鎢含量對銅基摩擦材料性能的影響
2021-05-20 08:28:42范寶中何美鳳
有色金屬材料與工程 2021年2期
關鍵詞:質量
范寶中, 何美鳳
(上海理工大學 材料科學與工程學院,上海 200093)
穩定高效的制動系統是列車安全高速運行的關鍵,隨著我國鐵路系統的快速發展及商用列車行駛速度的不斷提高,對鐵路用制動閘片性能的要求也越來越高[1-3]。
20 世紀以來,鐵路制動材料經歷了鑄鐵、有機合成材料、粉末冶金材料三個階段[4]。電氣鐵路發展初期,制備車輛制動閘片的主要材料是鑄鐵,但鑄鐵摩擦因數較小,且磨損質量大,在高溫下容易出現熱衰退,導致摩擦因數不穩定[5]。在鑄鐵中添加磷或少量合金元素能夠改善鑄鐵材料的性能,但仍然存在脆性大、磨損率高等問題[6],在列車運行速度不斷提高的過程中逐漸被淘汰。有機合成材料制備的制動閘片具有磨損質量小于鑄鐵的、制動無火花、質量輕等優點,但其強度低,摩擦因數隨溫度和濕度的變化較大,容易出現裂紋,在使用過程中有一定的限制[7-8]。因此,強度高、耐磨性能優異、使用壽命長的粉末冶金材料開始被應用在汽車、火車等制動領域。研究人員開發了鐵基和銅基兩大類摩擦材料[9],鐵基粉末冶金材料制備的制動閘片因其耐蝕性較差,且容易與對偶盤產生黏著磨損,實際應用不多[10-11]。導電、導熱性能較好的銅基粉末冶金材料是現在高速列車中使用最多的制備制動閘片的摩擦材料[12-15]。
鎢是與新材料和高科技領域密切相關的有色金屬以及戰略金屬,具有高熔點、高熱導率等特點,在合金熔煉、粉末冶金等領域應用廣泛。薛茂權等[16]采用粉末冶金法制備了含鎢的石墨鎳基合金,探究其在不同溫度下的摩擦性能,研究發現,在室溫下,含鎢的石墨鎳基合金表現出良好的摩擦磨損性能;但在高溫下,合金表面發生氧化,導致其摩擦因數降低。王振廷等[17]通過感應熔煉技術制備了含質量分數3%鎢的高釩鑄鐵,測試了其沖擊韌性、洛氏硬度和室溫下的干滑動摩擦性能,結果顯示,其洛氏硬度、沖擊韌性和耐磨性等均有很大的提高。
本試驗制備了不同鎢含量的銅基摩擦材料,對密度、布氏硬度、剪切強度及不同溫度和壓力下的摩擦因數、磨損質量進行了測試。通過對所制備試樣的物理性能、摩擦性能、微觀組織形貌的測試和分析,探究鎢含量對銅基摩擦材料性能的影響。
