因瓦合金內螺紋銑削工藝研究
2021-05-19 09:15:38曾紅玲
機械管理開發 2021年3期
關鍵詞:深度
曾紅玲
(四威高科技產業園有限公司, 四川 成都 610731)
引言
因瓦合金俗稱低膨脹合金,是一種鐵鎳合金,由于其熱膨脹系數極小, 因此被廣泛應用于各要求尺寸穩定的諧振腔中。濾波器出于尺寸穩定的需求,采用了4J32 因瓦合金材料。濾波器的零件組成包括盒體、上下蓋板、調諧螺釘和諧振桿組成,其中盒體的結構形式如圖1 所示,材料為因瓦合金4J32。
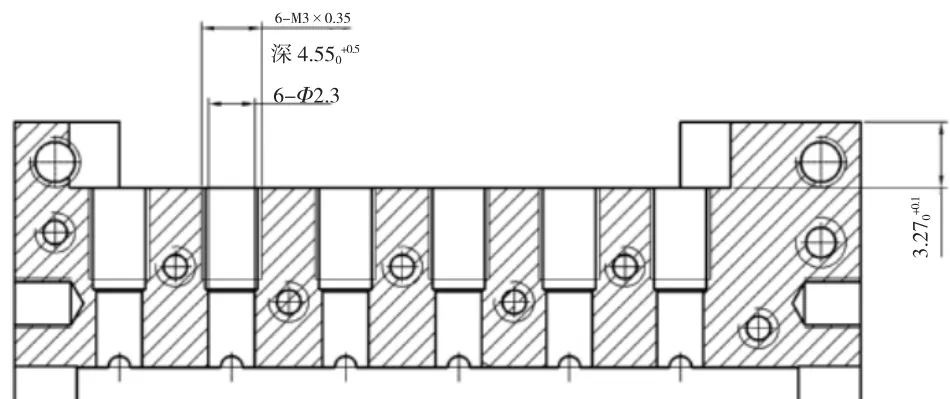
圖1 盒體結構形式(單位:mm)
1 因瓦合金盒體內螺紋加工問題分析
圖1 中螺紋孔6-M3×0.35 公差標注為0~+0.5 mm,其依據為目前加工此類螺紋的工藝流程為鉗工打孔后采用普通絲錐攻絲,此工藝存在以下兩方面的問題:
1)鉗工加工螺紋的深度公差帶范圍只能控制在0.5 mm 以內,由于此螺紋深度公差帶太寬,需要設計三種不同長度的諧振桿與之試裝配合才能達到最好的電性能,此種狀況一方面導致每批次產品下圖時諧振桿數量增多,成本提高,另一方面產品調試工作量也成倍增加,造成調試資源的嚴重浪費。
2)在螺紋孔攻絲過程中,普通絲錐無法對螺紋孔進行扣鍍,而后續此螺紋孔中會有一定厚度的鍍層,導致與之配合的諧振桿很難順利旋入,如果對螺紋孔進行回絲,會導致鍍層破壞或者不連續,裸露在空氣中的4J32 基材在空氣中的水和氧氣作用下,很容易形成金屬氧化物而造成銹蝕。
基于以上兩點,對6-M3×0.35 進行工藝改進,保證螺紋深度公差帶控制在0~+0.1 mm,螺紋末端與底孔底面之間的距離控制在0.2 mm 內,同時實現螺紋的扣鍍,保證后續諧振桿能順利旋入。
根據目前四威高科技產業園有限公司的加工能力,可以采用數控機床攻絲和數控機床螺紋銑削兩種工藝方法實現以上兩點要求,如果采用數控機床攻絲必需采用鍍前絲錐,但是目前鍍前絲錐的應用并未得到充分驗證,而且用市場上的鍍前絲錐加工的螺紋尺寸均為超差螺紋,沒有相應的檢驗工具,無法對螺紋加工質量進行控制。考慮到螺紋銑削工藝已經在鋁合金材料上得以成功應用,而且可以通過調節進刀參數控制扣鍍層厚度,比較靈活,因此在因瓦合金盒體上采用螺紋銑削的方式加工6-M3×0.35 螺紋。
