薄帶連鑄結晶輥表面處理
2021-05-19 10:24:12孫小平呂春雷
電鍍與精飾 2021年5期
孫小平,呂春雷
(寶武裝備智能科技有限公司,上海 201900)
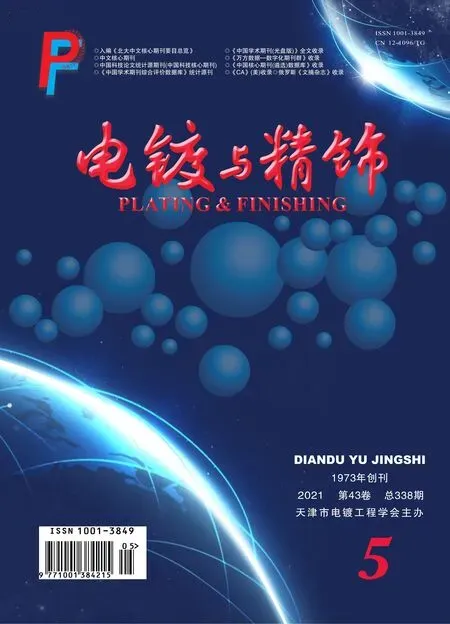
薄帶連鑄技術是冶金及材料研究領域內的一項前沿技術,實現鑄軋一體化,簡化了帶鋼的生產工序,使鋼鐵生產流程更緊湊,生產、投資成本更低。薄帶連鑄技術不僅縮短生產周期,而且更節能環保。其工藝方案因結晶器的不同分為帶式、輥式、輥帶式等,其中受到廣泛關注的是雙輥薄帶連鑄技術,其工作原理如圖1所示。
目前,國外薄帶連鑄均已進入商業化階段。我國由寶鋼集團與寧波鋼鐵公司合建的年產50 噸鋼的薄帶連鑄工廠也已于2014 年投入生產。2016 年東北大學與河北敬業集團也簽訂了協議,建設薄帶連鑄工程項目[1]。
結晶輥是薄帶連鑄機中的關鍵設備之一,與傳統的連鑄機的結晶器作用相似。其主要作用是將注入的鋼水快速冷卻、凝固成具有一定厚度的板帶坯,并軋制形成厚度為1~5 mm 帶鋼。整個過程中,結晶輥勻速旋轉,將鋼水凝固的同時施加一定的軋制力,其自身同時需承受鋼水的熱蝕、板帶的磨損和周期性熱載荷。
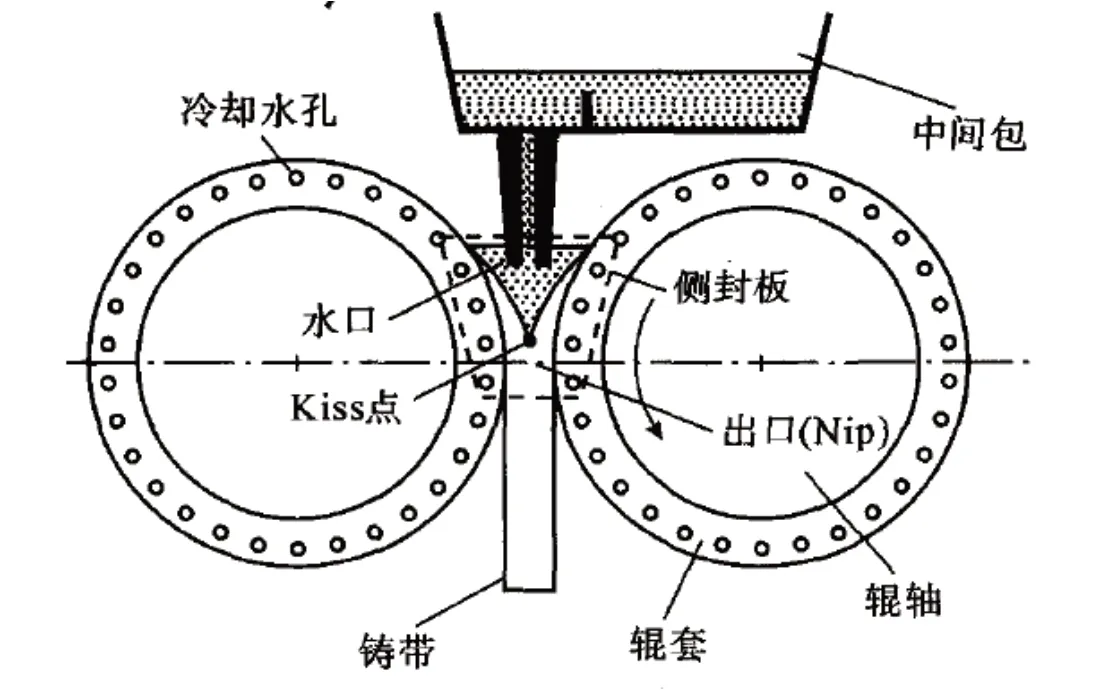
圖1 雙輥薄帶連鑄機示意圖[2]Fig.1 Schematic diagram of double-roll strip continuous caster