1 試 驗
1.1 試樣制備
本試驗所設計的銅基摩擦材料的成分見表1。除原料的含量外,粉末原料的粒徑和形貌也會對銅基摩擦材料的性能產生影響。王曄等[18]的研究表明,使用霧化銅粉制備的銅基摩擦材料具有更高的抗壓強度和沖擊韌性,以及更穩定的摩擦因數。本試驗采用200 目霧化銅粉作為基體材料,購自中國冶金研究院。石墨的主要作用是潤滑和調節摩擦因數,石墨粒徑太小會分散在基體金屬顆粒之間,降低金屬基體的連續性,導致強度降低[19];石墨粒徑太大易導致混料不均勻。本試驗采用80~150 目的人造石墨。其他原料的比例、粒徑、純度見表1。
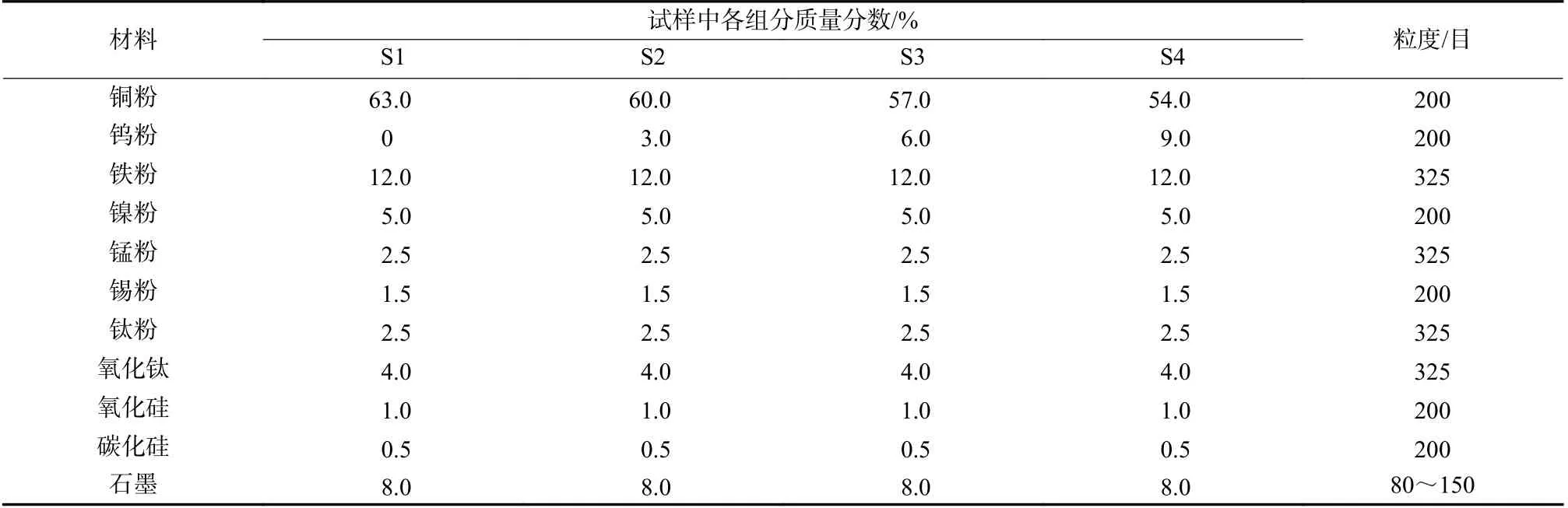
表 1 試樣的基本成分Tab.1 Compositions of the investigated friction materials
試驗采用粒徑為200 目的鎢粉,購自國藥集團。試驗制備的不同鎢含量的銅基摩擦材料試樣,標記為S1,S2,S3,S4,探究鎢含量對其物理、力學和摩擦性能的影響。
試樣的制備順序依次是稱量、混料、預壓、熱壓燒結。精確稱量后,將金屬類原料放入V 型混料機,以15 r/min 的轉速攪拌4 h;然后,加入余下的原料再繼續攪拌4 h;最后,將混勻的原料置于直徑為40 mm 的石墨模具中,在30 MPa 下保壓3 min,冷壓成形。將石墨模具放置在真空熱壓燒結爐中,采用高純氬氣作為保護氣,載荷為4.5 MPa,升溫速率為10 ℃/min,升溫至900 ℃保溫,保壓2 h 后隨爐冷卻。
1.2 力學性能檢測
按照TB-T3470—2016 的要求測試所制備的試樣的密度、布氏硬度、剪切強度。將試樣表面打磨平整,采用MH-300A 電子密度計進行密度測試。采用HBS-3000 數顯布氏硬度計測量試樣的布氏硬度,壓頭為直徑10 mm 的鋼球,在250 kg 壓力下保壓30 s。使用壓痕測量顯微鏡量取試樣表面壓痕直徑,根據測試結果在對照布氏硬度表查詢布氏硬度。
