防止設(shè)備對鉆桿管體外表面劃傷的研究
2021-05-18 05:22:50劉聰
中國設(shè)備工程 2021年9期
劉聰
(鉆井裝備公司渤海能克鉆桿有限公司,河北 滄州 062658)
鉆桿管體由無縫鋼管經(jīng)管端加厚、全長熱處理、無損檢測后形成產(chǎn)品。管體熱處理是將鐓鍛后的無縫鋼管全管進行淬火回火熱處理,以保證加厚管強度達到規(guī)定的強度、韌性標準以滿足需要的鋼級要求。管體在淬火爐內(nèi)加熱到850度左右,這時,管體硬度極低,很容易受到各種硬物的刮蹭導致劃傷。輕微劃傷需要后期打磨光滑,影響了生產(chǎn)進度,一些管體中部的嚴重劃傷直接造成了管體被判廢。鉆桿管體存在的劃傷部位需要將劃傷全部修磨去除,影響著生產(chǎn)效率和產(chǎn)品質(zhì)量,嚴重的管體修磨后剩余壁厚小于標稱壁厚的87.5%只能判廢處理。
1 鉆桿管體外表面的質(zhì)量要求
鉆桿的產(chǎn)品標準主要采用有API 5DP-2020、SY/T5561-2014等,國內(nèi)鉆桿主要采用API標準,在API 5DP中規(guī)定有7.1.6鉆桿管體傷任一處的壁厚,不應小于規(guī)定壁厚減12.5%。7.16.2鉆桿管體外表面上的任何方向的任何缺欠應認為是缺陷,對于E、X、G鋼級,經(jīng)向深度大于規(guī)定壁厚12.5%的缺欠,或?qū)τ赟、SS和V鋼級,徑向深度大于規(guī)定壁厚5%的缺欠。7.17.3處置中缺陷應采用打磨或機加工完全去除。所有打磨應圓滑過渡。
在鉆桿的5DP標準中,如果外表面存在劃傷,則可以使用打磨的方式將其去除,保證該部位圓滑過渡,對于該部位還應測量剩余壁厚是否滿足要求。
2 現(xiàn)場劃傷情況分析
公司的產(chǎn)品在某段時間曾經(jīng)集中出現(xiàn)管體劃傷現(xiàn)象。劃傷特點為兩處位置固定其他位置隨機、面積較大、每根均有劃傷(圖1)。此種劃傷引起了公司重視,組織技術(shù)人員及班組崗位人員查找生產(chǎn)線的可能造成管體劃傷的部位,并進行對應位置的打磨修繕觀察效果。
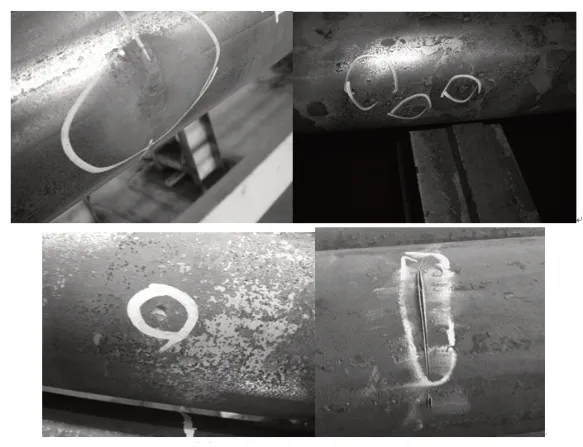
圖1 鉆桿管體外表面劃傷
抽檢了3月、4月生產(chǎn)16個批次過線中的100個帶有劃傷的管體劃傷深度數(shù)據(jù)進行統(tǒng)計分析,結(jié)果如圖2所示。
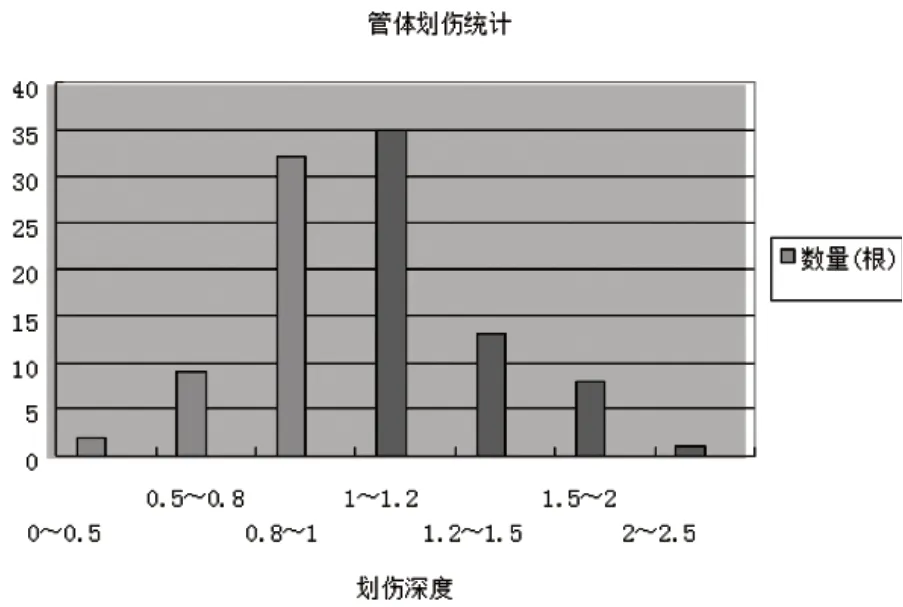
圖2 管體劃傷深度統(tǒng)計
通過現(xiàn)場測量,劃傷深度最大的達到2.3mm,大部分都集中在1mm左右,劃傷則必須通過打磨去除。修磨過程中會產(chǎn)生大量的金屬屑、粉塵等,對職工的身體健康也會造成影響。
3 產(chǎn)生外表面劃傷的原因
鉆桿管體生產(chǎn)的過程中會產(chǎn)生劃傷的生產(chǎn)工序、生產(chǎn)設(shè)備主要有以下幾個方面:
3.1 管端加厚時模具咬傷
鉆桿管體進行管端加厚時,加熱溫度至1250℃左右,如果模具存在變形,第一工位合模面可能對管體咬傷,在第二工位時加厚時會加重這種情況,這種集中于管端300mm范圍內(nèi),出現(xiàn)就比較深,極易造成管端修磨后尺寸不足重新生產(chǎn)的情況。