結晶輥通常由不銹鋼芯軸和銅合金輥套組成,其結構形式如圖2 所示。為了提高結晶輥使用壽命、提高薄帶連鑄生產效率。與傳統的方坯、板坯連鑄結晶器一樣,可以在結晶輥表面鍍覆一層金屬鍍層。但是,與傳統結晶器不同,結晶輥要求更快速均勻傳熱,而且要滿足連鑄和軋制雙要求,因此對鍍層的要求更苛刻,鍍層需具有導熱性良好、耐磨性良好并能抗熱疲勞;同時需對結晶輥表面進行粗糙處理,形成一定的紋理,以控制熱傳導,從而控制凝固過程,實現均勻冷卻。另外,考慮到工業化對結晶輥周期和成本的要求,結晶輥需具有可修復性。
本文主要闡述了薄帶連鑄結晶輥的工業化應用中涉及的鍍層和輥面精密加工技術研究情況。

圖2 結晶輥結構示意圖Fig.2 Structure diagram of crystallization roller
1 結晶輥電鍍及毛化技術
結晶輥鍍層一方面可以對結晶輥本體進行保護,減輕澆鑄時產生的熱應力和機械應力對結晶輥的損傷,另一方面能增加表面耐磨性,保持輥型及表面形貌。在結晶輥使用一定周期后,只需重新修復鍍層即可再次上線使用,大大延長了結晶輥的整體壽命,從而降低了薄帶連鑄生產成本,為工業化應用奠定了基礎。
結晶輥的鍍層技術大致經歷了鍍鎳、鍍鉻、鍍鎳+鍍鉻等3 種技術路線。由于結晶輥輥體總長度達5425 mm,直徑達800 mm,重量達8 t 左右,因此需要專用的設備進行電鍍。
1.1 結晶輥立式旋轉鍍鎳技術