采用自制剪切模具測量試樣的剪切強度。剪切模具示意圖見圖1。剪切模具主要由支撐夾具、壓頭和導軌三部分組成。支撐夾具用于固定導軌和壓頭,不需要承受強作用力,材料為45 號鋼。壓頭主要用于剪切樣品,承受剪切力,材料為抗剪切性能較好的Cr12MoV 不銹鋼。導軌用于減小測試時壓頭和支撐夾具的摩擦力,減小試驗誤差。將試樣機械加工成15 mm×15 mm×10 mm 的長方體,打磨平整后用螺旋測微器測量其實際剪切面積。采用Zwick ZHU/Z205 50 kN 萬能材料試驗機測試試樣的剪切強度。
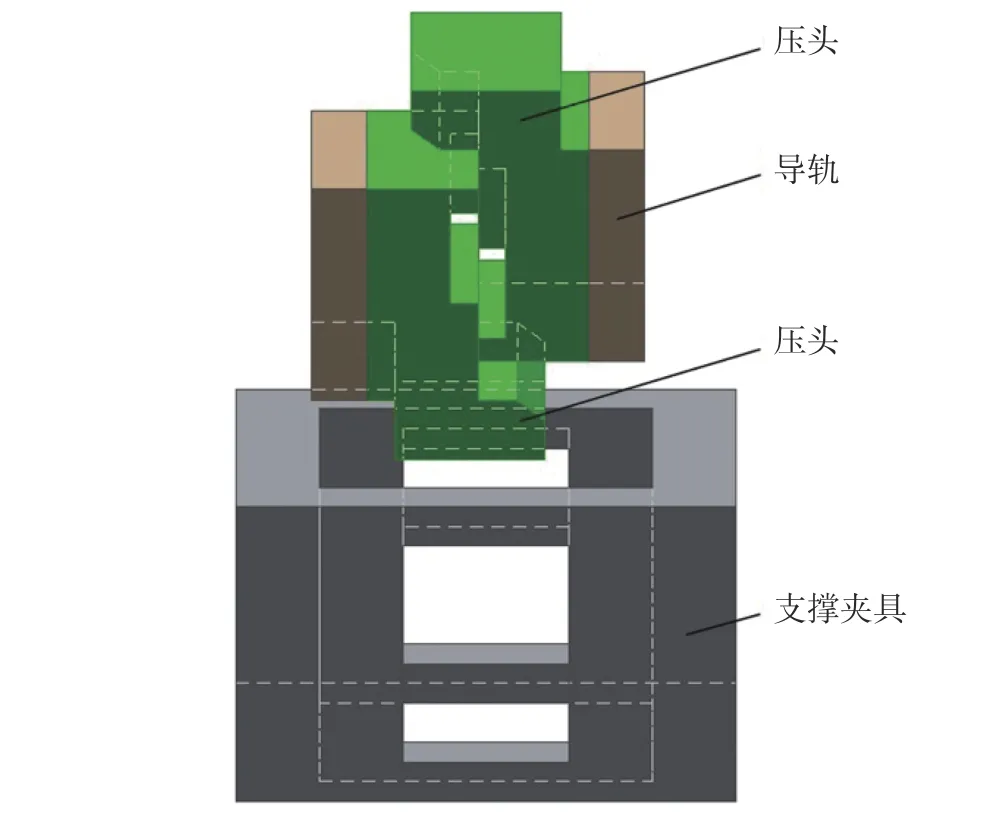
圖 1 剪切模具示意圖Fig.1 Schematic diagram of cutting die
1.3 摩擦性能測試
圖2 是摩擦試驗機示意圖。對偶盤的材料為灰鑄鐵,厚度為30 mm,恒定轉速為7.54~7.85 m/s,摩擦半徑為150 mm。試樣需制備成25 mm×25 mm×7 mm 的長方體,試樣上的恒定載荷為980 N。摩擦試驗機采用電加熱棒升溫和噴淋降溫的方式實現溫度控制,并通過溫度傳感器實現實時溫度監測。
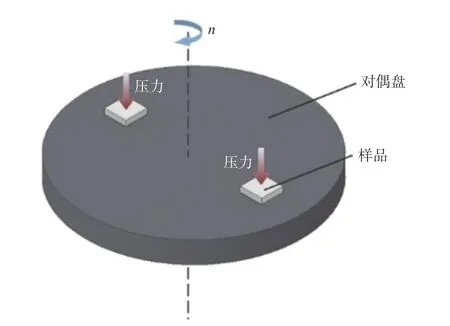
圖 2 摩擦試驗示意圖Fig.2 Schematic diagram of friction test
測試前,將試樣放在摩擦試驗機上初磨,直到試樣的摩擦面與對偶盤表面達到最大程度的接觸,然后開始正式試驗。首先,從100 ℃升溫至350 ℃,50 ℃為一個溫度梯度,每個測試溫度下,對偶盤旋轉5 000 r;然后,從300 ℃連續降溫至100 ℃,50 ℃為一個溫度梯度,連續降溫過程對偶盤旋轉7 500 r。摩擦力被傳感器實時采集,傳到計算機計算出平均摩擦因數。每個測試溫度結束后都將試樣從試驗機上取下,待冷卻后稱量其剩余質量,經計算得到每個測試溫度下的磨損質量。
摩擦因數的計算公式為:

式中:μ 為摩擦因數; f 為平均摩擦力; f1為載荷壓力。
2 結果與討論
2.1 物理性能
試樣的物理性能見表2。鎢的質量分數為0,3%,6%,9%時,分別對應試樣S1,S2,S3 和S4 (見表1)。試樣的密度分別為5.497,5.581,5.620,5.713 g/cm3。在相同燒結工藝下,鎢含量是影響試樣密度的主要因素,隨著鎢含量的增加,試樣密度逐漸增大。

