塑料薄膜的多層復合技術
2021-05-17 08:06:08梁政王克儉
塑料包裝 2021年2期
梁政 王克儉
(北京化工大學機電工程學院成型制造研究中心)
1. 前言
塑料薄膜是塑料制品中最為重要的品種之一,在日常生活中應用十分廣泛,涉及農業、工業、食品、醫藥等各個領域,包裝是塑料薄膜應用最多的領域,塑料薄膜中80%左右用于包裝,因此塑料包裝薄膜在整個塑料制品和塑料薄膜中具有極其重要的地位[1]。塑料薄膜具有高韌性、耐拉力、耐腐蝕等諸多優良的性能,可以適應生活中不同場合的使用要求。
隨著中國經濟的高速發展以及市場競爭的日益升級,廣大消費者對塑料薄膜的功能要求逐漸提高,傳統的單層高分子薄膜已經無法滿足廣大消費者的需求,而集多種性能為一體的多層復合薄膜正在逐漸產生且發展迅速。多層復合膜因其結構特性可以綜合各層薄膜優勢的性能來達到總體性能的增強。且其優秀的可設計性更是為其廣泛的應用打開了道路。近年來,我國對于多層復合薄膜的需求與日俱增,因此促進了塑料薄膜的多層復合技術的快速發展。
目前我國已掌握多種塑料薄膜的多層復合技術,但由于起步較晚,與國外的先進技術相比仍然有很大差距。
2. 塑料薄膜的多層復合技術
2.1 干式復合
干式復合法即先在基材上涂一層溶劑型粘合劑(膠粘劑),之后通過復合機烘道干燥揮發粘合劑中的溶劑,最后在熱壓條件下與其他基材進行粘結形成多層復合材料的方法。目前大多數塑料片材可以用干式復合法進行加工。干式復合的基本工藝流程如圖1。

圖1 干式復合的基本工藝流程
干式復合一般使用的粘合劑為雙組分溶劑型粘合劑。常用的粘合劑有聚氨酯、改性聚酯、環氧樹脂、聚醋酸乙烯酯等。其中聚氨酯型粘合劑的綜合性能優良且在較廣的溫度和濕度范圍內長時間應用不會發生剝離,還具有良好的耐熱性和耐化學介質性,可用于各種材料的粘結。
目前干式復合通過干式復合機來完成,干式復合機的生產過程如圖2所示,圖中箭頭方向為復合過程中基材的傳送方向。

圖2 干式復合機生產過程示意圖[2]
2.2 濕式復合
濕式復合是在基材表面涂布水溶性或水乳性粘合劑,在粘合劑未干的狀況下,通過復合輥立即與另一基材復合,再進入烘道烘干成為復合薄膜[3]。濕式復合基本工藝流程如圖3。

圖3 濕式復合的基本工藝流程
濕式復合法中使用的粘合劑主要有:聚乙烯醇、乙烯-乙酸乙烯共聚物、聚丙烯酸酯、天然樹脂等,這些都是水溶性的粘合劑。在進行濕式復合時,要求這些粘合劑的濃度控制在25%~30%,粘度性質接近于牛頓流體的性質,這樣不易產生飛膠、結皮、泡沫等不良現象,和乙醇、甲苯等添加劑的互溶性好。
濕式復合過程也通過濕式復合機來完成。濕式復合機與干式復合機結構類似,其實物如圖4所示。