為了保證結晶輥鍍層的質量與性能,采用立式旋轉槽進行電鍍,其設計思路是通過傳動裝置和支撐承重裝置使結晶輥在電鍍槽內垂直勻速轉動,采用氨基磺酸鍍鎳體系對結晶輥實施全浸沒式電鍍。圖3 為本工廠的立式旋轉電鍍設備,該設備能保證結晶輥鍍層的均勻性,有利于生產高質量結晶輥。
1.2 結晶輥臥式旋轉鍍鉻技術
由于硬鉻鍍層有優良的物理特性,如其硬度可達1000 HV,其耐磨系數非常低,因此冶金行業有大量的工藝輥需要鍍鉻處理,為了增加使用壽命一般采用毛化鍍鉻技術。最早的結晶器銅板修復也是采用鍍鉻處理,但因為鍍鉻后結晶器銅板普遍存在裂紋,逐漸被鍍鎳或鎳合金取代。
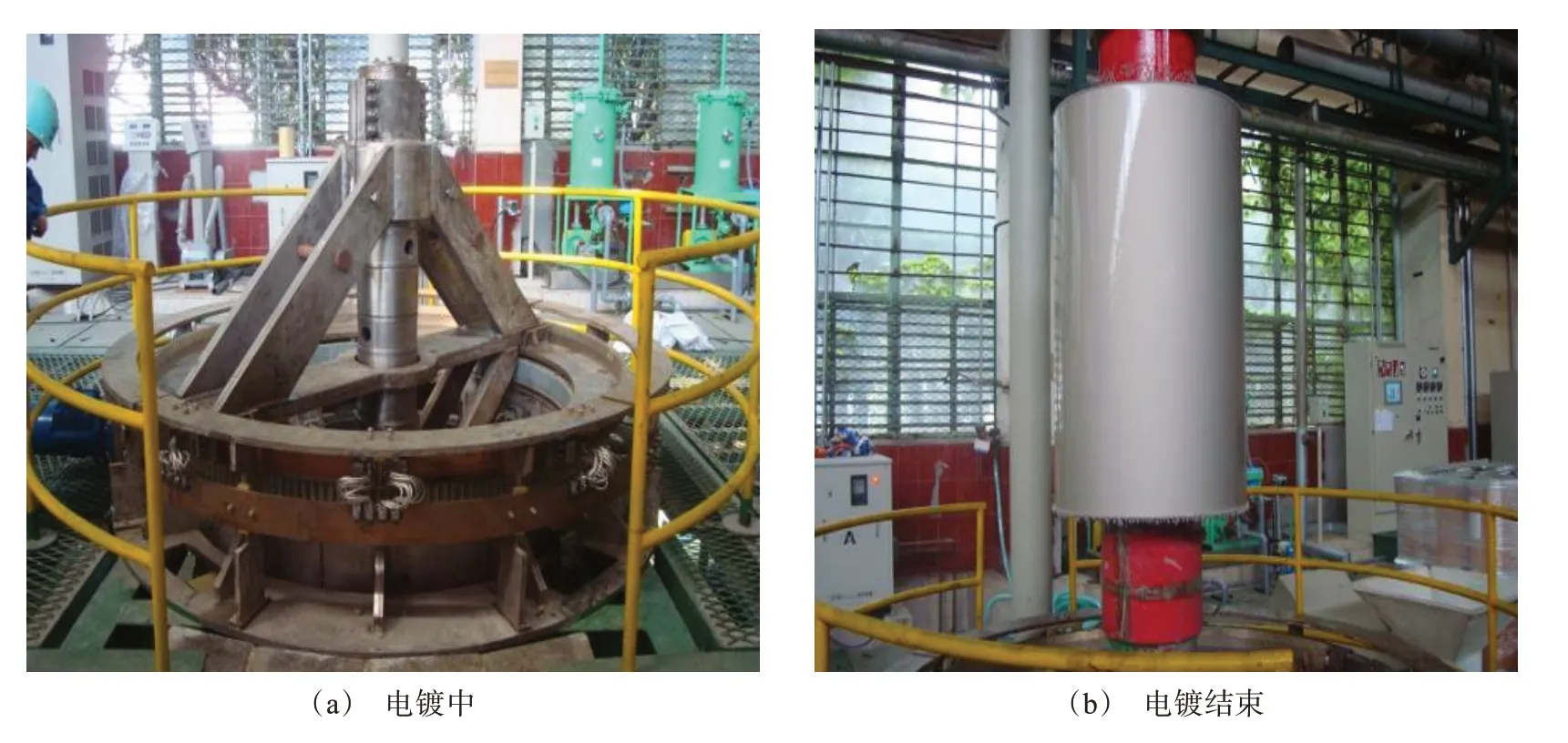
圖3 結晶輥立式旋轉鍍鎳Fig.3 Vertical rotary nickel plating on crystallization roller
因此在借鑒輥類和結晶器銅板鍍鉻技術的基礎上,為了緩和裂紋情況,結晶輥表面鍍鉻采用雙層鉻進行處理。即先在結晶輥表面電鍍一層硬度低、無裂紋的乳白鉻,再在外層鍍一層耐磨損的硬鉻,其設計目的是為了緩和裂紋對結晶輥基體的影響。其中乳白鉻的鍍層厚度控制在50 μm 以內,表面硬鉻的厚度控制在15 μm以內。
圖4 為本工廠結晶輥鍍鉻的生產實例。鍍鉻結晶輥經上線后發現其使用壽命較鍍鎳大幅提高,但下線后發現其表面存在微裂紋,并且裂紋已經擴展至銅基體。
圖4 結晶輥鍍鉻Fig.4 Crystallization roll chromium plating
1.3 結晶輥鍍鎳+鍍鉻技術