3.2 熱處理爐出料處擠傷
鉆桿管體在熱處理爐內(nèi)加厚后,淬火爐溫度達到850℃、回火爐溫度達到550℃左右,管體在由爐內(nèi)臺架向爐門運動、爐門接送管體等狀態(tài)時候,稍微大些的突起、臺架的邊沿等就可能造成管體表面的磕傷、碰傷、劃傷等。這種劃傷現(xiàn)象是重點,發(fā)生頻率高,造成的劃傷深淺程度不一。
3.3 鉆桿管體輥道輸送中劃傷
鉆桿管體在車間內(nèi)流轉(zhuǎn)采用旋轉(zhuǎn)輥道輸送的方式,這個過程中舉升機構(gòu)、輥道機構(gòu)、臺架等,可能會對管體外表面形成劃傷,這種劃傷相對來說都比較淺。
3.4 淬火過程中損傷
鉆桿管體出淬火爐后,進行淬火冷卻過程。這是管體溫度在800℃左右,轉(zhuǎn)運過程中有臺架邊沿、撥料鋼板等接觸管體,并且冷卻過程中有旋轉(zhuǎn)輥、壓緊輪等壓緊管體,均有可能將高溫的管體磕傷、擠傷、劃傷等。
4 針對性的設(shè)備改進措施
4.1 開展模具檢查工作
針對鉆桿管體在管端加厚時存在模具咬傷問題,建立了模具檢查和測量工序,每個班次每生產(chǎn)100頭就要對模具的合模面進行測量,模具出現(xiàn)變形時候,及時使用油石等進行修磨,必要時更換損壞模具。
4.2 改造爐門結(jié)構(gòu)
針對原有設(shè)備旋轉(zhuǎn)爐門的改造,對產(chǎn)品原出料方式進行改變。由原旋轉(zhuǎn)門出料方式改為懸臂輥側(cè)墻出料,圖3為熱處理爐門改進前后對比圖。
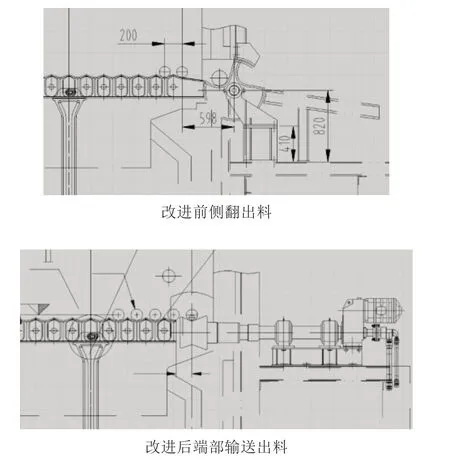
圖3 熱處理爐門改造
原有爐門采用耐熱鋼板拼接而成,鋼板拼接處容易形成翹起,從而對管體形成劃傷。改造后采用端出方式,將這一隱患徹底清除。
4.3 輥道輸送結(jié)構(gòu)改造
針對輥道輸送過程中出現(xiàn)的劃傷,對生產(chǎn)線所有輸送過程進行排查,管體接觸的部位全部進行打磨,尖角倒鈍、加裝防撞橡膠、輥道輥輪掛膠等改造。
4.4 改進淬火機壓緊輪機構(gòu)
淬火機壓緊輪機構(gòu)由液壓缸動作,液壓缸與底座、液壓缸與壓緊輪、壓緊輪的固定處等部位由銷軸作為回轉(zhuǎn)軸,直徑在40mm。使用過程中,銷軸磨損后,會造成壓緊輪結(jié)構(gòu)側(cè)偏,壓緊輪的尖角壓到高溫的管體上形成劃傷。該部分機構(gòu)改造成銷軸70mm,連接部位加寬加大,并要求崗位人員發(fā)現(xiàn)銷軸磨損后及時更換,避免出現(xiàn)壓緊輪劃傷管體的現(xiàn)象。
5 實施效果
鉆桿管體生產(chǎn)過程中會因為各種原因?qū)е鹿荏w外表面出現(xiàn)劃傷,不僅影響鉆桿管體的使用,還會拉低生產(chǎn)線的生產(chǎn)效率。因此,需要針對鉆桿管體的外表面劃傷進行研究分析,避免并杜絕出現(xiàn)批量質(zhì)量異常情況。公司從模具、熱處理爐門、輸送過程、淬火機構(gòu)等進行改造,有效解決了鉆桿管體外表面劃傷的質(zhì)量隱患,在生產(chǎn)過程中,還應該將外表面的檢測列入工藝檢查中,避免出現(xiàn)類似的質(zhì)量問題。公司生產(chǎn)線經(jīng)過改造,已經(jīng)消除了管體劃傷問題,解決了類似的質(zhì)量隱患。