某框段數字化加工方法改進研究
2021-05-20 00:42:24齊東昱孫國雁
科學技術創新 2021年12期
關鍵詞:工藝
崔 洋 齊東昱 孫國雁
(航空工業沈陽飛機工業(集團)有限公司 數控加工廠,遼寧 沈陽110034)
1 概述
某框段是某型飛機關鍵部件,依據飛機的服役特點和零件的受力情況,選取了具有高比強度和良好耐蝕性等優良性能的鈦合金作為加工材料。該框段由五部分零件經過真空電子束焊接而成,為了保證中間兩個接頭零件上軸承孔的同軸度,對零件焊前的粗加工狀態、同基準配焊有很高的要求。其中接頭零件自投產以來,一直采用常規銑的方法進行加工。某批次接頭零件加工時,由于常規加工的公差累積,最終造成焊后組件軸承孔位置偏移,導致零件報廢,造成了極大的經濟損失。本次研究旨在通過實現某框段焊接前、后所有零部件的數字化加工,提高焊前配框的精度和焊后加工的可靠性,從源頭上避免零件因偏差而造成質量損失。
2 零件簡介
框類零件常作為飛機的裝配骨架和支撐結構,機身框類零件一般長細較大,屬于典型薄壁結構[1]。該框段與傳統框類零件近似二維平面的結構形式不同,其在框板中部設置了兩個接頭,通過真空電子束焊接將接頭與框板組成了一個整體,在接頭零件上設置了兩個軸承孔,這對零件配焊和焊前加工精度都提出了非常高的要求。
2.1 結構特征
傳統飛機零件離散、結構復雜,接頭類零件一般以鉚接的方式進行裝配,但是機身機構中大量的連接易導致搭接過多產生超重,同時疲勞薄弱環節的增多加劇了零件的開裂風險[2-3]。該框段采用了一體化設計思路,將接頭與框板融為一體,整框由壁板左、中、右段和兩個接頭零件共5 部分組成,如圖1 所示。鑒于中間兩個接頭零件特殊的結構特點,整框采用了分段焊接結構,不僅大幅提高了材料利用率,同時縮短了整體加工制造周期。五部分零件焊前均留有余量,通過電子束焊接成一個整體后,再進行整體加工。該框段為單面槽腔結構,腹板的厚度不均,最薄處僅為2mm。零件設有6 個Φ18H9 的工藝孔,可用作焊接配框和機械加工的定位基準。兩個接頭零件上各有一個Φ75 的軸承孔,裝配過程對這兩個軸承孔的同軸度有很高的要求。
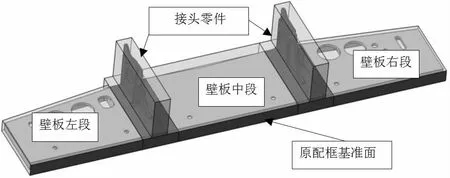
圖1 某框段結構示意圖
2.2 材料特點
鈦合金因其比強度高、耐蝕性好、可焊接、熱穩定性好等諸多優點,已成為航空領域的主要材料。鈦合金能夠大幅減輕結構重量,其用量的多少是體現飛機先進性的顯著標志[4]。
除了上述的優良特性之外,鈦合金的物理特性決定了它是一種較難加工的材料:
2.2.1 導熱系數小,切削熱量大
在切削加工過程中,高速旋轉的刀具與鈦合金摩擦后會產生大量的切削熱,由于鈦合金導熱系數小,切屑無法及時將熱量帶走,這些熱量集中在切削刃附近,會加劇刀具的磨損過程。
2.2.2 彈性模量小
鈦合金的這一特性會使材料在加工過程中受切削力的作用產生彈性變形,導致切削過程發生讓刀和共振,嚴重影響零件的加工精度和表面質量,降低加工效率。同時,這也會使后刀面與零件產生摩擦,加劇刀具磨損。
