液壓支架立柱大缸徑內(nèi)孔滾壓工藝裝備的研究
2021-05-19 09:15:30孟繁明
機械管理開發(fā) 2021年3期
關鍵詞:工藝
孟繁明
(阜礦集團機械制造公司, 遼寧 阜新 123000)
引言
ZY15000/26/52 液壓支架立柱伸縮缸筒缸徑為Φ400 mm、長2 200 mm,是國內(nèi)外液壓支架中缸徑較大的立柱。其制造難點是缸體Φ400 mmH9 內(nèi)孔的加工,不僅要求尺寸公差小、粗糙度低,而且圓柱度、直線度也很高。為了生產(chǎn)出滿足設計要求的零件,首先要制定合理的加工工藝并研制相應的工藝裝備。現(xiàn)在國內(nèi)外大缸徑油缸內(nèi)孔的加工方法主要有兩種:鏜削-珩磨和推鏜-滾壓[1]。在確定工藝方案時綜合分析了兩種加工方法的加工精度、表面質(zhì)量、生產(chǎn)效率等因素最終選用推鏜-滾壓工藝,由于Φ400 mm 立柱外缸筒缸徑大、壁厚小,其內(nèi)孔加工技術的關鍵就是研制先進合理的滾壓工藝裝備。
1 大缸徑油缸內(nèi)孔滾壓工藝裝備的結(jié)構
1.1 大缸徑油缸內(nèi)孔滾壓加工思路分析
由于大缸徑油缸的缸徑與壁厚的比值都比較大,接近薄壁管類,其內(nèi)孔滾壓加工時有以下特點:
1)產(chǎn)生的彈性變形較大,為獲得理想的加工尺寸和圓度,應盡量減小滾壓量,各種加工參數(shù)需要多次試驗才能確定[2-3]。
2)為了提高高端支架立柱的可靠性,大缸徑油缸所設計的表面硬度都比較高,滾壓加工時工件表面承受壓力大,使?jié)L壓裝備的壽命縮短,增加了滾壓難度。
3)在設計大缸徑內(nèi)孔滾壓裝備時除了要保證其本身結(jié)構能滿足使用性能外,還要盡量減小工藝裝備在加工過程中的切削阻力減少其自重對滾壓質(zhì)量的影響:改善加工過程中的冷卻條件,解決發(fā)熱變形等問題。
4)需要解決大缸徑、大長度缸筒滾壓中常見的圓度、直線度偏差較大問題。
1.2 大缸徑油缸內(nèi)孔滾壓工藝裝備結(jié)構
Φ400 mm缸徑內(nèi)孔滾壓裝備由鏜削部分、滾壓部分和支撐部分三大部分所組成。
1)鏜削部分含鏜刀塊和鏜刀,鏜刀選用機夾涂層刀片,鏜刀塊起固定鏜刀作用。
2)滾壓部分主要由芯軸、前、后滾道、滾柱、滾柱保持器、推力軸承等件組成,保持器將多個滾柱支承在滾道上,滾道承受徑向滾壓力;單向推力球軸承承受滾壓時的軸向力,使保持器能繞芯軸體軸線轉(zhuǎn)動。滾壓頭與深孔鉆鏜床鏜軸靠矩形螺紋聯(lián)接:加工時,工件以外倒角為定位基準安裝在機床主軸和輸油器之間,分別以接盤和導向套相聯(lián)接,滾壓工藝裝備從輸油器內(nèi)的導向套中進入工件,加工時作旋轉(zhuǎn)和進給運動。加工完后,使?jié)L柱從滾道上退下,滾壓裝備退回。