為了減輕鍍鉻層對結晶輥基體的損傷,在結晶輥與鍍鉻層之間增加了鍍鎳層。為了消除鍍鎳層對傳熱的影響,一般控制鍍鎳層的厚度小于0.3 mm。同時為了增大結晶輥的表面積,對鍍鎳后的結晶輥進行表面噴丸毛化處理。其主要工藝路線為:結晶輥磨削—鍍鎳—磨削—噴丸毛化—鍍乳白鉻—鍍硬鉻。
圖5 為結晶輥鍍鎳+鍍鉻后的表面形貌,通過Dino-Lite AM3111 手持式電子放大鏡觀察后,可以看出結晶輥表面鍍層均勻。經上線試驗,發現該結晶輥使用后與鍍鎳和鍍鉻相比,既增加了過鋼量,又消除了對結晶輥基體的裂紋損傷。

圖5 鍍鎳+鍍鉻的結晶輥Fig.5 Crystallization roll with nickel and chromium coating
2 結晶輥表面精密加工技術
2.1 輥型加工
結晶輥輥型直接決定了鑄帶的成形及質量,因此其加工精度要求極高,尤其是輥型及輥面形貌。在工業化的基礎上,本文介紹了輥型加工及形貌加工的生產實際。
結晶輥在鑄軋的過程中,輥面會產生熱變形[3],如圖6所示,輥面產生一定的中凹情況,根據朱光明等[3]的研究,結晶輥冷態加工時必須做反向輥型,即形成中凸情況。圖7 為寶鋼-寧鋼薄帶連鑄機組所采用的輥型尺寸,從圖7 可以看出,輥輥局部中凸0.2 mm,并且通過精密磨削加工后,設計輥型曲線與實測輥型曲線基本吻合。
2.2 紋理加工
根據周川[5]、王成全[6]等研究表明,結晶輥形貌主要有V 形槽、噴丸毛化以及其他復合形貌。對于激光刻痕、電解、刻蝕等制作方法,因加工效率和成本問題,尚不能在工業化生產中使用。
