防水解抗老化BOPET背板膜的研究
2021-05-17 08:06:00駱平高新王高軍史武軍董文昌錢蘇凱
塑料包裝 2021年2期
關鍵詞:改性
駱平 高新 王高軍 史武軍 董文昌 錢蘇凱
(浙江大東南股份有限公司)
一、引言
為應對全球氣候變化,世界各國都提出了限排減排二氧化碳的目標,作為傳統石化能源已開始限制發展。而應運而生的清潔能源—太陽能光伏發電已成為世界新能源領域迅猛崛起的陽光產業。在國家政策大力扶持下,我國光伏電池產量大幅提升,在國際上嶄露頭角。在全球太陽能電池產量中的份額位列前茅。2020年光伏發電累計裝機容量超過20GW(20000MW),十四五規劃還將繼續擴容,保持領先地位。
目前使用的180W晶硅電池片所需PET厚膜組件為1.1m2,則20000MW約需19.5億m2,以每平方250umPET厚膜350克計算,全年約需68萬噸,其需求量相當可觀。
但太陽能光伏電池背板的環境老化問題一直是業界十分關注的問題。早期使用“TPT”三層復合膜作為背板基膜。即聚偏二氟乙烯(Tedlar)-聚對苯二甲酸乙二醇(PET)-聚偏二氟乙烯(Tedlar)見附圖1。
附圖1. TPT背板結構
由于F-C鍵鍵能高,其防水解抗老化的阻隔性能極優。但TPT的關鍵材料Tedlar薄膜市場供應不足,且價格十分昂貴,在民用上不利推廣。后退一步求其次,我國保定樂凱則采用氟材料溶劑涂覆工藝TPE,見附圖2,但制造成本仍較高。

附圖2. TPE背板結構
當下有研究機構提出以抗老化母粒制備PE膜替代氟膜,雖效果不如TPT,但成本顯著下降,見附圖3。

附圖3. 改性PE膜背板結構
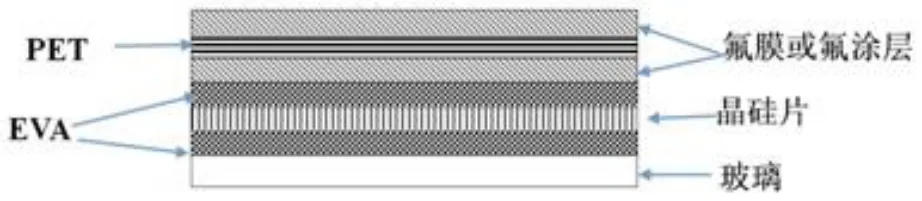
而日本東麗和東洋兩公司已探索成功以改性耐老化PET直接使用,現已商業化批量生產,見附圖4。