圖4 濕式復合機實物圖
濕式復合法與干式復合法工作原理基本相似,只是在干燥次序、粘合劑種類和基材的選用上略有區別(如表1所示)。

表1 濕式復合與干式復合的區別
2.3 擠出復合

圖5 擠出復合工藝流程
擠出復合是將LDPE(低密度聚乙烯)等熱塑性樹脂由擠出機熔融塑化后經由T型模頭擠出,在緊密接觸的兩個輥筒間將其壓向底材,經冷卻后制成復合片材或薄膜的一種方法。擠出復合有三種形式:單層擠出復合、串聯擠出復合、串聯共擠出復合。擠出復合的工藝如圖5。
由于PE粘結樹脂與基材的粘結牢固度較低,在擠出復合中常需要采取增粘措施,以增加擠出復合材料的粘合強度。即復合前在基材的表面涂布一層增粘劑,又稱作AC劑。常用的AC劑有:有機酞酸酯類、聚乙烯亞胺類、異氰酸酯類。
2.4 共擠出復合
共擠出復合技術開發于20世紀60年代,該技術基于全新的復合材料加工技術,對多臺擠出設備的運用,將內部的聚合物材料有效的結合在一起,并且在設備機頭當中進行成型操作,形成完整的復合體材料制品[4]。該技術生產成本相對較低、薄膜層間結合力強且不存在溶劑污染問題。經過多年的發展,現已成為多層復合薄膜的主要生產方法之一。按擠出工藝和機頭口模形狀可將共擠出復合分為平膜法和管膜法。平膜法用于共擠出流延薄膜,管膜法用于共擠出吹塑薄膜。前者用共擠出流延薄膜機頭,后者用共擠出吹塑薄膜機頭。
2.4.1 平膜法
共擠出平膜法又稱共擠出流延膜法。平膜法是一種將兩種或兩種以上的不同塑料利用2臺或2臺以上的擠出機通過一個復合模頭,匯合生產多層結構的復合薄膜,并通過急冷輥成型的技術。機頭的類型主要有多流道式機頭、供料塊式機頭和供料塊與多流道組合式狹縫式機頭。由該法生產的薄膜厚度控制精度較高,厚度誤差較小。此外還易通過輥筒對薄膜進行驟冷,所制得的薄膜透明性好。平膜法的生產效率高,經濟性好,有利于大批量生產。
(1)多流道式機頭
多流道式機頭具有和層數相對應的、與薄膜寬度等長的槽,通過各自的槽,熔體流擴寬后通過阻流條控制各層的速度和流量并合流,然后從模唇擠出。如圖6所示各層在最后出口縫處匯合,故可以加工不同熔融特性的熔體,各層想要的厚度以及各層速度都可以按需求進行設定,因此可以維持各層之間流動的穩定性。

圖6 典型多流道式機頭[5]
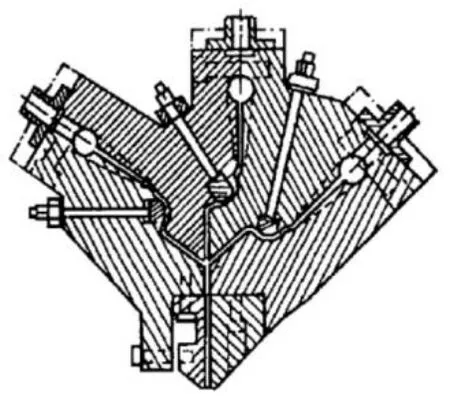
圖7 模唇可調并可更換的三層共擠出機頭[5]
賈潤禮等提出了幾種常用的共擠機頭,如:雙層共擠出機頭、三層共擠出機頭、模唇可調并可更換的三層共擠出機頭(圖7)和可更換模唇的多層復合共擠出機頭等。
美國EDI擠出模頭公司成功的開發出了五層多流道式機頭。運用這種模頭的生產方式成功代替了傳統的薄膜復合技術(即通過五層喂料塊以及單流道式的機頭形成多層薄膜的技術),并得到了廣泛的應用。
國內最主要的多流道式共擠出機頭供應商精誠時代集團研制的多流道式共擠出機頭擁有快速開口的上、下模唇,上模唇為微調柔性模唇,控制精度高達2%。該公司還推出1種具有自動調節功能的多流道式機頭,可以根據實際生產的要求,采用紅外測厚儀自動的橫向往復測試后實現數據的反饋。
(2)喂料塊式機頭
喂料塊式共擠出機頭是在模頭內部進行復合。供料塊將不同的聚合物熔體進行分流,并控制各組分熔體速度將各熔體流匯集,形成復合層薄膜。這種機頭體積小,薄膜層數容易改變,但所得薄膜各微層厚度均勻性較差。隨著高精度的喂料塊式機頭的出現,喂料塊式共擠出復合技術的應用也隨之增加。
由于人們對薄膜性能的要求不斷提高,使得共擠出薄膜的層數不斷增加,這促進了微層喂料塊技術的誕生。喂料塊技術在微/納米薄膜的多層共擠出領域有很多應用。微/納米層薄膜的多層共擠出技術是將2種或2種以上的材料進行復合擠出,通過特殊的工藝過程,形成幾十層到上千層的交替層狀復合膜,復合膜中的單層厚度可達微米級,甚至納米級別。這最早是由美國Dow Chemical Company 提出的,其關鍵技術為2個基本的供料塊。Dow Chemical Company的供料塊技術通過層倍增器可以將聚合物微層進行分流并疊加,從而能夠將目標層數無限放大。
層倍增工藝(LMT)相較于傳統共擠工優勢明顯,其原理是流道中的每一股復合物熔體流首先被分成多股熔體流,然后在垂直方向上再將分流后的多股熔體順流,最后復合熔體流在供料塊端與厚表面一起聚集到微層復合中心。對于不同的薄膜或片材成型,在相同的厚度,相同的聚合物用量的條件下,形成的結構不盡相同,LMT工藝所形成的片材,在結構上具有幾百個甚至更多的微層。圖8為Cloeren公司所設計的工藝,這種工藝可用于生產400多層的EVOH流延阻隔微層薄膜,該技術需要11臺擠出機同步共擠出才能實現。