2.2.1 V形槽加工
由于刀片的磨損,通過成形刀車削的方式達不到高精度的槽形[7],特別是在鍍鎳層上加工。因此需采用滾壓刀加工,其加工方式如圖8所示。
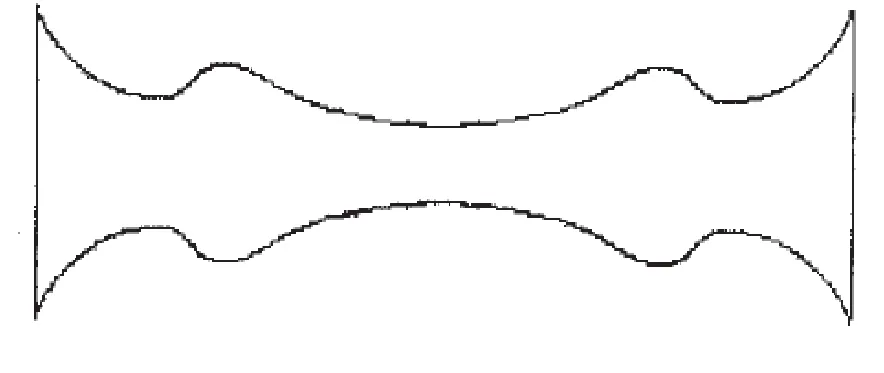
圖6 雙輥連鑄坯截面形狀示意圖[4]Fig.6 Schematic diagram of section shape of doubleroll continuous casting billet
通過調整進刀量和機床轉速,在表1 的滾壓工藝參數下,分別在硬度為HV180~220 和HV300~400的材料表面進行滾壓試驗。通過Surftest SJ-210對表面粗糙度進行測量,以Rv 評定溝槽深度,結果顯示,全輥面四千多條紋理溝槽深度均勻一致,誤差小于5 μm。圖9為通過Dino-Lite AM3111手持式電子放大鏡觀察的形貌。
2.2.2 噴丸毛化
結晶輥噴丸毛化技術主要通過噴鋼丸毛化在輥面上加工出不連續,隨機分布的凹凸形貌。其工作原理為:砂或鋼丸等,在以壓縮空氣為動力的作用下形成高速射流束,使丸粒獲得相當的動能,并以高速噴射到需處理的工件表面,使得工件外表面的淺層外表發生塑性變形,從而達到毛化工件表面的目的。丸粒對工件表面的沖擊作用,可使工件表面獲得一定的清潔度和不同的粗糙度,同時還可以使工件表面的機械性能得到強化。
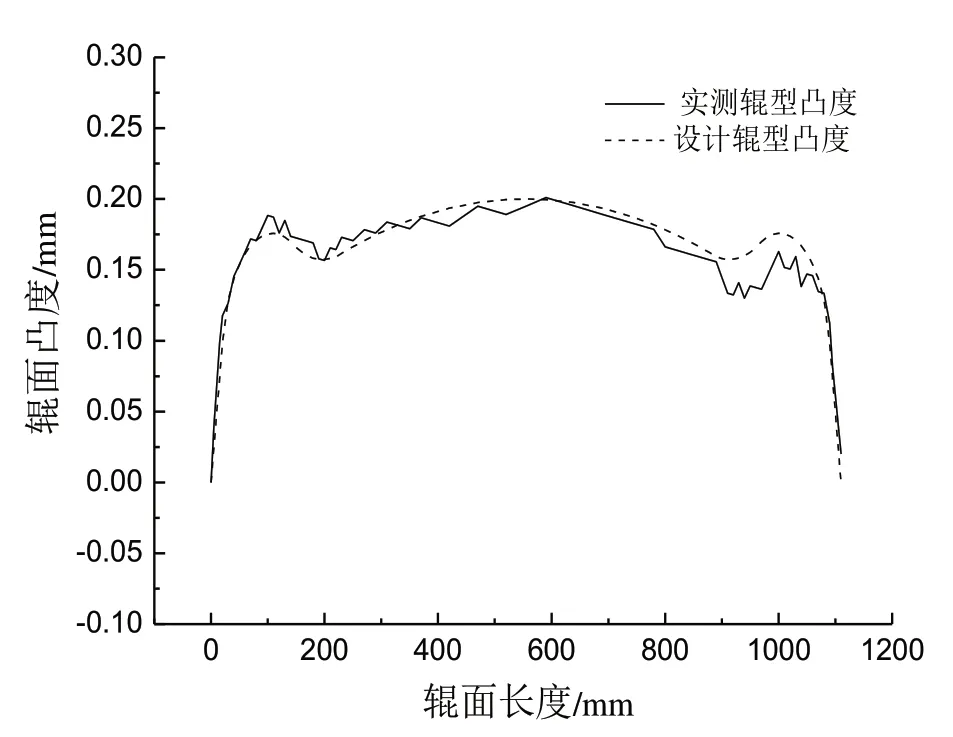
