大,即使大幅度調整精梳落棉率對精梳條棉結數(粒/g)的影響也不大,而精梳落棉率卻與精梳條短絨率以及成紗常發性紗疵IPI值密切相關[2]。因此,當精梳條的棉結產生波動時調整精梳落棉率,進行校正的方法是錯誤的。
提高精梳條纖維的平行度、伸直度和分離度,能大幅減小后道各工序牽伸過程中產生棉結的可能性,使成紗棉結有效減少,這一觀點逐步得到紡織同行的認可。棉結大小可由USTER AFIS纖維測試儀精確檢測,而棉條的“三度”目前還沒有相關的檢測儀器可用。當原料出現較大變化或產品質量出現波動時,通常做成紗質量快速試紡,由成紗質量的試紡數據予以驗證。
2 降低成紗棉結的技術措施
2.1 優選高品質精梳器材是關鍵
成紗棉結增加或減少的關鍵在于精梳的梳理質量,核心在精梳錫林針布。精梳錫林針布應具有齒片硬度高且硬度分布均勻、耐磨性好、表面粗糙度Ra值小、鋒利度好、齒尖薄、穿透性強以及使用壽命長等優點[3],才能提高梳理纖維和梳解棉結的能力,尤其是對原料中的危害性細小疵點如死棉、白星、僵斑、軟籽表皮和索絲的去除十分有利。針布的梳理能力還與總齒密、前后區齒條密度的合理分配、齒型及齒面圓心角有直接關系,應合理增大錫林前、后區的針布齒密以發揮最大梳理效能,在有足夠容纖空間的前提下應盡可能多的增加總齒數;同時,結合產品定位、優選性價比高的其他精梳器材,對降低成紗棉結亦起關鍵性的作用[4]。
2.1.1 優選精梳錫林總齒數
用70%長絨棉+30%細絨棉試紡集聚紡CJ 11.7 tex紗,E65型精梳機車速為350 Nip/min、精梳落棉率為16.5%、精梳錫林的齒面圓心角為90°,選用不同總齒數精梳錫林針布的成紗質量見表2。

表2 不同總齒數精梳錫林針布的成紗質量
由表2可知:在容纖空間足夠時,適當增加錫林總齒數可提高棉結清除率,是控制精梳紗常發性紗疵IPI值、+140%和+200%成紗棉結的有效措施。
2.1.2 優選大齒面圓心角精梳錫林
用100%長絨棉試紡集聚紡CJ 8.3 tex紗,E62型精梳機車速為300 Nip/min、后退給棉,在精梳落棉率相同的條件下,不同齒面圓心角精梳錫林對成紗質量的影響見表3。

表3 不同齒面圓心角精梳錫林的成紗質量
由表3可知:提高精梳錫林梳理效果的關鍵技術措施是增大梳理面積,即采用大齒面圓心角或超大齒面圓心角錫林。這為進一步提高錫林總梳理點創造了較大空間[5],使精梳條纖維的單根化程度得到了較大提高,減少了后道工序在牽伸過程中棉結增加的概率。
2.1.3 前進給棉工藝的頂梳配置
在前進給棉工藝中,利用棉卷自清潔的作用可獲得卓越的成紗質量指標和最佳的原料利用率;該工藝中,頂梳梳理占據了主導地位[6]。頂梳對精梳落棉率的影響為50%~70%,并非傳統認為的頂梳只影響精梳落棉率的2個百分點~5個百分點。由于頂梳僅有一排針,梳理負荷較大,因此采用前進給棉工藝對頂梳齒片的質量要求極高,若頂梳梳理效能較差則會嚴重嵌花、充塞,導致精梳棉網清晰度不良、輸出棉網橫向切斷、破洞、破邊等問題[7]。在不嵌花的前提下,頂梳針(齒)密度越大、插入棉叢越早越深則對棉結的梳理作用也越強;同時分離牽伸過程中棉叢的自清潔作用增強。一般根據纖維線密度選擇頂梳密度(針/cm):細絨棉品種適用密度小些(如:30,32);長絨棉品種頂梳密度可大些(如:32,35,38)[8]。
2.2 精梳梳理工藝優化
2.2.1 精梳前進給棉工藝車速和小卷定量對成紗質量的影響
用100%細絨棉試紡集聚賽絡紡CJ 14.6 tex紗,HC500型精梳機前進給棉的長度為4.7 mm、精梳落棉率為15.4%;不同車速和小卷定量對成紗質量的影響見表4。