表 2 試樣的物理和力學性能Tab.2 Physical and mechanical properties of the specimens
通常情況下,摩擦材料的硬度越高,越容易在摩擦過程中與對偶盤產生噪音,所以應將材料的硬度調節到合理的范圍。摩擦材料的硬度通常與燒結溫度和壓力密切相關[20]。由表2 可知,試樣的布氏硬度分別為24.2,25.8,24.7,22.6。試樣S2 的布氏硬度最大,表明鎢在一定程度上提高了試樣的布氏硬度。試樣S3 和S4 的布氏硬度逐漸下降,可能源于鎢含量過高,降低了銅基體的連續性,導致其冶金結合能力減弱,降低了材料的力學性能。
由表2 可知,試樣的剪切強度為16.5~20.4 MPa,試樣S2 的剪切強度最高,這一變化趨勢與布氏硬度的變化趨勢相一致。表明,適量的鎢可以提高銅基摩擦材料的布氏硬度和剪切強度。
2.2 摩擦性能
圖3 是升溫階段每個測試溫度下試樣的摩擦因數。一般情況下,隨著溫度的升高,摩擦因數會有所增大,達到一定溫度后產生熱衰退,摩擦因數可能突然減小。由圖3 可見,隨著溫度的升高,4 個試樣的摩擦因數先出現不同幅度的增大后逐漸減小。試樣S2,S3,S4 的摩擦因數在每個溫度均高于S1的,因為鎢提高了材料的強度和磨損表面微凸體接觸的結點強度,從而提高了材料的摩擦因數。在100~250 ℃,試樣的摩擦因數隨鎢含量的增加而增大;溫度高于250 ℃之后,試樣的摩擦因數隨鎢含量的增加先增大后減小。試樣S2 的摩擦因數隨溫度變化的波動最小,整個升溫過程中摩擦因數表現最穩定。試樣S3 和S4 分別在300 ℃和250 ℃出現摩擦因數劇烈減小的現象。

圖 3 升溫階段的摩擦因數Fig.3 Friction coefficient in the heating stage
圖4 是試樣降溫階段的摩擦因數變化曲線。在連續降溫時,摩擦因數逐漸增大,逐漸接近初始升溫階段的水平。降溫階段摩擦因數的變化不僅反映了連續降溫對材料摩擦性能的影響,同時反映了試樣在測試過程中的穩定性。其中,試樣S2 的摩擦因數波動最小、最穩定。

圖 5 升溫階段的磨損質量Fig.5 Wear loss of during heating stage
