底調千斤頂在安裝過程中定位工裝的設計
2021-05-19 09:15:30張媛媛
機械管理開發 2021年3期
關鍵詞:支架
張媛媛
(霍州煤電集團鑫鉅煤機裝備制造有限責任公司, 山西 霍州 031412)
引言
底調千斤頂是液壓支架的一個重要組成部件。煤礦生產中,特別是在底板條件較差,煤層傾斜的工作面,支架移架后會產生歪斜的情況,不利于支架管理及推溜作業。底調千斤頂用于在支架移架過程中調整相鄰支架,以保證支架整體同步及穩定,有效管理支架和支護頂板,便于順利推溜,保證安全,高效生產。因此,針對液壓支架底調千斤頂定位工裝、技術進行分析。
1 液壓支架上底調千斤頂安裝設計的內容、目的、技術方案
1.1 設計內容
定位工裝中的各定位套筒及法蘭為同軸度及端面孔,且與底調千斤頂外形尺寸相匹配,在實際的點裝過程中可以用其替代傳統的拼裝劃線,這樣就能夠為底調千斤底座套筒、導向筒及擋銷座的智能化焊接提供穩定的位置參數,便于液壓支架底座智能化焊接,保證了底座套筒與導向筒的同心度,利于底調千斤頂的零誤差安裝。
1.2 設計目的
為了解決現有技術中存在的問題,而提供一種液壓支架底調千斤頂安裝的定位工裝。在實際點裝過程中,由于操作工人水平的差異、多次測量產生的誤差,在底座套筒、導向筒及擋銷座點裝過程中,會產生位置上的誤差(偏心),造成底調千斤頂裝不上,銷軸無法插入,位置偏移等,從而導致返工。為了減少這一現象的發生,降低工人勞動強度,結合生產實際設計一種用于液壓支架上底調千斤頂安裝的輔助工具。
1.3 技術方案
一種液壓支架底調千斤頂安裝的定位工裝,包括第一定位套筒、第二定位套筒和連接套筒;其中,第一定位套筒和第二定位套筒分置于連接套筒的兩端,第一定位套筒的筒壁上開設有端孔;第一定位套筒和連接套筒之間通過第一法蘭連接固定,第二定位套筒和連接套筒之間通過第二法蘭連接固定;第一定位套筒、第一法蘭、連接套筒、第二法蘭和第二定位套筒位于同一軸線上[1]。
定位工裝中的各定位套筒及法蘭為同軸度及端面孔,且與底調千斤頂外形尺寸相匹配,在實際的點裝過程中可以用其替代傳統的拼裝劃線,這樣就能夠為底調千斤底座套筒、導向筒及擋銷座的智能化焊接提供穩定的位置參數,便于液壓支架底座智能化焊接,保證了底座套筒與導向筒的同心度,利于底調千斤頂的零誤差安裝。
2 定位工裝的制作方法和工藝流程