表4 不同車速和小卷定量對成紗質量的影響
由表4可知:采用前進給棉工藝時適當增加小卷定量、充分利用棉卷自清潔功能,可以有效清除棉卷內的棉結;提高車速則增加了分離鉗口內分離纖維的絕對速度、纖維分離時的摩擦力增大,使慢速纖維將快速纖維上附著的部分短絨、棉結和雜質截留下來的概率增大[9]、成紗棉結及常發性紗疵IPI值顯著降低,從而減少電清絡筒切紗數,提高下游工序品質和效率;這與傳統的“輕定量、慢車速”有利于降低棉結的理念已不相符。
2.2.2 精梳錫林齒面圓心角、給棉方式及棉卷定量對成紗質量的影響
用70%的長絨棉+30%的細絨棉試紡集聚紡CJ 5.2 tex紗,E65型精梳機不同精梳錫林齒面圓心角、給棉方式及棉卷定量的成紗質量對比見表5。
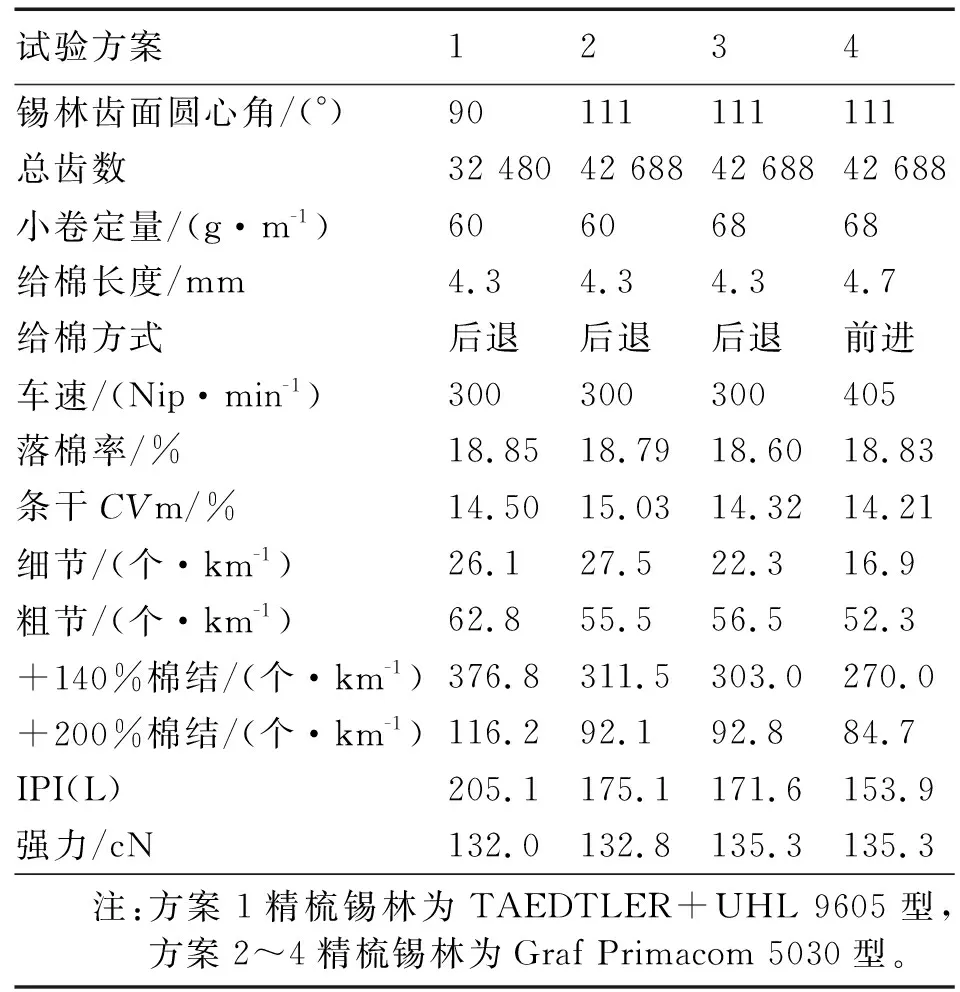
表5 不同精梳錫林齒面圓心角、給棉方式及棉卷定量對成紗質量的影響
由表5可知:精梳采用111°齒面圓心角錫林相比90°的大幅增加了總梳理點,有效提高了精梳機的梳理度,在相同車速下方案2比方案1的IPI值降低14.6%;方案4與方案1相比,在精梳機車速加大48%的情況下,成紗+200%棉結減少27.1%,IPI值降低24.96%。可見,在前進給棉工藝中,采用111°大齒面圓心角精梳錫林,配置4.7 mm的給棉長度,并適當提高車速,是精梳實現高效高產、優質、低耗的有效途徑[10]。
2.2.3 精梳機梳理區隔距對成紗質量的影響
早期的恒速精梳機各梳理區錫林隔距差異呈曲線動態變化,差異較大時不利于前區錫林針布對須叢的穿刺、開松及整理,也不利于后區錫林針布對須叢的梳理及細小結雜、短絨的排除[11];尤其是采用大定量棉卷工藝時,須叢不能完全被錫林針布齒尖插入而使部分須叢仍浮游在錫林針布表面,非常不利于纖維單根化程度的提高,導致精梳機的梳理效能降低。因此,應適當縮小并穩定錫林梳理區隔距,以使錫林梳理負荷更加均勻、梳理效果更好[12];梳理隔距變化區間減小,近似等隔距梳理,當最緊點隔距控制為0.20 mm~0.25 mm時,錫林針布齒尖完全刺透纖維須叢,梳理纖維和梳解棉結的能力大幅提高。為此,準確校正錫林梳理區隔距,最大限度地減小錫林梳理過程的隔距變化量,是提高成紗質量的一個重要途徑。實測某廠恒速梳理精梳機在不同分度下的梳理區隔距值,見表6。