升溫過程中試樣在每個溫度的磨損質量見圖5。通常,隨著溫度的升高,摩擦材料發生高溫氧化及熱衰退,磨損質量持續增大[21]。試樣S1,S2,S3,S4 的總磨損質量分別為2.09,1.44,1.70,2.32 g。試樣S2 的磨損質量在每個溫度點都比試樣S1 的小。在高溫階段,試樣S2 的磨損質量增大幅度小于試樣S3 的。數據表明,適量鎢的加入可以減小試樣的磨損質量,且鎢的質量分數為3%時,試樣總磨損質量最小。
通過調節試樣受到的實際壓力,可以改變試樣與對偶盤的接觸面積和變形量[22]。調節施加在試樣上的載荷,研究不同的壓力對試樣摩擦性能的影響。在測試過程中,試驗機溫度保持在60~80 ℃,當溫度因摩擦產生的熱量超過這一范圍時,會啟動噴淋裝置以降溫。
圖6 是不同壓力下試樣的摩擦因數。從圖6 中可以看出,試樣S2,S3,S4 的摩擦因數都高于試樣S1 的,表明添加鎢可以提高試樣的摩擦因數。試樣S1 的摩擦因數隨壓力的升高呈線性增大,且總體波動相對較大;試樣S2 和S3 的摩擦因數表現穩定,波動較小;試樣S4 的摩擦因數穩定性較低。試樣S4 的摩擦因數的劇烈降低是因為添加過量的鎢會導致基體強度降低,在不同壓力下,摩擦因數的穩定性較差。以上結果表明,在不同壓力下,試樣S2 和S3 的摩擦因數具有較高的穩定性。

圖 6 不同壓力下的摩擦因數Fig.6 Friction coefficient under different pressures
2.3 磨損表面形貌分析
采用FEI Quanta 45 掃描電子顯微鏡(scanning electron microscope,SEM)觀察試樣S2 燒結后的形貌,如圖7 所示。從圖7 中可以看出,燒結后的粉體結合良好,沒有明顯的原料顆粒邊界和空隙,說明制備的試樣各組分結合充分。各相均勻地分散在銅基體中,其中,粒徑較大的石墨均勻地機械嵌合在銅基體中。
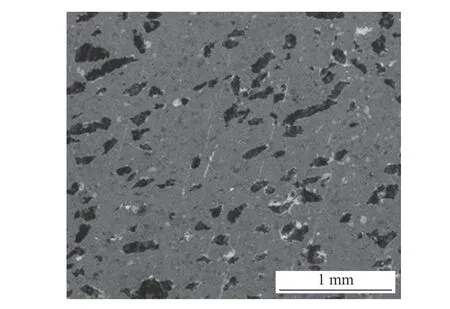
圖 7 燒結試樣的SEM 圖Fig.7 SEM image of the sintered sample S2
圖8 為摩擦試驗結束后試樣磨損表面的SEM圖。原來分布在基體中的較大石墨顆粒在摩擦過程中被均勻化,最后均勻地分布在磨損表面上。磨損表面在摩擦熱的作用下形成摩擦膜[23]。