2 因瓦合金內螺紋銑削加工工藝試驗
2.1 因瓦合金內螺紋銑削加工試驗過程
由于因瓦合金盒體結構復雜,為了節省試驗成本和試驗時間。
在托普立式數控加工中心上,加工各處螺紋孔底孔,再用M3×0.35 的整體式螺紋銑刀加工螺紋。
由于4J32 材料較軟,在切削過程中容易產生粘刀現象,不利于切削熱的排出,因此在切削過程中,相對鋁合金材料而言,主軸轉速和進給率均需要降低,具體切削參數如表1。
在螺紋銑削完成之后,程序安排空走一刀,用于去除加工毛刺。
在銑削加工過程中考慮螺紋扣鍍,在不扣鍍的情況下,M3×0.35-6H 螺紋底孔的尺寸范圍為2.621~2.721 mm,基本中徑尺寸為 2.773 mm,6H 螺紋的基本下偏差為0,公差等級為90 μm,因此內螺紋中徑的加工范圍為2.773~2.863 mm。在此零件中要求的鍍層為Fe/Ep.Ni5lsAu5,厚度為10 μm,為了保證內螺紋扣鍍后依然能用標準量具進行測量,采用縮小公差帶的方式加工內螺紋底孔和中徑,底孔按照Φ2.720+0.02mm 加工,螺紋中徑按照2.82~2.86 mm 加工,螺紋深度尺寸在編程中控制為4.550+0.1mm。
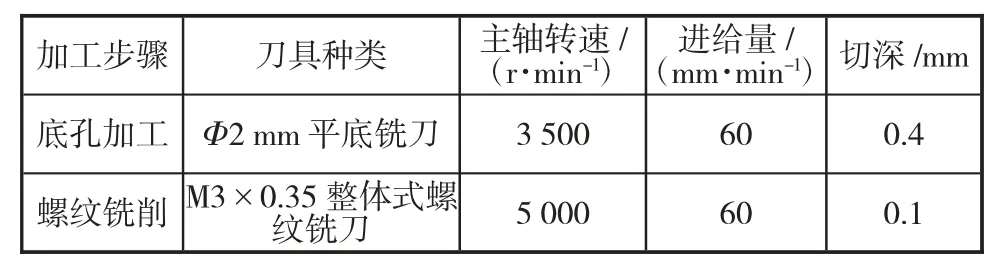
表1 因瓦合金內螺紋銑削切削參數
螺紋銑削試驗件1 加工工藝路線為:備料→車外圓,平端面長度達圖尺寸→銑加工厚度和寬度→數銑加工M3×0.35 螺紋底孔和孔口倒角;換螺紋銑刀加工M3×0.35 深4.550+0.1mm 螺紋→鉗工去凈各處毛刺→鍍Ni5lsAu5。
加工完成后,對螺紋進行檢驗,檢驗方法為:
1)用M3×0.35 螺紋深度規的通端和止端旋入螺紋孔檢驗螺紋的徑向尺寸;
2)用M3×0.35 螺紋深度規的深度標尺檢驗螺紋孔的深度尺寸→線切割沿螺紋中軸線剖開,在30倍顯微鏡下觀察剖面并拍照檢驗螺紋的表面質量和毛刺狀況。
2.2 因瓦合金內螺紋銑削加工試驗結果
因瓦合金內螺紋銑削加工試驗件的實物照片如圖2 所示。