表6 精梳機錫林不同分度的梳理區隔距統計
由表6可知:早期精梳機錫林梳理區的隔距偏大、眼間差異也較大,使其梳理效能大幅降低。經驗總結的精梳機錫林梳理區隔距校正標準,見表7。

表7 精梳機錫林梳理區隔距校正標準 單位:mm
用100%的新疆細絨棉試紡CJ 9.7 tex紗,HC350型精梳機的車速為280 Nip/min,小卷定量為75 g/m,后退給棉的給棉長度為4.7 mm。在精梳落棉率相同的條件下,縮小錫林梳理區隔距對成紗質量的影響,見表8。

表8 不同錫林梳理區隔距對成紗質量的影響
由表8可知,適當縮小錫林梳理區隔距后,成紗+200%棉結分別降低了12%和28%,單紗強力也略有增大。這是因為適當縮小錫林梳理區隔距有利于前區針布齒尖迅速插入、穿刺、開松及整理,為后區的全面精細化梳理創造了有利條件、使纖維單根化程度提高,從而成紗質量得到大幅改善。
2.2.4 其他工藝與梳理器材
2.2.4.1上機工藝:改進小卷準備工藝、提高小卷質量;優化頂梳插入深度、進出隔距、錫林定位、鉗板開口量、搭接刻度(分離羅拉順轉定時)以及羅拉隔距等[13];使主風道和支風道的負壓符合工藝要求。
2.2.4.2梳理器材:關注錫林針布和頂梳的銳度、嵌花狀態,調整毛刷插入錫林的深度,優化設置毛刷對錫林的清掃時間,及時檢查毛刷三角皮帶狀態并清除毛刷內嵌花,調整毛刷與三角氣流板間隔距。
2.2.4.3日常清潔:結合揩車定期清潔錫林、頂梳、鉗板上下鉗唇的嵌花以及棉條通道的掛花、積花;擋車工要按清潔進度表認真做好各部位清潔。
2.2.4.4當原棉的品質選擇不佳時,即使有好的設備和上乘的工藝也生產不出好的產品,所以應根據不同原棉、工藝、設備、溫濕度等因素,采取有效控制措施以保證成紗質量,尤其要把好原棉品級、纖維長度、馬克隆值、斷裂比和短絨率指標的優選關。
3 結語
3.1應用USTER AFIS單纖維測試儀檢測的棉結數與USTER TESTER條干檢測儀測定的成紗棉結是概念完全不同的棉結,兩者非一一對應的線性關系,生條、精梳條內的棉結數(粒/g)與成紗棉結 (個/km)無必然聯系。
3.2精梳落棉率與精梳條的棉結數相關性不大,大幅度調整精梳落棉率對精梳條纖維棉結數影響不顯著,而精梳落棉率與精梳條短絨率以及成紗常發性紗疵IPI值密切相關。
3.3控制成紗棉結的關鍵在于精梳的質量、核心在精梳錫林針布,優選性價比高的精梳器材為降低成紗棉結起到非常關鍵的作用。
3.4前進給棉工藝對頂梳齒片質量要求極高,采用梳理效能較差的頂梳極易發生嚴重嵌花、充塞問題,表現為精梳棉網清晰度不良、輸出棉網橫向切斷、破洞、破邊等。
3.5實施前進給棉工藝時,采用圓心角為111°的大齒面精梳錫林、配置4.7 mm的給棉長度、適當增大車速和小卷定量,能充分利用棉卷自清潔功能,是一種實現精梳機高效高產、優質、低耗的有效途徑。
3.6實施前進給棉工藝時,大幅度提高精梳機車速以增加產能,同時也使成紗棉結和常發性紗疵IPI值及偶發性紗疵顯著降低,從而減少電清絡筒切紗數、提高下游工序的品質和效率。
3.7適當縮小錫林梳理區隔距,且在錫林梳理的整個過程中保持隔距平穩、變化量小,以保證錫林對棉叢的梳理負荷均勻、梳理效果好。
3.8做好工藝調整、梳理器材狀態檢查和日常清潔,把好原棉的品級、纖維長度、馬克隆值、斷裂比和短絨率指標優選關,為提高成紗質量做好基礎保障。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