由8 圖(a)可見,摩擦試驗結束后,試樣S1 的磨損表面分布著一些剝落凹坑,沒有明顯的犁溝。摩擦形成的摩擦膜致密程度有限,一些磨粒從磨損表面剝落,導致摩擦膜連續性較差。磨損表面分布的剝落凹坑會降低摩擦穩定性,增大磨損。
由圖8(b)可見,試樣S2 表面平整,沒有明顯的剝落凹坑和犁溝,形成的摩擦膜連續性和完整性優于試樣S1 的。在鎢粉的強化作用下,磨損表面微凸體接觸的結點強度提高,減弱了摩擦熱導致的材料表面軟化。表明鎢的加入有助于基體的強化,可以有效地提高摩擦因數的穩定性,減小磨損質量。這與試樣S2 的摩擦因數穩定性的提高和磨損質量的減小結果相一致。
由圖8(c)可見,試樣S3 磨損表面有明顯的犁溝,隨著鎢含量的增加,堅硬的顆粒可能嵌入較軟的銅基體中,導致基體材料刮落,產生犁溝,表面的摩擦膜被破壞。寬而深的犁溝使試樣的摩擦因數增大,同時增大了磨損質量,與試樣S3 的摩擦因數和磨損質量變化結果相一致。
由圖8(d)可見,試樣S4 的磨損表面有明顯的細微裂紋。分析認為,燒結過程中含量較高的鎢粉均勻地分散在銅基體中,降低了銅基體的連續性,導致其冶金結合能力減弱,強度降低。強度較低的材料在摩擦過程中易產生微裂紋,導致材料在較高溫度時穩定性降低,材料的摩擦因數波動較大,磨損質量較大。
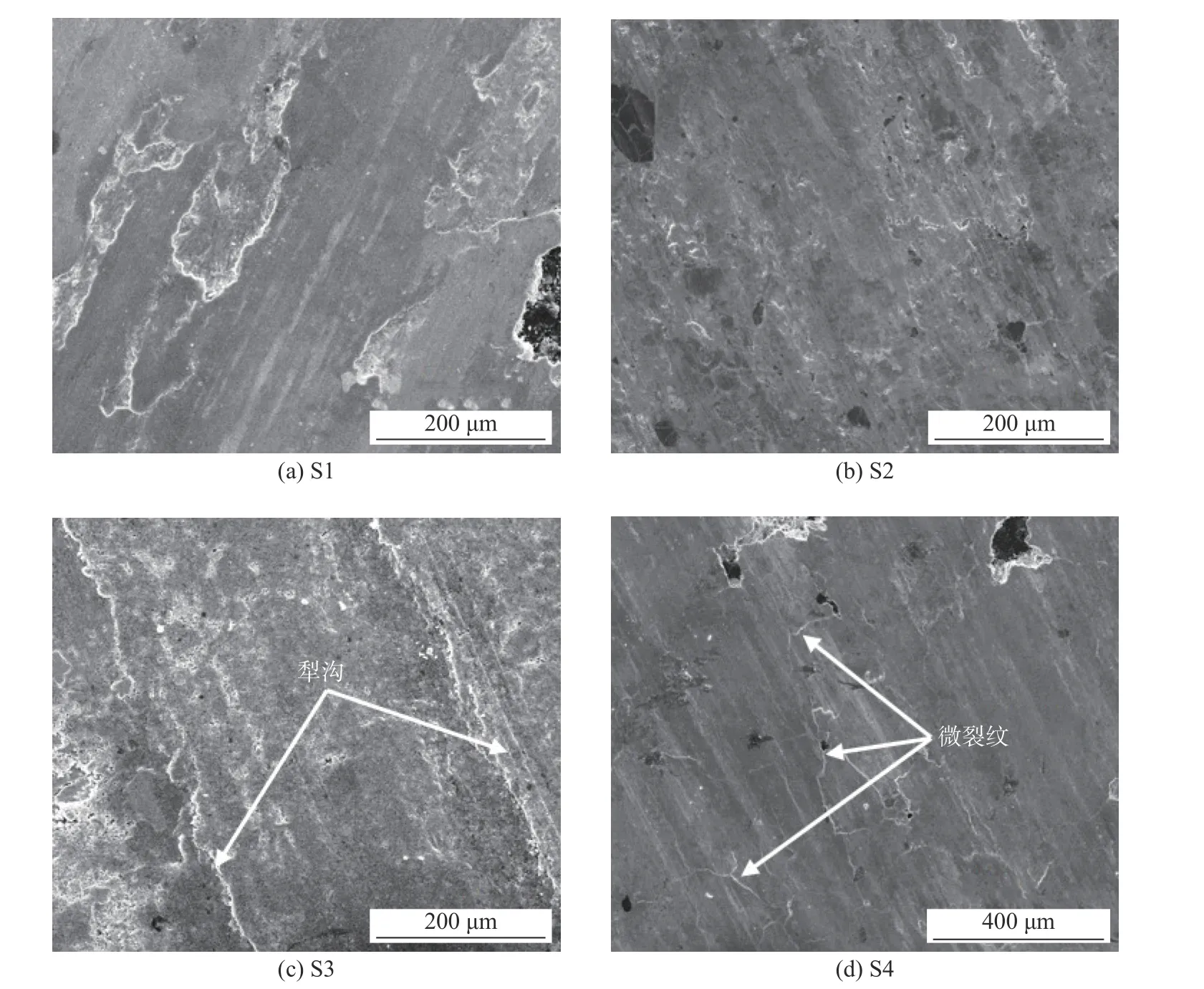
圖 8 試樣磨損后的SEM 圖Fig.8 SEM images of the worn samples
3 結 論
針對鎢含量對銅基摩擦材料性能影響的研究,得出以下主要結論。
(1)銅基摩擦材料的密度隨鎢含量的增加而增大,適量的鎢有助于提高銅基摩擦材料的布氏硬度和剪切強度,當鎢的質量分數為3%時,試樣的強度最高。
(2)適量的鎢可以有效地減少磨損表面剝離,有助于在磨損表面形成連續完整的摩擦膜,從而穩定摩擦因數,減小磨損質量。鎢含量過高,會降低銅基體的連續性,導致材料冶金結合能力減弱,使基體的強度降低,導致摩擦因數劇烈波動和磨損質量增大。
(3)鎢的質量分數為3%的銅基摩擦材料在不同溫度和壓力下其摩擦因數表現最穩定,磨損質量最小。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
