一種能夠?qū)崿F(xiàn)快速換產(chǎn)高精度裝夾軸類(lèi)零件插內(nèi)齒夾具的設(shè)計(jì)
2021-05-19 09:15:28王軍
機(jī)械管理開(kāi)發(fā) 2021年3期
王 軍
(中國(guó)重汽集團(tuán)大同齒輪有限公司, 山西 大同 037305)
引言
隨著市場(chǎng)競(jìng)爭(zhēng)的日益激烈,“高精度、低成本、中小批量”生產(chǎn)方式已經(jīng)成為當(dāng)前機(jī)械加工行業(yè)的主導(dǎo)生產(chǎn)方式。為了適應(yīng)這種市場(chǎng)需要,在插齒機(jī)上進(jìn)行快速換產(chǎn)、高精度安裝后可以加工出質(zhì)量穩(wěn)定的需插內(nèi)齒的軸類(lèi)零部件就成為一種必然趨勢(shì)。
由于需插內(nèi)齒的軸類(lèi)零部件定位端面較小、外徑差異大、軸向尺寸不盡相同,原夾具在加工需插內(nèi)齒的軸類(lèi)零部件時(shí),采用端面定位、彈簧夾頭夾緊外圓方式,產(chǎn)品換產(chǎn)時(shí)間較長(zhǎng)且沒(méi)有使用中心孔對(duì)零部件進(jìn)行定心,插內(nèi)齒后的徑向跳動(dòng)在0.03~0.08 mm 之間,與現(xiàn)在的生產(chǎn)方式需求不相適應(yīng)。
本文設(shè)計(jì)了一種采用下頂尖定中心孔實(shí)現(xiàn)定心、定軸向位,彈簧夾頭夾緊外圓的方式進(jìn)行夾緊的夾具[1],該夾具主要包括快換防塵蓋、快換彈簧夾頭、本體、配油環(huán)、底座、拉桿、快換下頂尖、隔套、頂尖座、拉軸和接桿。在加工前,先確定需要加工的零部件,需要幾號(hào)快換防塵蓋、快換彈簧夾頭和快換下頂尖。確定后把快換防塵蓋、快換彈簧夾頭和快換下頂尖安裝在插胎上,再把要加工的零部件安裝在插胎上,最后使用機(jī)床液壓拉桿拉動(dòng)快換彈簧夾頭把零部件夾緊后進(jìn)行插內(nèi)齒加工,見(jiàn)圖1。
1 任務(wù)需求
要求在同一臺(tái)插齒機(jī)上加工多種需插內(nèi)齒的軸類(lèi)零部件產(chǎn)品,加工精度控制在齒圈跳動(dòng)0.05 mm以內(nèi),換產(chǎn)輔助時(shí)間30 min 以內(nèi)。而使用以往的工裝,齒圈跳動(dòng)只能控制在0.08 mm 以內(nèi),換產(chǎn)輔助時(shí)間需在3 h 左右,無(wú)法滿足精度和換產(chǎn)節(jié)拍的要求,因此要求設(shè)計(jì)新型插軸類(lèi)零部件內(nèi)齒的工裝。
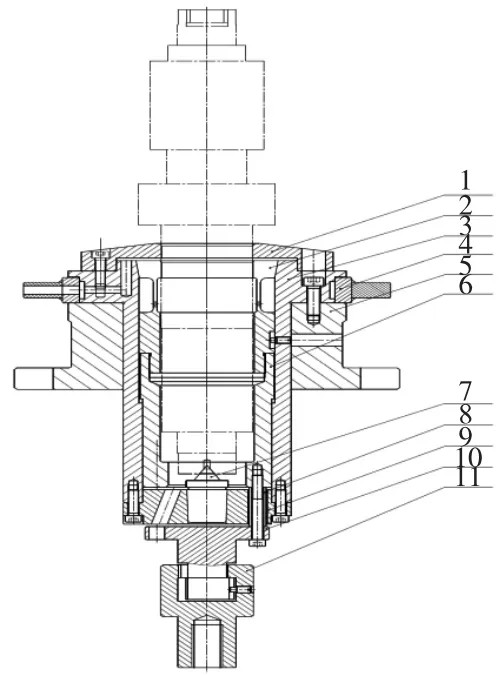
圖1 軸類(lèi)快換插內(nèi)齒工裝簡(jiǎn)圖
2 夾具的設(shè)計(jì)
2.1 底座與本體連接的設(shè)計(jì)制造
底座與本體采用底座內(nèi)孔與本體外圓定心、底座端面與本體端面定位設(shè)計(jì)。
為了保證底座部分與本體部分連接精度,特別使用了底座內(nèi)孔與本體外圓過(guò)渡配合的連接方式,確保了底座與本體的連接精度。為了保證底座端面與本體端面的平面貼合精度,特別要求了底座端面與本體端面的平面度、垂直度和粗糙度[2]。
2.2 本體與防塵蓋連接的設(shè)計(jì)制造
本體與防塵蓋采用本體外圓與防塵蓋內(nèi)孔定心、本體端面與防塵蓋端面定位的連接。
2.3 本體與彈簧夾頭、拉桿連接的設(shè)計(jì)制造