3)支撐部分的作用是保證加工完成退刀時工藝裝備不下垂,避免滾柱劃傷工件。利用滾柱對油缸內(nèi)孔表面施加一定壓力使金屬產(chǎn)生塑性變形從而達到設計要求的尺寸精度、粗糙度和形狀公差,滾壓加工可提高零件表面的硬度、耐磨性和疲勞強度。
Φ400 mm缸徑內(nèi)孔滾壓工藝裝備采用推鏜-滾壓復合結(jié)構,實現(xiàn)一次走刀完成精鏜和滾壓兩個工序,加工效率大大提高。
2 大缸徑油缸內(nèi)孔滾壓工藝裝備的設計原理
對于滾壓加工內(nèi)孔的質(zhì)量要求,除了要求工件有合適的熱處理硬度、合適的加工余量外,滾柱對內(nèi)孔表面施加的滾壓力決定著滾壓后內(nèi)孔尺寸和表面粗糙度。而滾壓力主要是由滾道外圓尺寸、鏜刀對刀直徑、滾柱個數(shù)、滾柱直徑、滾柱表面硬度等因素決定的。
2.1 滾壓加工原理
滾壓加工原理如下頁圖1 所示,在碾入?yún)^(qū)域(A)滾柱將與切削加工面接觸并漸漸加壓,在塑性變形區(qū)域(B)接觸壓力超過材料的屈服點,產(chǎn)生局部塑性變形。在平滑區(qū)域(C)開始彈性復原,滾柱漸漸與加工表面分離。通常在滾壓加工的實踐作業(yè)時,要經(jīng)過多次滾壓才能使被加工面滾壓成尺寸穩(wěn)定的光滑表面。
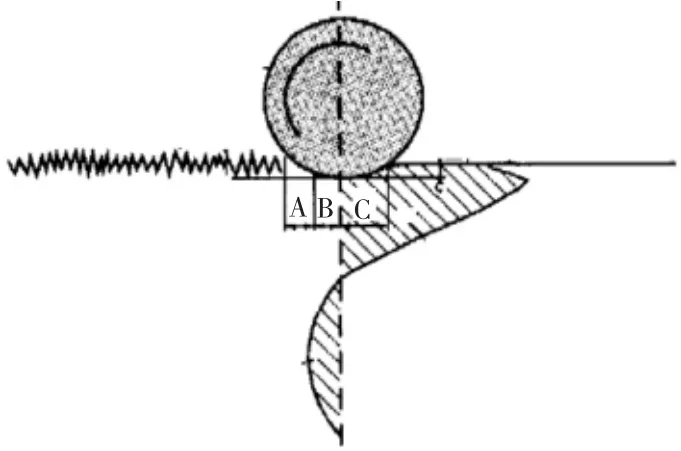
圖1 滾壓加工原理示意圖
Φ400 mm缸徑內(nèi)孔滾壓就是利用這個原理,通過圓柱形的滾柱在內(nèi)孔表面滾壓達到了理想的加工效果。在滾壓工藝裝備的設計中必須控制好施加給工件的滾壓力,因為滾壓力太小鏜刀紋壓不下去得不到理想的粗糙度,滾壓力太大又可能造成內(nèi)孔表面疲勞點蝕,比如滾柱直徑太小會使接觸表面應力過大、或者滾柱數(shù)量過多在交變接觸應力的作用下,工件內(nèi)表面材料接觸疲勞造成起皺或起皮;滾柱數(shù)量多少還與加工效率有關[4-5]。
2.2 軸線平行的兩圓柱體相接觸時的接觸應力計算
滾壓時,滾柱與缸筒是內(nèi)切的兩個圓柱體,可按軸線平行的兩個圓柱體接觸強度公式計算接觸應力。兩圓柱體接觸時的示意圖如圖2 所示,軸線平行的兩圓柱體接觸時應力分布如圖3 所示。
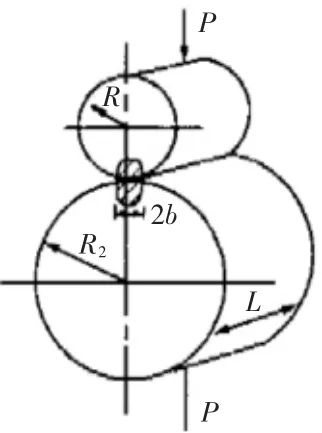
圖2 兩圓柱體接觸時示意圖
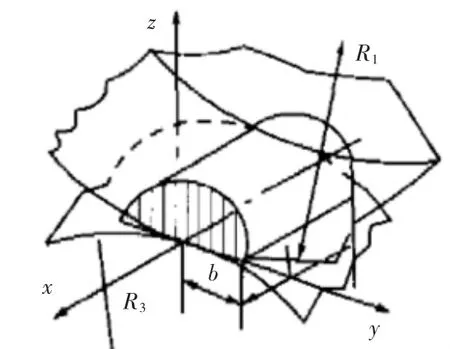
圖3 軸線平行的兩圓柱體接觸時的應力分布圖
從圖中可知,兩圓柱體接觸時,受壓力P 后,接觸處接觸線變成寬度為2b 的矩形面,單位壓力按橢圓柱規(guī)律分布。變形最大的x 軸上壓力最大,以P0表示,接觸面上其余各點的壓力按半橢圓規(guī)律分布,如圖3。由公式(1)(2)(3)計算單個滾柱接觸的應力。因滾柱和缸筒材料同是鋼,式中彈性模量E1=E2=E,泊 松 比 μ1=μ2=0.3;兩 圓 柱 體 內(nèi) 內(nèi) 接 觸 取

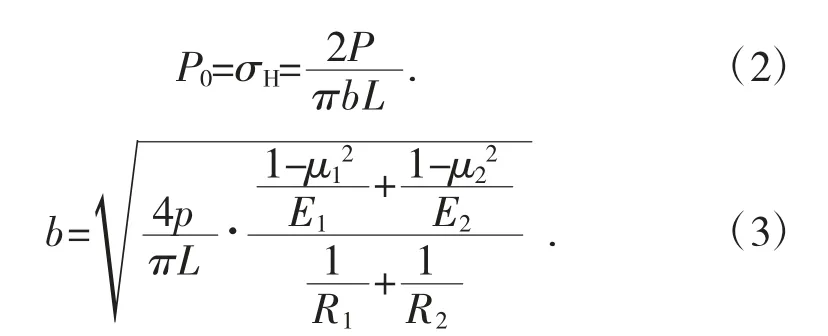