附圖4. 改性PET膜背板結構
一般PET薄膜在戶外使用壽命為10年左右,但太陽能光伏電池所需PET背板材料在戶外使用壽命必須達到25年以上,因此研究高性能、長壽命、低成本的太陽能電池防水解抗老化PET背板膜是非常必要的。
本文借鑒日本先進的工藝,研究探索了一種新型的改性耐老化PET背板膜的試制工藝。
二、技術方案
1. 試制設備:
① 高速混合攪拌機。
② 雙螺桿造粒機,南京科亞。
③ PET厚膜雙向拉伸機,德國布魯克納。
④ PET厚膜分切機,德國格貝爾。
⑤ 高溫濕熱老化箱,上海愛斯佩克。
⑥ PCT老化箱(121℃),臺灣慶聲。
2. 試制原料與助劑:
① PET切片,儀征化纖。
② 抗粘母料,珠海裕華。
③ 鈦白粉(TiO2)母料,蘇州斯坦德瑞琪。
④ 抗水解劑,臺灣F11或英國P-100。
⑤ 光穩定劑,汽巴精化UV-360,UV-770。
⑥ 抗氧化劑,巴斯夫高橋1010,330。
⑦ 配方物質性能簡介:
A、PET切片(聚對苯二甲酸乙二醇酯)是一種透明高度結晶的聚合物,表面平滑有光澤。在較寬的溫度范圍內具有優良的物理機械性能、電絕緣性能。且抗蠕變性、耐疲勞性、耐摩擦性、尺寸穩定性、耐有機溶劑及耐候性均佳。但PET內有酯鍵在強酸強堿和水蒸氣的作用下會發生水解。
B、抗粘母粒,主要含二氧化硅(SiO2),能起到使薄膜表面粗糙而相互間不致粘連。
C、鈦白母粒,主要含二氧化鈦(TiO2)俗稱鈦白粉。能起到使薄膜呈白色不透明,有反射光照作用。
D、防水解劑(碳二亞胺或聚碳二亞胺),其容易與聚酯結構中由酯基水解而生成的羧酸反應,生成酰脲衍生物,從而消除羧基,防止水解蔓延,起到斷鏈再接的作用。