本體與彈簧夾頭采用本體內(nèi)孔、及內(nèi)錐面與彈簧夾頭外圓、外錐面自定心的連接。為了確保本體與彈簧夾頭能夠滑動(dòng)自如,其配合間隙在0.01 mm 以內(nèi),特別采用配磨的加工方式和要求了本體內(nèi)孔、及內(nèi)錐面與彈簧夾頭外圓、外錐面的跳動(dòng)在0.005 mm及粗糙度在Ra0.2 mm 以下。
本體與拉桿采用本體內(nèi)孔與拉桿外圓自定心的連接,為了確保本體與拉桿能夠滑動(dòng)自如,其配合間隙在0.02 mm 以內(nèi)。
2.4 本體與配油環(huán)連接的設(shè)計(jì)制造
本體與配油環(huán)采用本體外圓與配油環(huán)內(nèi)孔定心的連接。配油環(huán)沿軸向尺寸中部開(kāi)有油道槽與本體的油道貫通,使冷卻油可以通過(guò)油道進(jìn)入插胎內(nèi)部對(duì)彈簧夾頭、頂尖等機(jī)構(gòu)進(jìn)行清洗后通過(guò)本體的泄油孔流出。達(dá)到插胎內(nèi)部無(wú)異物,保證零部件的裝夾質(zhì)量。為了確保本體與配油環(huán)間的連接處能夠很好地把冷卻油密封,要求連接處采用過(guò)渡配合且粗糙度在Ra0.4μm 以下。
2.5 本體與頂尖座連接的設(shè)計(jì)制造
本體與頂尖座采用底座內(nèi)孔與頂尖座外圓定心、本體端面與頂尖座端面定位的連接。
為了保證本體部分與頂尖座部分連接精度,特別使用了本體內(nèi)孔與頂尖座外圓過(guò)渡配合的連接方式,確保本體與頂尖座的連接精度。為了保證本體與頂尖座的平面貼合精度,特別要求了本體端面與頂尖座端面的平面度、垂直度和粗糙度。
2.6 防塵蓋與零部件連接的設(shè)計(jì)制造
防塵蓋與零部件采用防塵蓋內(nèi)孔與零部件外圓的間隙配合。防塵蓋需要根據(jù)不同的零部件的外圓尺寸設(shè)計(jì)出不同的防塵蓋,以達(dá)到既能防止鐵屑進(jìn)入插胎內(nèi)部,又能使零部件順利裝入插胎的目的。
2.7 彈簧夾頭與零部件連接的設(shè)計(jì)制造
彈簧夾頭與零部件采用彈簧夾頭內(nèi)孔與零部件外圓定心夾緊的結(jié)構(gòu)設(shè)計(jì)。由于每種產(chǎn)品零部件的定位外圓不可能完全一致且彈簧夾頭的變形量不能太大,因此要根據(jù)零部件定位外圓的不同設(shè)計(jì)出不同規(guī)格的彈簧夾頭,使被加工零部件在安裝后處于一個(gè)合理的擺放姿態(tài),以達(dá)到減少因被加工零部件的位置不合理而導(dǎo)致加工不正確,影響加工質(zhì)量。
由于彈簧夾頭要經(jīng)常使用,處于高頻率工作狀態(tài),因此要選擇耐磨性好、硬度高、彈性好的鋼材,如50CrVA。要定期檢查彈簧夾頭是否完好,如有磨損要及時(shí)更換。如果使用了已磨損的彈簧夾頭,由于無(wú)法正常加工零部件,出現(xiàn)嚴(yán)重質(zhì)量事故。
2.8 頂尖與零部件連接的設(shè)計(jì)制造
頂尖與零部件采用頂尖插入零部件的中心孔的定心、軸向定位方式。由于每種產(chǎn)品零部件的中心孔、軸向尺寸不可能完全一致,因此要根據(jù)零部件中心孔、軸向尺寸的不同設(shè)計(jì)出不同規(guī)格的頂尖。使被加工零部件在安裝后處于一個(gè)合理的擺放姿態(tài),以減少因被加工零部件的位置不合理而導(dǎo)致加工不正確,影響加工質(zhì)量。
由于頂尖要經(jīng)常使用,處于高頻率工作狀態(tài),因此要選擇耐磨性好、硬度高的鋼材,如T10A。要定期檢查頂尖是否完好,如有磨損要及時(shí)更換。如果使用了已磨損的彈簧夾頭,由于無(wú)法正常加工零部件,出現(xiàn)嚴(yán)重質(zhì)量事故。