本工裝的制作方法為:首先將法蘭內外徑加工成品,具體為數控下圓料,通過機加工成第一法蘭和第二法蘭,保證各法蘭內外同心;其次將第一定位套筒、第二定位套筒和連接套筒外徑加工成品,并在第一定位套筒的筒壁上鉆孔形成端孔;最后將第一定位套筒、第一法蘭、連接套筒、第二法蘭和第二定位套筒依次焊接成一體,并保證其同軸度。該工裝與底調千斤頂尺寸相匹配,這樣組合的同心工裝就如同一個底調千斤頂,在實際點裝過程中可以用其替代劃線拼裝,從而準確地定位底座套筒、導向筒及擋銷座的位置參數,保證了底調千斤頂的完美安裝。結構示意圖如下頁圖1、圖2 所示。
在底座安裝底調千斤頂的部位拼裝時,如下頁圖3 所示[2],首先將本實用新型工裝放入底調千斤頂所放位置處,將端孔、中心線垂直于底板;接著套入導向筒、擋銷座及底座套筒,工裝上的第一定位套筒保證導向筒的位置,第二定位套筒保證底座套筒的位置,通過銷子插入端孔及擋銷座孔來保證擋銷座的位置,這樣導向筒、擋銷座及底座套筒則能夠準確無誤的確定其位置參數,最后即可迅速并準確的拼裝完成。導向筒、擋銷座及底座套筒完成點裝后,拔掉銷子,即可將本實用新型工裝抽出,然后再將底調千斤頂放入已經點裝好的位置處即可,如圖4 所示[3],其中,工裝上第一定位套筒的位置處對應底調千斤頂的上端活塞桿處,第二定位套筒的位置處對應底調千斤頂的缸底,連接套筒起到連接兩個定位套筒的作用。本工裝不僅輕便,同時也保證了精度。
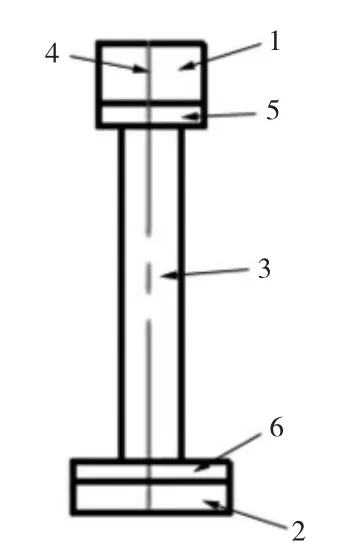
圖1 結構示意圖
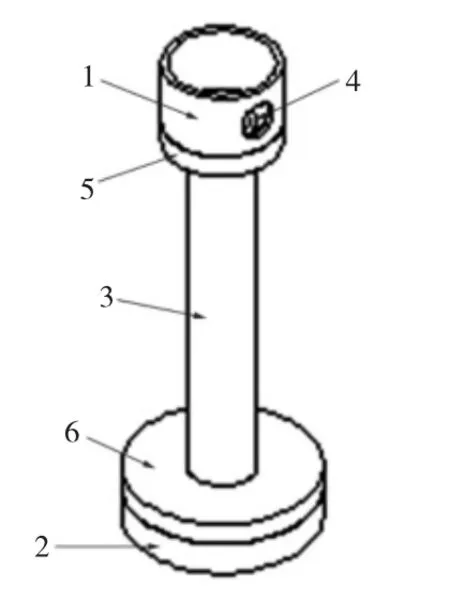
圖2 立體結構示意圖
3 結論
底調千斤頂安裝過程中定位工裝的設計,主要解決了液壓支架上底調千斤頂安裝困難的問題。此工裝包括兩個定位套筒和一個連接套筒;兩個定位套筒分置于連接套筒的兩端,一個定位套筒上開設有端孔;兩個定位套筒與連接套筒之間分別通過法蘭連接固定;兩個定位套筒、兩個法蘭以及連接套筒均位于同一軸線上。此工裝設計科學、結構簡單、制作容易、成本低廉、使用方便,通過其能夠定位底座套筒、導向筒及擋銷座的位置參數,從而將底調千斤頂準確快速放入,在生產中便于工人操作,避免了誤差,提高了拼裝質量,節省了工時和耗材,而且輕便耐用,適用性強,徹底解決了液壓支架上底調千斤頂安裝困難的問題,能夠在各類液壓支架中推廣使用。
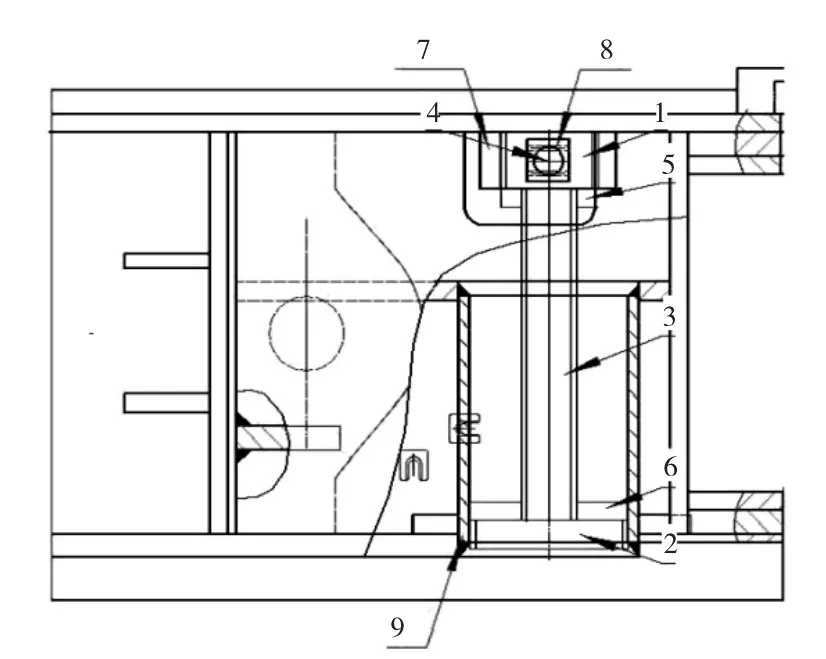
圖3 使用示意圖
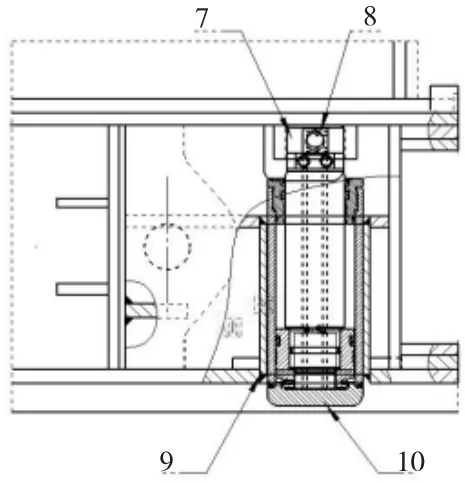
圖4 安裝后結構圖
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55