E、光穩定劑〔2,2,-亞甲基雙(4-叔辛基-6-苯并三唑苯酚)〕(UV360),〔雙(2,2,6,6-四甲基-4哌啶基)葵二酸酯〕(UV770)。主要是有選擇性的吸收紫外線,通過能量轉移方式將有害光能轉變成無害光能,以熱量形式釋放,防止氧化反應起到延緩老化作用。
F、抗氧劑1010-四〔β-(3,5-二叔丁基-4羧基苯基)丙酸〕季戊四醇酯,330-1,3,5-三甲基-2,4,6-三(3,5-二叔丁基-4-羧基芐基)苯。其主要作用是可以清除自動氧化反應生成的活性過氧化自由基,使其轉化為氫過氧化物,從而達到阻止自動氧化的目的。
3. 工藝流程:見附圖5
① 配置防水解抗老化母料(混合攪拌→擠出造粒)。
② 雙向拉伸制膜:
A、原料母粒投放前須干燥處理;
B、PET切片與防抗母粒、抗粘母粒、鈦白母粒按比例混合后分別從自動計量儀加至料斗內;
C、料筒經預熱后開機,螺桿擠壓混合料加熱熔融并不斷向前推進。同時計量泵不斷調正熔融料流量;
D、熔融料流經過濾器后進入模頭;
E、模頭經模塊分流后流延至大冷鼓,并經風冷定型成厚片,經測厚儀第一次測厚并自動調正厚度;
F、厚片經紅外線加熱后進行縱向、橫向拉伸;
G、橫向拉伸的風箱中空氣循環系統安裝有吸附揮發的油污及低分子顆粒的清潔膜面裝置。
H、橫向拉伸后的厚膜尚須進行第二次厚度檢測;
I、橫向拉伸后的厚膜底面進行電暈處理;
J、厚膜經瑕疵檢測儀后收卷;
K、收卷后的厚膜尚須經時效處理后再進行分切。
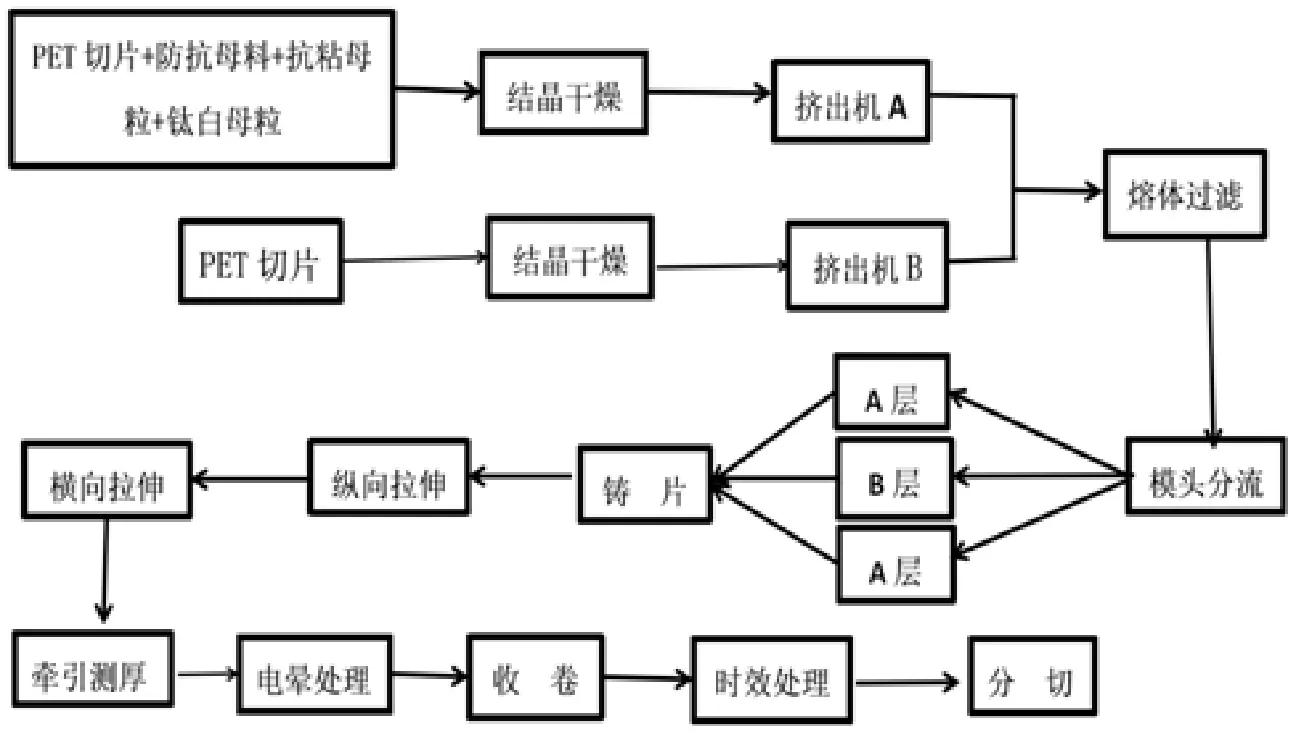
附圖5. 工藝流程圖
4. 試制要點:
① 防水解抗老化母粒制備:以PET切片68%、防水解劑碳二亞胺或聚碳二亞胺2%、光穩定劑(UV360:UV770為3:1混合)15%、抗氧化劑(1010:330為3:1混合)15%配方混合攪拌。每鍋攪拌料量100Kg,槳轉速300-600轉/分,時間30-45分鐘。