試驗樣件沿螺紋中軸線剖開后的形貌如圖3所示。
在30 倍顯微鏡下觀察剖面并拍照檢驗螺紋的表面質量和毛刺狀況,形貌如圖4 所示。
因瓦合金內螺紋銑削加工試驗件檢驗結果的數據如表2 所示。
2.3 螺紋銑削在因瓦合金盒體加工上的應用
為了對因瓦合金螺紋銑削工藝進行充分驗證,按照3.1 中的加工參數和加工方法制造因瓦合金盒體螺紋6-M3×0.35 深4.550+0.1mm,工件加工完成后,與諧振桿進行裝配。
加工好的因瓦合金盒體的形貌如圖5 所示:
利用螺紋深度規對因瓦合金盒體中的螺紋M3×0.35 深4.550+0.1mm 的徑向尺寸和深度尺寸進行檢驗,檢驗完畢后將加工好的諧振桿與盒體進行裝配,結果如表3 所示。
3 結語
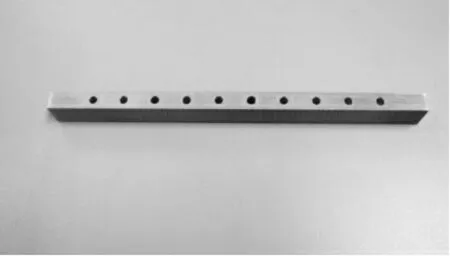
圖2 因瓦合金內螺紋銑削加工試驗樣件
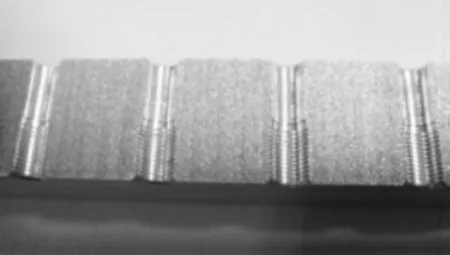
圖3 因瓦合金銑削內螺紋切面

圖4 因瓦合金銑削內螺紋切面放大形貌
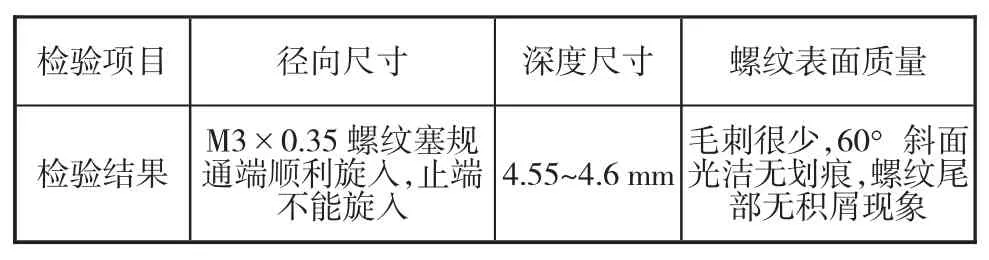
表2 因瓦合金銑削內螺紋檢測結果
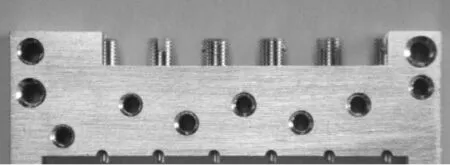
圖5 裝配諧振桿后的因瓦合金盒體
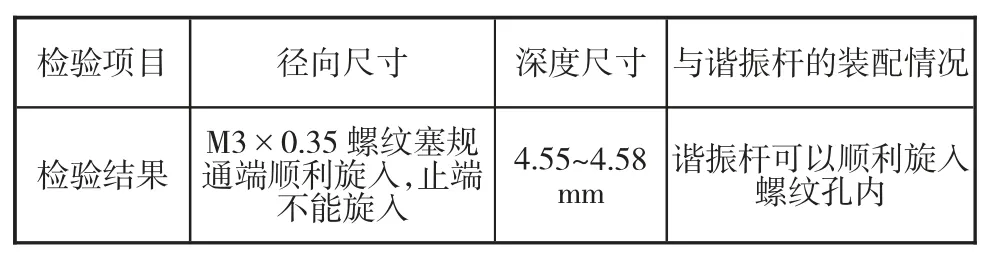
表3 因瓦合金盒體銑削內螺紋檢測結果
本文采用螺紋銑削的方法加工因瓦合金盒體內螺紋M3×0.35 深4.550+0.1mm,在加工過程中通過縮小公差帶的方式對內螺紋進行扣鍍,并利用數控機床的加工精度來保證內螺紋的深度公差。利用此方法加工出的螺紋M3×0.35 不僅滿足了鍍后不需回絲,而且其徑向尺寸在標準范圍內,諧振桿可以順利與其進行裝配;而且螺紋M3×0.35 的深度公差也成功被控制在(0~+0.1)mm,可以大大減少諧振桿的加工種類和數量,從而減少裝配時間和調試時間,顯著提高產品質量的穩定性和生產效率。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57