圖8 Cloeren的微層復合薄膜原理圖[6]
EDI還在這種微層復合共擠出技術的基礎上,進一步改造了復合層倍增系統,對共擠形成的三明治結構中關鍵的功能層材料進行選擇性的倍增。其原理為由2種材料組成的“三明治式”三層結構首先經過微層倍增器,使三明治結構的層數快速增加,形成三明治微層結構,然后再進入多流道式機頭的中心流道,與2種新材料流體相結合,形成外圍薄膜表層。在產品體積一定的情況下,阻隔性樹脂的用量不會增加。這種層數的增加會產生協同效應,與常規的阻隔材料共擠出工藝相比,氧侵入量可減少3~5倍。
我國在新型的微層倍增或層增加技術這方面也做了大量的研究和開發。四川大學和北京化工大學在這方面有比較深入的研究。其中,北京化工大學楊衛民等發明了1種微層疊器,這種層疊系統使用的擠出機較少,并且可以很大程度上提高薄膜的層疊效率,解決了其他層疊倍增器關于流道設計不合理的問題。
(3)供料塊與多流道組合狹縫式機頭
平膜法較新的發展是供料塊與多流道組合式狹縫式機頭,二者取長補短,從結構上看,喂料塊恰到好處地伸到多流道式機頭中,縮短了熔體流動行程,具有較好的綜合性能,比較適用于復合4層以上或含熱敏性物料的薄膜,提高了共擠出機頭的適應性。
2.4.2 管膜法
共擠出管膜法,即擠出吹塑薄膜法,所用機頭為圓柱體機頭,結構有多種,主要有套管式圓柱體多層共擠出機頭、疊加型圓柱體多層共擠出機頭等。套管式圓柱體多層共擠出機頭主要有中心進料式、側進料式等多種。疊加型圓柱體多層共擠出機頭主要有平面疊加型、錐形疊加型和雙螺旋形疊加型等多種。
近年來,多層共擠出薄膜用的共擠出機頭得到了很大的發展。疊加型圓柱體機頭從理論上講可以讓薄膜實現任意層數的組合。
(1)套管式圓柱體多層共擠出機頭
對于傳統的套管式圓柱體機頭,隨著共擠出層數的增加,機頭的外徑增大,熔體與機頭表面的接觸面積也相應增大,熔體的壓力降增加,熔體在流道內的停留時間隨之相應延長,物料降解的可能性不斷增大。為了解決這一問題,人們利用環形緩沖槽使熔體進一步均化,開發出了各層可以分別調節溫度的機頭,層數比較少。為了消除傳統套管式圓柱體機頭薄膜上產生的熔接痕,研制成功了同心多螺紋芯棒式機頭(圖9)和疊層芯棒式機頭(圖10),其最大的優點是各層厚度的配置有可變性。