② 將混合料加入到Ф65雙螺桿擠出造粒機中制備防水解抗老化母料,熔融溫度控制在250-300℃,螺桿轉速為150-300轉/分,擠出量為每小時150 Kg。母粒粒徑與PET切片尺寸均為≤5 mm。
雙螺桿擠出機料筒各區溫度為:Ⅰ區70-120℃,Ⅱ區130-200℃,Ⅲ區200-250℃,Ⅳ區200-250℃,Ⅴ區200-250℃。螺桿Ⅰ區容易堵料,可降低控制溫度,用時通冷卻水得以緩解。
③ 制成的防水解抗老化母粒應防潮、防蟲貯存。
④ 將制成并經干燥后(水份含量<20 ppm)的防水解抗老化母粒以5%比例與抗粘母粒8%、鈦白母粒10%及PET切片77%以多組分計量分別自動加至雙向拉伸PET厚膜生產設備的A層。
⑤ B層為全PET切片,厚膜為ABA結構,三層比為8:84:8,產量每小時1000 kg以上。
⑥ 雙拉生產線主要生產工藝參數:
A、生產線速度20-25 m/min;
B、縱向倍率2-3,橫向倍率2.5-3.0;
C、擠出機料筒、模頭、MDO、TDO加熱溫度分別為250-280℃、275-285℃、80-90℃、100-120℃;
D、電暈強度控制在56達因。
⑦ 改性PET厚膜大膜卷時效處理時間應為48小時以上。
⑧ 改性PET厚膜分切速度應比一般厚膜減慢20%左右。
⑨ 線上切邊回收再生利用料可進入芯層使用,但后道工序分切邊料不能再造粒循環回用。
⑩ 以上生產操作及產品貯存盡可能均在無塵恒溫恒濕的內部環境中進行。
三、樣片測試
1. 防水解、抗老化PET背板膜物理性能和電性能測試結果如表1:
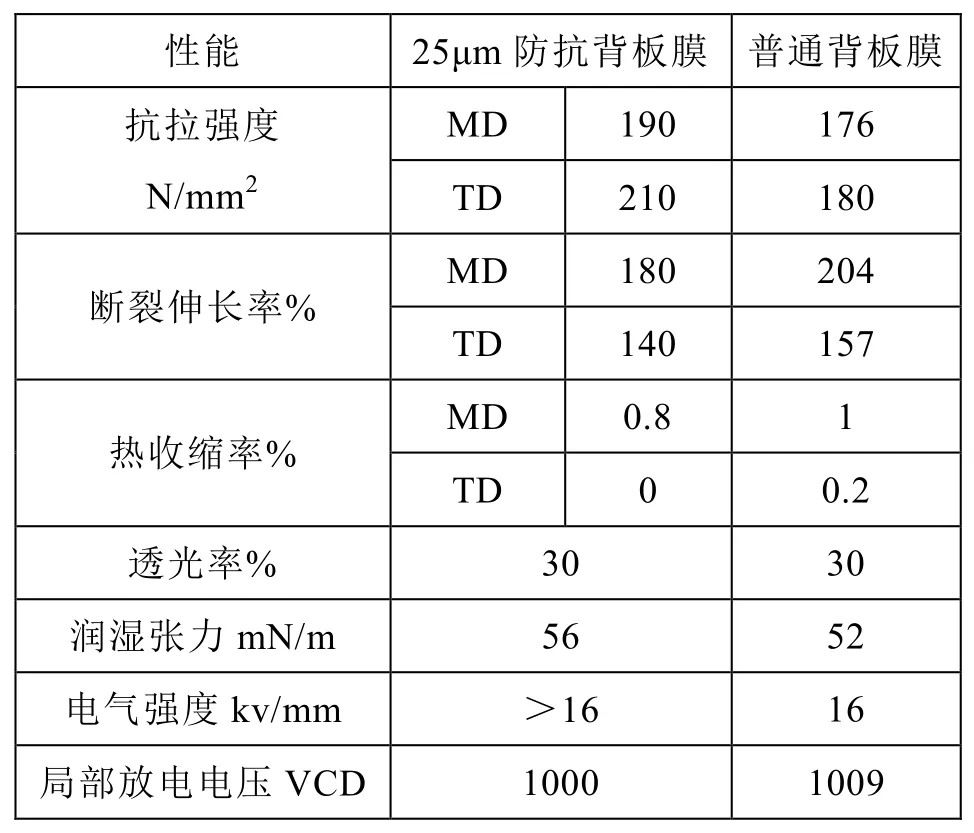
表1 理性能和電性能測試結果
2. 防水解抗老化PET背板膜耐候性能測試(按GB/T2423.3-1993)結果如表2:
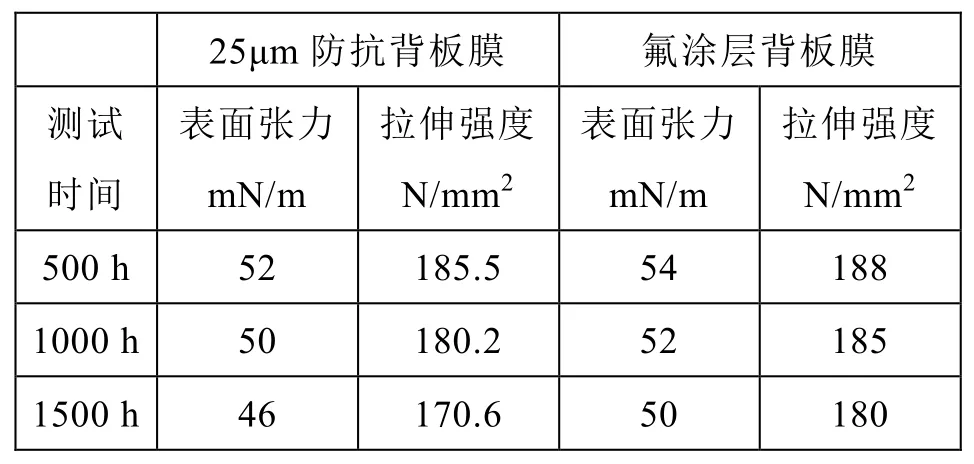
表2 耐候性(恒溫恒濕箱條件:85℃、85%RH)
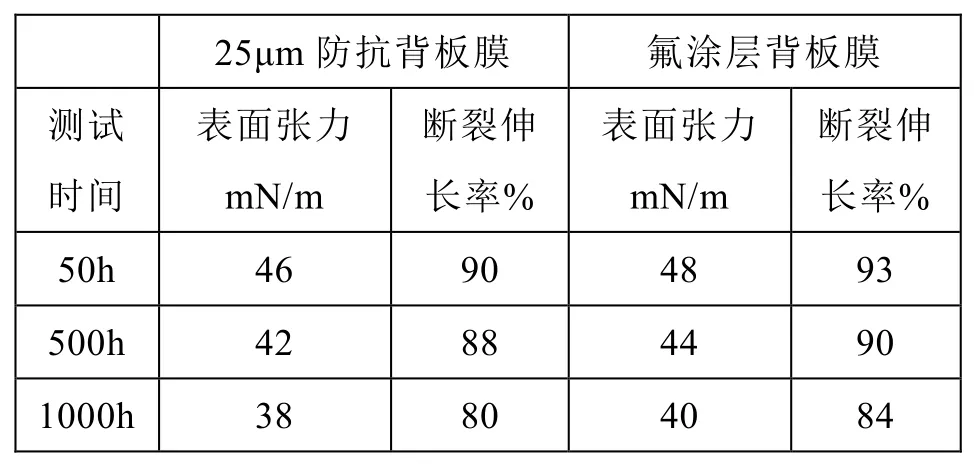
表3 耐候性(恒溫恒濕箱條件:121℃、100%RH)
3. 防水解抗老化PET背板膜按GB/T16422.2-1999進行紫外光吸收率測試≥98%。
以上測試老化時間大于1000h,膜的表面張力與拉伸強度及斷裂伸長率均大幅下降。表面張力的下降影響與EVA膜的粘結力下降,抗拉強度與斷裂伸長率的下降說明PET分子鏈的鍵能下降,會導致膜的結構疏松發生脆化。
四、結語
綜上所述,通過添加功能集成化制備具有多重功能的母料白色防水解抗老化母料制成的PET背板膜,其物性、電性能與耐候特性均優于常規PET背板膜有顯著提高,已接近于氟涂層的PET背板膜性能。
本文研究的白色防水解抗老化PET背板膜若與氟膜復合或氟涂層來制得太陽能背板材料,有效了提高光伏電池在戶外使用的壽命期。
猜你喜歡
紡織科學研究(2020年1期)2020-05-21 00:31:06
中國塑料(2016年12期)2016-06-15 20:30:07
中國塑料(2016年2期)2016-06-15 20:30:00
中國塑料(2016年2期)2016-06-15 20:29:59
中國塑料(2016年5期)2016-04-16 05:25:36
廣西林業科學(2016年3期)2016-03-16 05:43:30
中國塑料(2015年3期)2015-11-27 03:41:38
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17
中國塑料(2015年4期)2015-10-14 01:09:19