2.9 頂尖座與頂尖連接的設(shè)計(jì)制造
頂尖座與頂尖采用頂尖座內(nèi)錐孔與頂尖外錐自定心定位結(jié)構(gòu),確保頂尖座與頂尖的連接精度,保證其穩(wěn)定的軸向尺寸。
2.10 彈簧夾頭、拉桿、拉軸、接桿及隔套相互連接的設(shè)計(jì)制造
彈簧夾頭與拉桿采用螺紋連接、拉桿與拉軸采用螺栓通過(guò)隔套連接、拉軸與接桿采用錯(cuò)位機(jī)構(gòu)連接。最后接桿通過(guò)螺紋與機(jī)床液壓拉桿連接后,通過(guò)機(jī)床液壓拉桿對(duì)彈簧夾頭進(jìn)行驅(qū)動(dòng),以達(dá)到對(duì)零部件的夾緊、松開(kāi)操作。
3 零部件的要求
被加工零部件在車(chē)削外圓、端面序時(shí)要考慮零部件的外圓在快換插內(nèi)齒工裝上定位的需要,特別是要滿足外圓、中心孔的精度要求[3]。因?yàn)榱悴考闹行木€與插內(nèi)齒工裝的中心線只有高度重合,才能加工出內(nèi)齒跳動(dòng)合格的零部件。如果外圓尺寸超差會(huì)導(dǎo)致零部件在工裝上擺放不準(zhǔn)確,以至插內(nèi)齒加工不正確;零部件外圓跳動(dòng)超差會(huì)導(dǎo)致零部件的中心線與工裝中心線不能完全貼合,以至內(nèi)齒跳動(dòng)不穩(wěn)定。
4 零部件的加工
首先確定要加工的零部件需要幾號(hào)快換防塵蓋、快換彈簧夾頭、快換下頂尖,把快換防塵蓋、快換彈簧夾頭、快換下頂尖安裝在工裝上,再把要加工的零部件擺放在工裝上,然后使用液壓機(jī)構(gòu)夾緊,確保零部件在工裝上的各個(gè)自由度完全被限制。最后由操作工啟動(dòng)機(jī)床進(jìn)行加工插內(nèi)齒工序。
5 檢驗(yàn)結(jié)果驗(yàn)證及結(jié)論
使用本文新設(shè)計(jì)的快換工裝加工需插內(nèi)齒的軸類(lèi)零部件產(chǎn)品的跳動(dòng)數(shù)據(jù)及換產(chǎn)時(shí)間統(tǒng)計(jì),見(jiàn)下頁(yè)表1、表2。
由表1 可以看出,使用此快換工裝加工零部件的插內(nèi)齒,其內(nèi)齒跳動(dòng)檢測(cè)結(jié)果均小于要求值,即內(nèi)齒跳動(dòng)≤0.05 mm,可以滿足使用要求。
由表2 可以看出,通過(guò)進(jìn)行換產(chǎn)試驗(yàn)驗(yàn)證,共換產(chǎn)20 次,實(shí)際換產(chǎn)均小于要求時(shí)間30 min,可以滿足快換使用要求。
通過(guò)以上加工插內(nèi)齒后,經(jīng)檢驗(yàn)內(nèi)齒跳動(dòng)的數(shù)據(jù)和換產(chǎn)時(shí)間的數(shù)據(jù)統(tǒng)計(jì)分析,本文設(shè)計(jì)的快換工裝適合現(xiàn)“高精度、低成本、中小批量”生產(chǎn)要求的快速換產(chǎn)需求。使用此工裝在保證零部件加工精度、生產(chǎn)線節(jié)拍的前提下,降低了工人換產(chǎn)的勞動(dòng)強(qiáng)度,提升了生產(chǎn)線的加工效率,同時(shí)減少了工裝費(fèi)用的投入。隨后開(kāi)發(fā)的變速器需插內(nèi)齒的軸類(lèi)零部件也使用了同樣結(jié)構(gòu)的工裝,為企業(yè)產(chǎn)品的質(zhì)量提升、成本下降做出了重大貢獻(xiàn)。
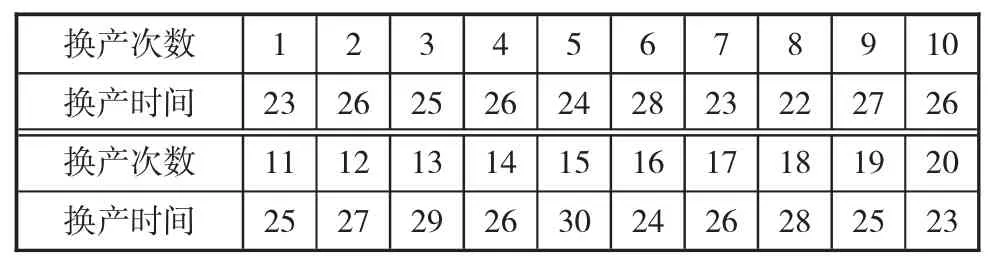
表2 各種規(guī)格的被加工零件換產(chǎn)時(shí)間統(tǒng)計(jì) min