熱軋板帶偏心控制REC系統(tǒng)的研究
2021-05-20 14:59:42張景然
中國金屬通報 2021年4期
張景然
(東芝三菱電機工業(yè)系統(tǒng)(中國)有限公司,北京 100062)
1 概述
在熱軋板帶生產(chǎn)過程中,板帶的厚度命中率是衡量熱軋板帶成品的最重要的指標(biāo)之一,隨著市場需求側(cè)對板帶質(zhì)量越來越高的要求,國內(nèi)越來越多的熱軋廠對厚度指標(biāo)要求越來越高。在熱軋自動化控制系統(tǒng)中,直接控制成品厚度的是精軋機組的自動厚度控制系統(tǒng)AGC(Finisher Automatic Gage Control),但是AGC控制大多采用的反饋閉環(huán)控制,即采集精軋出口的實時厚度,對前面的機架進(jìn)行厚度補償,這樣的措施均存在一定的滯后性。因此對一些影響厚度控制的因素進(jìn)行提前預(yù)測和補償是很有必要的。在實際生產(chǎn)過程中,由于軋輥的機械結(jié)構(gòu),在支撐輥的表面存在著很多的細(xì)凹槽,這些凹槽直接改變了工作輥的輥縫,因此也就直接影響了帶鋼的厚度精度,同時在AGC控制過程中,對軋機彈跳模數(shù)(MMC)的控制也存在不利的影響。這些不利因素要求自動控制系統(tǒng)對其進(jìn)行補充控制,從而消除其不利影響。
軋輥偏心的直接影響反映在帶鋼厚度和軋輥軋制力的周期性變化上,通過現(xiàn)場安裝的傳感器測量得到這些數(shù)據(jù),通過軋輥偏心控制系統(tǒng)輸出軋輥的輥縫補償,加載軋輥的輥縫設(shè)定中。以7機架熱軋為例,該輥縫補償作用于后三個機架(F5,F6,F7)的輥縫設(shè)定中。并且通過濾波降低軋制力的波動,從而降低對軋機模數(shù)控制MMC的不利影響。7機架軋輥偏心控制功能如下表所示。

表1 7機架軋輥偏心控制功能
2 軋輥偏心控制的結(jié)構(gòu)圖
軋輥偏心控制REC的結(jié)構(gòu)圖圖1和圖2所示

圖1 軋輥偏心控制結(jié)構(gòu)圖
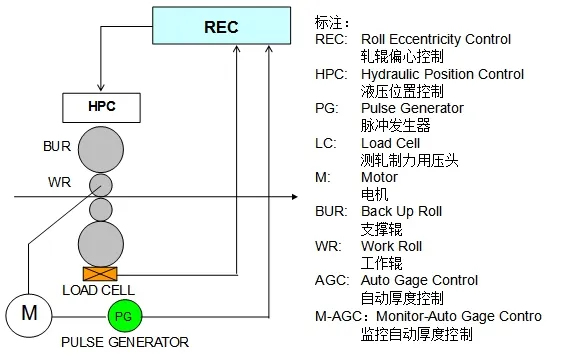
圖2 軋輥偏心控制結(jié)構(gòu)圖
3 偏心控制系統(tǒng)的功能描述
3.1 概述
軋輥偏心產(chǎn)生了軋制力的周期性變化,通過采集這個周期性偏差,基于軋制力的軋輥偏心控制(RF-REC)控制輥縫用于消除軋輥偏心的影響。如圖3所示。