圖9 同心多螺紋芯棒式機頭[5]

圖10 疊層芯棒式機頭[5]
多層共擠出吹塑薄膜機頭在我國有廣泛的應用。為提高吹塑薄膜的性能,很多新型共擠出吹塑薄膜機頭在我國被開發出來并得到應用。
(2)疊加型共擠出機頭
疊加型共擠出機頭一般采用側進料,熔體以中心軸對稱,在每層的疊加面流動,并非是傳統的筒狀流動,疊加型機頭的最大優點是機頭層數可隨意組合,每層溫度也可以單獨控制,而且物料的停留時間比常規的機頭短而且均一,可以有效防止物料的降解。
2.5 熱熔膠復合
熱熔膠復合是利用熱熔膠涂布到塑料薄膜等膜狀材料的表面上,形成我們所希望的涂層從而制得復合膜,或者將熱熔膠作為粘合劑,將兩種或兩種以上基材粘合在一起制得復合材料。
熱熔膠由無溶劑固體糊料組成,通常以熱塑性塑料或彈性體作為基體,添加增塑劑、增黏樹脂和抗氧化劑制成[7]。與其他膠粘劑相比,熱熔膠不含溶劑,合成方便,固化時間短,粘接范圍廣,存儲運輸方便及不污染環境,符合“綠色化學”的主導方向,在過去十年中發展尤為迅速。主要的種類有:EVA熱熔膠、聚烯烴熱熔膠、PA熱熔膠等。熱熔膠復合原理如圖11所示。

圖11 熱熔膠復合原理示意圖
此法的優點是復合時間短、無溶劑公害問題,成本低。缺點是復合材料的耐熱性、透明性較差。
2.6 無溶劑復合
無溶劑復合技術(Solvent-free Laminating Technology)是將100%固含量的無溶劑粘合劑(膠粘劑)涂布在基材表面,不需要經過烘干裝置直接在一定溫度和壓力下與另一種基材表面粘合在一起,經過一段時間的熟化過程,制得一種新的復合型材料的復合技術,粘合劑一般有雙組分粘合劑和單組分粘合劑兩類[8]。常用的無溶劑型粘合劑為聚氨酯類粘合劑。無溶劑復合的工作過程主要包括以下環節,如圖12所示。

圖12 無溶劑復合工藝
無溶劑復合的實現依賴于無溶劑復合機,無溶劑復合設備一般由混膠單元、收放卷單元、涂布單元、復合單元和張力控制單元等組成。無溶劑復合機機型因應用不同分為無溶劑專用型、無溶劑與干復組合型、多功能組合型。
其特征如下:
(1)專用型:只能用于無溶劑復合,有二層結構及三層結構一次成型,又分人工換卷與自動換卷型。
(2)組合型:可用于無溶劑復合,也可切換涂布單元,同時啟動烘箱從而實現干復。
(3)多功能型:通過切換涂布單元可實現無溶劑、干復(溶劑膠及水膠)、PVDC涂布、冷封膠定位涂布、熱熔膠涂布、反面印刷等。
主要復合生產工藝生產的復合膜特性對比如下表2所示。

表2 主要復合工藝生產的復合膜特性
由表2可以看出無溶劑復合與其它復合方式相比表現出了很好的環境適應性和安全性。此外熱熔膠復合法生產速度快,效率高,具有明顯的成本優勢。
3. 總結
以由上內容可以看出,人們對于塑料薄膜的多層復合技術的研究已經取得了很大的進展,目前已擁有多種復合的方法,分別為:干式復合法、濕式復合法、擠出復合法、共擠出復合法、無溶劑復合法以及熱熔膠復合法。而且,不同的復合方式應用于不同的場合。其中干式復合法、濕式復合法和擠出復合法的發展較早,工藝成熟但存在很大的不足,而共擠出復合技術和無溶劑復合技術因其低成本和無溶劑公害問題而展現出強大的發展潛力,其工藝也在不斷地進行著升級和優化,對于這兩種工藝的研究是目前乃至未來一段時間的熱點。