2.2.3 表面硬化層
經過熱軋、鍛造的鈦合金毛坯在其表面會產生一層硬脆的氧化皮。同時由于鈦合金有較好的化學親和性,在高溫切削過程中,與空氣中的氧和氮發生化學反應也會產生硬化層。硬化層會對加工刀具產生非常大的破壞,造成刀具磨損甚至崩齒。
3 工藝分析和加工方法改進
受限于之前的制造水平,焊前接頭零件采用了常規銑的加工方法,由于接頭零件沒有工藝孔,在焊接時選取了框板側面作為配框焊接基準,如圖1 所示。接頭零件在常規加工過程中,由于公差累計和尺寸公差帶偏大等諸多原因,造成某批次整框焊接時,兩個接頭零件的位置出現偏差,導致焊接后整框報廢,造成了較大的經濟損失,嚴重影響了飛機交付進度。數字化加工相對于常規加工能夠大幅提高加工精度,無需人工干預,加工效率高,所以實現接頭零件的數字化加工進而實現整框焊接前、后全流程數字化高效加工勢在必行。
3.1 工藝總方案的優化
工藝總方案需要在考慮加工效率和質量要素的基礎上,選擇最優的方案,其精細程度和合理性極為重要。工藝總方案不合理,不僅會降低加工效率,延長生產周期,影響加工質量,甚至會導致刀具和零件的損傷[5-6]。
整框數字化高效加工方案的目標如下:
3.1.1 實現全流程數字化加工
操作者對加工過程的干預越多,機床的利用率就越低,且干預過程中存在產生人為失誤的可能性。新方案期望以接頭零件為突破點,進而實現焊接前后全流程數字化加工。
3.1.2 縮短加工周期,提高加工質量
充分利用現有數控設備的加工能力,提高加工效率,縮短生產周期,這對于生產任務越發緊張的航空制造企業至關重要,同時也是刀具和機床廠商共同面臨的問題。
針對以上目標,制定了工藝總方案的改進流程,在流程中包含了毛料狀態、專用刀具、工裝工具、試料等因素,具體如圖2所示。
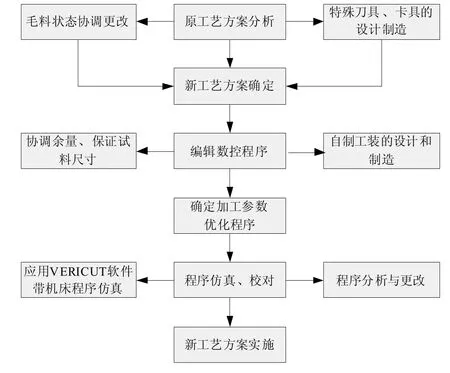
圖2 工藝總方案改進流程
3.2 方案的難點
接頭零件是整框最為關鍵的部件,焊后受結構限制加工難度較大。本次研究將接頭上半部分在焊接前完成精加工,在接頭下半部位與壁板連接部位設置余量,并與壁板左、中、右段保持一致,待焊接成整框后再進行精加工。
目前,接頭零件毛料的結構形式是隨形的,如圖3(a)所示,實現接頭零件數字化加工的難點如下:
3.2.1 裝夾困難,走刀空間有限
為了保證接頭零件在數字化加工過程中不發生竄動,至少需要4 個壓板同時進行壓緊,壓板數控機床走刀空間大幅壓縮,加工過程需要人為倒換壓板位置,無法實現高效加工。
3.2.2 下刀深度增加,穩定性差
接頭零件加工時,需要使用長徑比超過5 的加長刀具,隨著刀具長徑比的增加,加工穩定愈發變差,極易出現零件顫動,刀具折斷等問題。
3.2.3 焊后接頭局部難以加工
為了保證焊接質量,同時避免表面焊接弧坑或焊道凸起影響零件表面質量,焊接前零件各個面都設置了一定的余量。接頭零件留有余量的位置在焊接后整體加工時加工難度較大,加工過程中機床頭部與零件極易發生碰撞,存在較大質量風險。