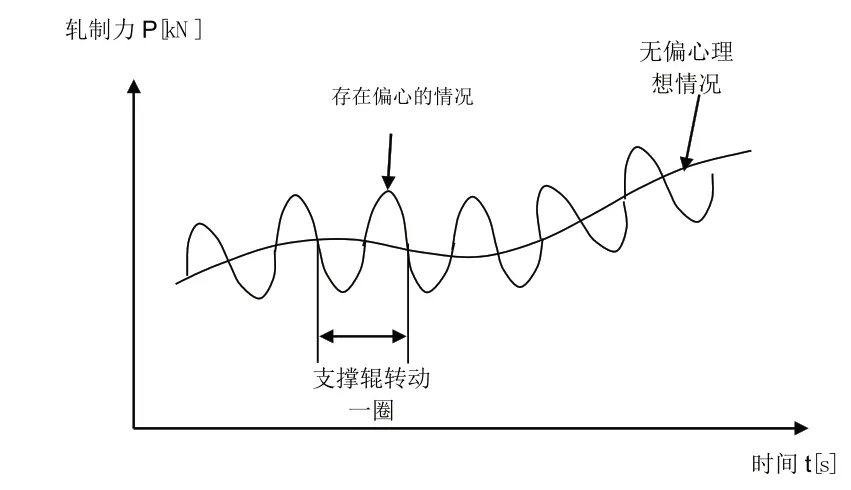
圖3 軋輥偏心對軋制力的影響
3.2 控制方法
偏心控制系統(tǒng)的基本原理如圖4所示,偏心控制系統(tǒng)是基于重復(fù)控制理論,常用于輸出是周期性變化的控制系統(tǒng)。
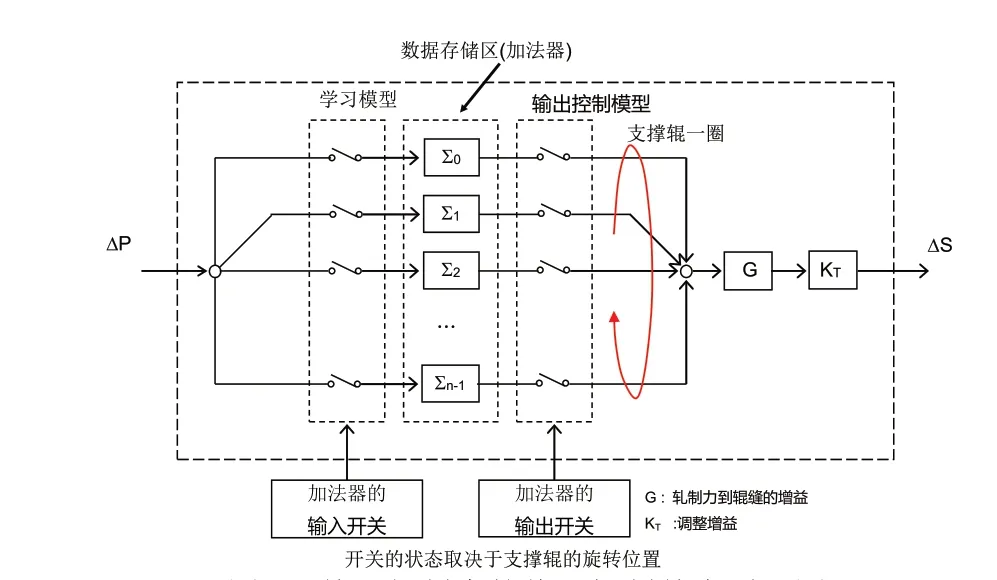
圖4 基于軋制力的偏心控制基本原理圖
在REC系統(tǒng)中,支撐輥的位置(360o)被分為30等份,被等分的其中一份等于12o,對應(yīng)支撐輥一圈中的具體位置,例如當(dāng)其中一個位置到達(dá)正下方時,如果軋制力發(fā)生周期性變化時,它就可以被認(rèn)為軋輥偏心,從而產(chǎn)生了軋制力周期性變化。
如上圖所示,每一個加法器對應(yīng)一個等份,即每一個加法器包含了對應(yīng)每個支撐輥位置的累加軋制力偏差,REC啟動之后,在學(xué)習(xí)模型中,軋制力偏差存儲在每一個對應(yīng)的加法器中。在控制輸出模型中,開關(guān)的控制對應(yīng)每一個支撐輥等分點,加法器中的軋制力偏差經(jīng)過增益計算得出軋輥輥縫偏差值作為偏差控制系統(tǒng)的輸出。
該控制方法基于多個積分器的反饋控制,其主要目的是為了消除由上游軋輥偏心導(dǎo)致的帶鋼厚度的周期性波動。
4 軋制力偏差的采集辦法
通常無偏心的軋制力不是固定不變的,由于帶鋼溫度的變化和操作人員對于輥縫的手動干預(yù),軋輥的軋制力是呈近似線性的變化趨勢,因此對于從實際軋制力中精確的采集由偏心造成的軋制力的變化量是很重要的。
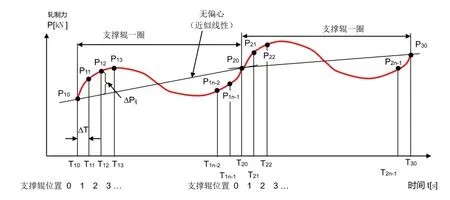
圖5 支撐輥的軋制力采集圖和等分示意圖
如圖5所示,由軋輥偏心造成的軋制力如圖中P10,P11,P12等所示,一般情況下由于軋制力信號存在擾動,很難正確采集到精確的軋制力,因此在支撐輥轉(zhuǎn)動一圈的周期內(nèi),需要采集的是平均值。
因此由偏心造成的軋制力波動值定義如下:
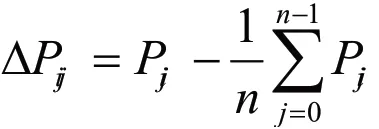
其中:i:REC控制開始時支撐輥的圈數(shù)。
j:支撐輥的等分位置(0<=j<=n-1)。
n:支撐輥的等分?jǐn)?shù)(n=30)。
P:軋制力[kN]。
5 支撐輥位置的計算方法
在基于軋制力的偏心控制中,跟蹤計算出支撐輥的位置(角度)對于補償控制是至關(guān)重要的,計算如下:
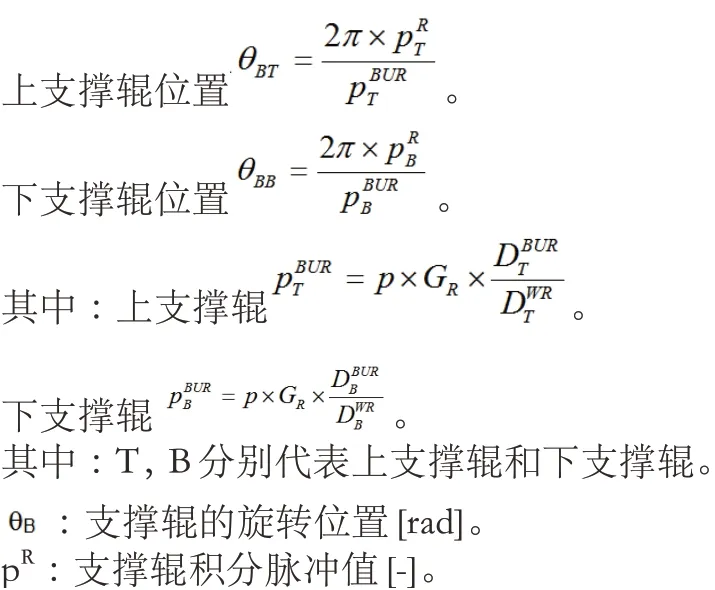
pBUR:支撐輥每圈總的脈沖值[-]。
p:主電機每圈總的脈沖值[-]。
GR:齒輪箱的減速比[-]。
DBUR:支撐輥的直徑[mm]。
DWR:對應(yīng)工作輥的直徑[mm]。
6 偏心補償控制的應(yīng)用
軋輥偏心補償REC是反饋控制,控制應(yīng)該在實際軋制力產(chǎn)生之后啟動,即在軋輥咬鋼信號產(chǎn)生之后投入使用,具體流程如下。
(1)在軋輥咬鋼之前,由REC產(chǎn)生的軋輥補償值先清楚或者保存至其他位置。
(2)軋輥咬鋼之后,在T1[sec]內(nèi)進(jìn)行數(shù)據(jù)采集和控制輸出。
(3)軋輥咬鋼之后,延時T1[sec]后,REC啟動,進(jìn)行數(shù)據(jù)采集。
(4)軋輥咬鋼之后,等待支撐輥轉(zhuǎn)動一圈,在轉(zhuǎn)動一圈的過程中,學(xué)習(xí)模型投入使用,系統(tǒng)采集軋制力,數(shù)據(jù)收集在加法器中,同時記錄咬鋼后支撐輥的圈數(shù)。
(5)學(xué)習(xí)模型啟動后,數(shù)據(jù)控制輸出進(jìn)入到交叉過程中。交叉過程是指前塊鋼的數(shù)據(jù)計算輸出結(jié)果退出,當(dāng)前鋼的數(shù)據(jù)計算輸出結(jié)果漸漸投入,兩者處于短暫的交叉過程中。
(6)時間T1和交叉過程時間要求工程人員在調(diào)試過程中精調(diào)所得。
投入流程如圖6所示:
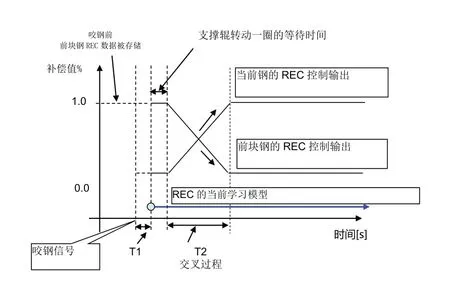
圖6 偏心控制REC投入使用的時間模型
7 結(jié)束語
軋輥偏心控制對于由支撐輥機械結(jié)構(gòu)造成的厚度偏差有良好的補償作用,基于以下幾點,對于控制系統(tǒng)有更高的響應(yīng)要求,以及對于熱軋模型有更好的學(xué)習(xí)機制。首先支撐輥分為上下支撐輥,上下支撐輥的輥徑存在著偏差,這樣會造成上下輥不同步的現(xiàn)象,因此需要REC控制系統(tǒng)有相對上下輥獨立的控制體系;其次由軋制力偏差計算出輥縫偏差是由軋機模數(shù)和彈跳系數(shù)決定的,而軋機模數(shù)和彈掉系統(tǒng)由軋機模型計算得出;REC控制器是基于時間進(jìn)行計算,每次控制頻率在2ms左右,控制輸出在支撐輥每等分點的邊緣處。因此如何提高控制精度,加快系統(tǒng)響應(yīng)時間。