圖7 結晶輥輥型的設計和實測Fig.7 Design and measurement of crystallization roll shape
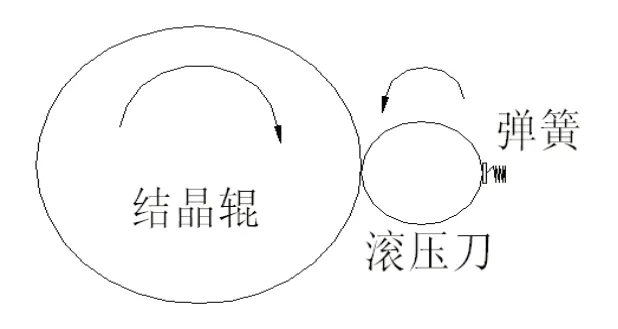
圖8 紋理加工示意圖Fig.8 Schematic diagram of texture processing
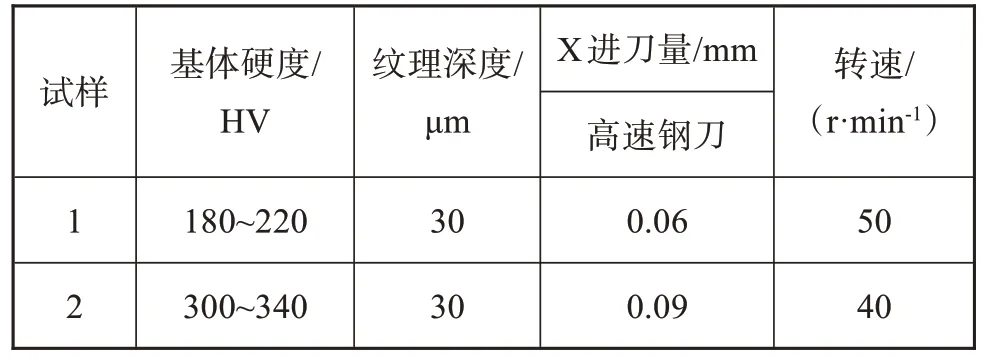
表1 滾壓參數Tab.1 Parameters of roll extrusion
圖9 滾壓紋理放大照片(200×)Fig.9 Texture zoom photos after roll extrusion(200×)
國外對薄帶連鑄結晶輥輥面噴丸的處理方法有很多,如美國專利U7159641B2[8]采用噴丸處理的方法對結晶輥表面進行毛化處理,處理成平均直徑0.3 mm,深10~50 μm 的凹坑。根據周川等[5]的研究表明,輥面粗糙度增大能提高傳熱,但是當粗糙度過大,氣隙熱阻增加反而影響傳熱。
本節匯總了生產過程中槍距、工件轉速和行走速度對表面形貌的影響,并通過粗糙度儀Surftest SJ-210 對表面粗糙度進行測量,以粗糙度Ra,微觀不平度高度Rz對凹坑形貌的高度進行評價,峰值密度Rpc對凹坑的分布量進行評價。