3.3 數字化加工的實現過程
3.3.1 接頭毛料狀態更改
針對接頭毛料狀態難以滿足數字化加工裝夾定位需求的問題,對其毛料狀態進行了更改,如圖3(b)所示。新狀態將接頭零件的試料部分進行了保留,進而增加了毛料尺寸,為零件裝夾定位提供了空間。加工過程中只需倒換一次壓板即可完成此面所有加工工作,節省了頻繁停機調整壓板進行加工準備的時間,提高了生產效率。
同時在新的毛料上增加兩個Φ12 的工藝孔作為數控加工的定位基準,提高了雙面加工的基準統一性。
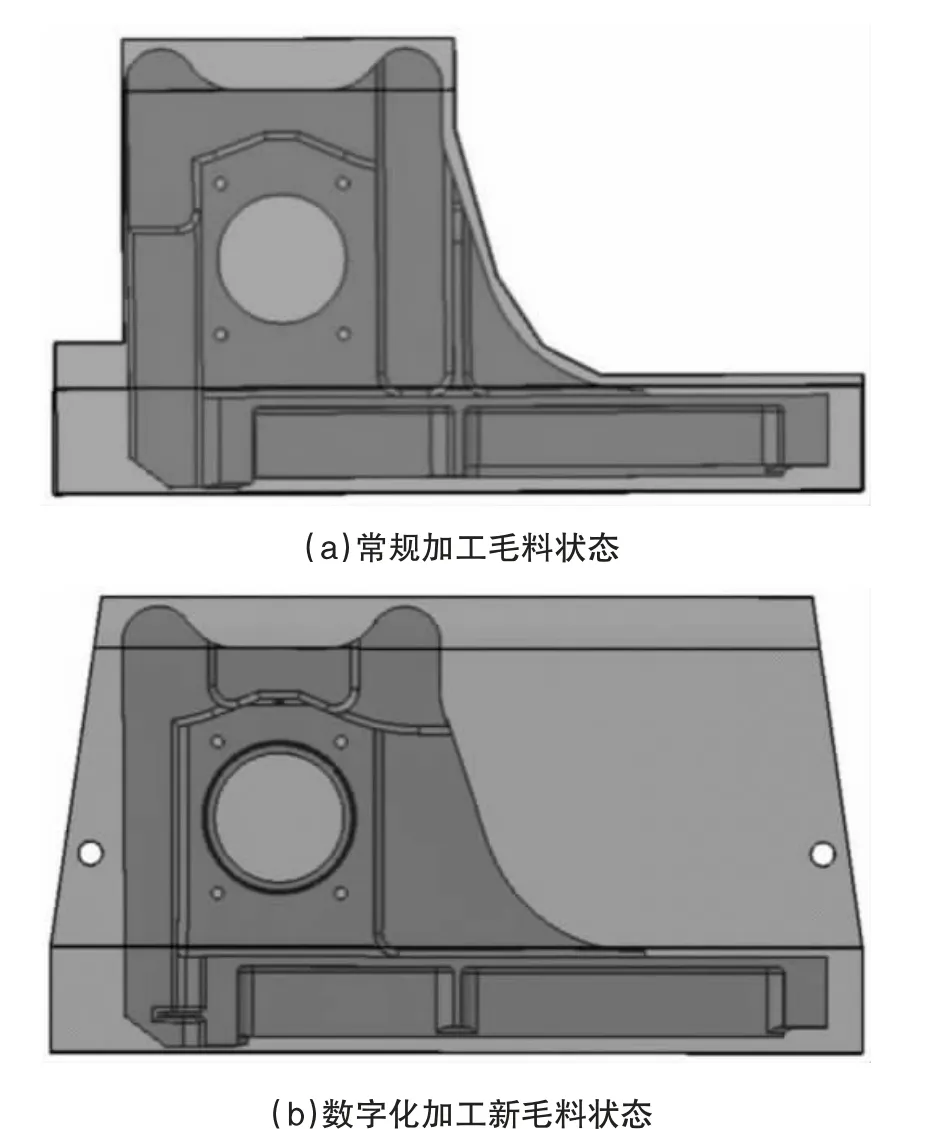
圖3 接頭零件毛料狀態示意圖
3.3.2 余量及焊接試料設置
在電子束焊接焊縫收縮率方面進行了相關實驗,結果表明,厚度在40-50mm 的TA15 M 鈦合金材料,焊縫收縮率可以控制在0.6mm 甚至更低。零件對接焊縫表面單邊留有0.3mm 余量,焊道的上下表面,單面留有3mm 的余量。
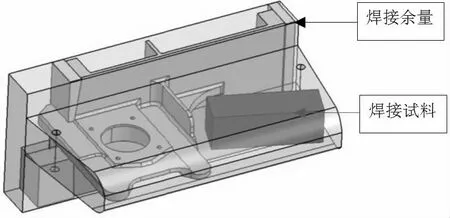
圖4 帶有焊接余量和焊接試料的工藝數模
建立了設有焊接余量和焊接試料的工藝數模,如圖4 所示。在數字化加工編程時將這些區域設置為檢查面和躲避區域,同時綜合考慮壓板和工裝的放置位置,應用vericut 軟件模擬加工時的真實情況,可以有效避免實際加工中出現碰撞、銑傷等問題。
3.3.3 專用工裝工具
接頭零件與框板連接的部位上表面留有3 mm 焊接余量,焊接后整框在數控設備存在刀具不可達區域,無法實現有效加工,只能依靠手工打磨將此部位打磨到位,加工效率極低且表面質量差。
針對此問題特制了專用T 形刀具。在焊接前利用T 形刀具軸向分層的加工方式,將接頭與腹板連接部分加工至設計尺寸。同時,依據零件加工時的擺放方式,自制了1 個高度為38.3 mm 和一個階梯形,階梯高度分別為91.3 mm 和115.3mm 自制工裝墊塊,將零件在兩面加工時墊平。
3.3.4 加工順序優化
通過優化加工順序可以在一定程度上解決下刀深較大的問題。零件第一面加工過程中,并不進行外形的粗加工,只對內形表面進行加工。中間的軸承孔因其大孔套小孔的結構,必須要在此面進行開孔。利用加長刀具螺旋切削的加工方式,將此孔粗加工成盲孔,最大程度的降低了零件的下刀深。對于零件無法避免的大下刀深位置,優先選用加長刀柄而非加長刀具進行加工,特別是避免只用加長刀具的R 角部分底刃切削的情況,以免刀具前部徑向受力集中發生變形或折斷。
4 結論
本次研究針對某一體化焊接框段特殊的結構特點,對現有加工方案進行了改進完善,最終實現了焊接前、后零組件全流程數字化高效加工,提高了零件的生產效率和產品質量,充分展示了數字化加工的優越性,對未來類似焊接結構零件的全流程數字化加工提供了相關的經驗和指導。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52