式中:P 為接觸壓力;P0為變形最大的x 軸上壓力;R1為圓柱體 1 的半徑;R2為圓柱體 2 的半徑;E1為圓柱體 1 彈性模量;E2為圓柱體 2 彈性模量;μ1為圓柱體1 泊松比;μ2為圓柱體2 泊松比;b 為接觸線寬度;y 為y 軸上寬度;L 為圓柱體長度。
3 大缸徑內(nèi)孔滾壓工藝裝備的結(jié)構特點
3.1 Φ400 mm 缸徑內(nèi)孔滾壓裝備的設計特點
在設計過程中特別注重了提高加工質(zhì)量、提高加工效率和提高操作方便性的理念,并著重解決了如下三方面的技術難題:
1)為解決大缸徑鋼管毛坯偏差大,容易出現(xiàn)缸筒內(nèi)壁局部加工不圓的情況,特別設計了兩個相獨立的鏜刀塊,改常用的單刀精鏜為雙刀精鏜,可以提高精鏜加工的圓度、直線度,同時降低粗糙度。
2)大缸徑滾壓裝備因質(zhì)量過大加工中存在下垂問題,進刀時下垂,影響工件內(nèi)孔與外圓的同軸。和內(nèi)孔表面質(zhì)量,退刀時下垂?jié)L柱會劃傷工件。通過精確計算,大幅減少其自重,最終使該滾壓裝備比公司原有的Φ360 mm 滾壓裝置減少80 kg;并對前、后端支承部分在結(jié)構上進行改進增加了有效支撐面積,起到了良好的效果。同時為避免滾壓裝備退出時下方滾柱下落擠傷工件,采用了彈性更好且不會損傷加工面的滾柱擋板材料。
3)為有效降低運行成本,對易損件—滾道結(jié)構進行精確分析,去除不影響該裝備性能的部分,使其有效長度縮短為常規(guī)滾道40%,大大降低了滾道的成本。
3.2 大缸徑油缸內(nèi)孔加工中需考慮的影響因素
由于影響油缸內(nèi)孔滾壓質(zhì)量的因素很多,所以除了研制先進合理的工藝裝備外在大缸徑油缸內(nèi)孔加工中必須充分考慮了以下幾方面的影響因素:
1)設計合理的缸體加工工藝和熱處理工藝,使?jié)L壓面硬度(HB)小于290;
2)確定滾壓量:即根據(jù)設計的滾道尺寸、材料硬度、缸徑與壁厚比值確定合適的鏜刀對刀尺寸;
3)滾壓參數(shù)參考:進給量(0.4 mm/r 左右)、滾壓速度(主軸轉(zhuǎn)速 63~100 r/min);
4)推鏜內(nèi)孔工序為鏜滾工序留合適的工序余量和表面質(zhì)量;
5)零件兩端有較準確的定位基準面。
4 大缸徑缸筒推鏜、滾壓工藝裝備的使用效果
Φ400 mm 缸徑內(nèi)孔滾壓工藝裝備制造完成,開始進行調(diào)試,通過試驗確定了加工精度、加工效率具佳的加工參數(shù),現(xiàn)已成功完成白音華礦5.2 m 支架Φ400 mm 立柱的缸筒加工。滾壓后的缸筒完全滿足設計要求,加工效率高滿足了生產(chǎn)進度要求。實踐證明的Φ400 mm 缸徑內(nèi)孔滾壓工藝裝備是目前國內(nèi)較為先進的,內(nèi)孔加工技術也是科學合理的。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52