通過表2 分析可以發現,控制不同的槍距和行走速度,粗糙度變化很大,根據寶鋼—寧鋼薄帶連鑄傳熱模型的要求,在生產實際中要嚴格控制Ra=8~10 μm,Rz=50±5 μm,Rpc=30±5 個·cm-1。結晶輥經噴丸毛化后通過Dino-Lite AM3111手持式電子放大鏡觀察其表面形貌,如圖10 可以看出,經過噴丸毛化,輥面的微觀形貌均勻一致。
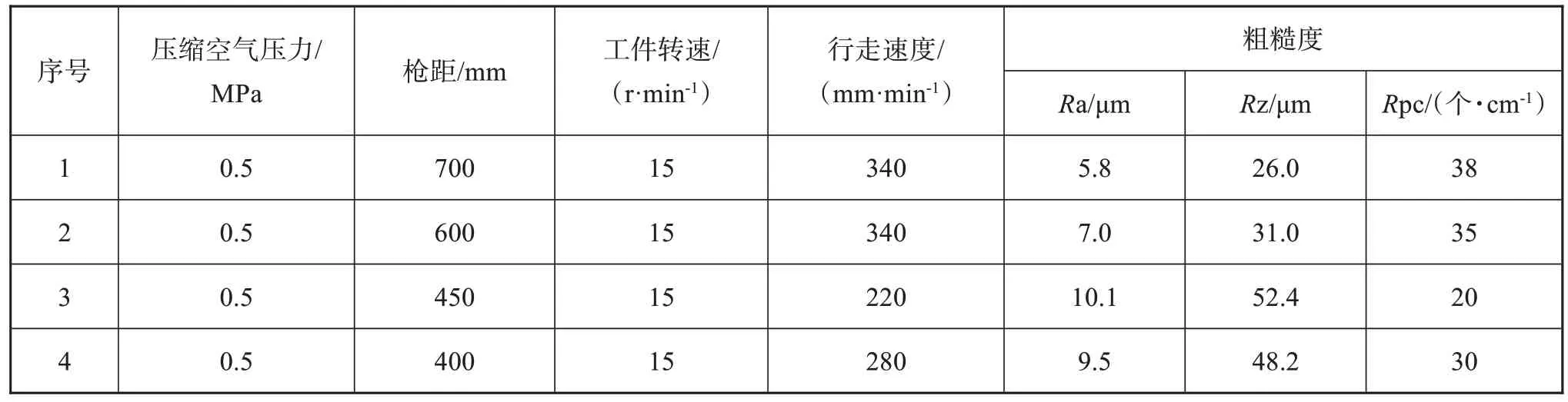
表2 粗糙度數據Tab.2 Data of roughness
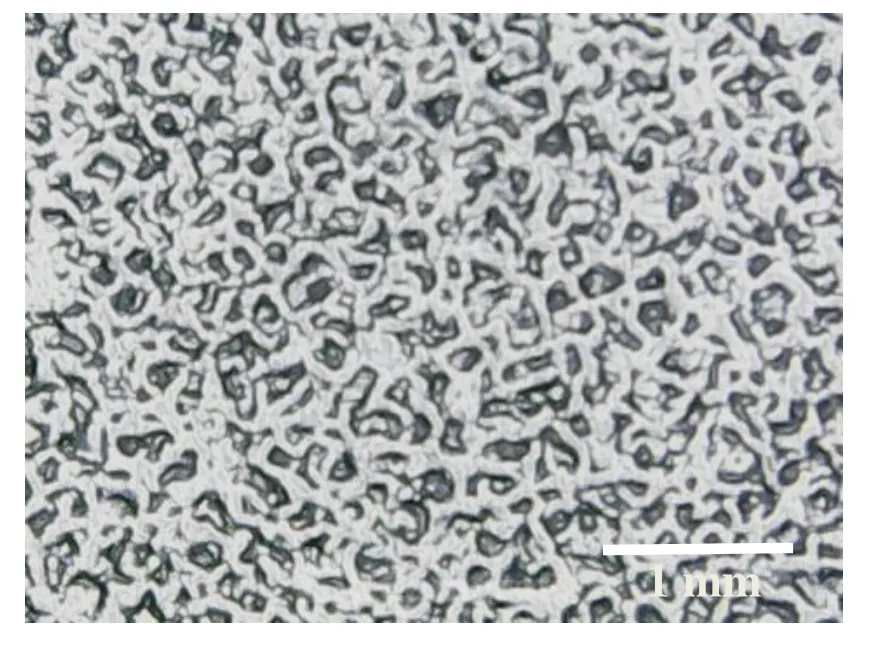
圖10 結晶輥噴丸之后的表面形貌(200×)Fig.10 Surface morphology of crystallization roll after shot blasting(200×)
3 結論
結晶輥表面處理技術是雙輥薄帶連鑄技術實現產業化成功的關鍵,本文概括論述了寶鋼—寧鋼生產線結晶輥工業化生產實際,并在實際工業化生產中得出以下結論:
(1)結晶輥表面需要進行表面處理,否則將嚴重影響結晶輥的整體壽命,通過工業化試驗,應選用鍍鎳+鉻鍍層,并需嚴格控制鍍層厚度,該工藝既能保護銅基體又不影響傳熱效率。
(2)滾壓V形槽形貌和噴丸毛化形貌,在實際使用時,均可以獲得優良的表面形貌,但因鍍層的選型,在生產實際中以噴丸毛化為主。
(3)采用磨削方式可以得到高精度的曲線輥型,為了抵消其工作狀態的熱變形,在冷態加工時應進行反向加工,即將輥面加工成中凸形式,通過高精度磨削,可以完全制造符合理論要求的輥型。