鈦合金模鍛件焊接工藝凸臺的研究
2021-05-16 10:33:26崔洋趙軍高峰
科學技術創新 2021年13期
崔 洋 趙 軍 高 峰
(航空工業沈陽飛機工業(集團)有限公司 數控加工廠,遼寧 沈陽110034)
鈦及鈦合金因其比強度大、耐熱性好等諸多優異性能,廣泛應用于航空航天、化工機械等領域[1]。在航空領域中,大部分鈦合金零件毛坯為模鍛件,小型零件的模鍛件,由于余量較小、不均勻,外形帶有拔模斜度等因素,目前多采用常規劃線加工,由于其加工效率低、尺寸精度差、表面質量差,無法滿足目前的生產周期和質量要求。在模鍛件上增加工藝凸臺是實現其數控加工的有效辦法,而焊接工藝凸臺的力學性能,焊接熱過程對母材的影響,焊接熱輸入的大小等相關研究還未見報道。因此,焊接工藝凸臺的研究對實現小余量模鍛件的常規轉數控加工的實現至關重要。
1 綜述
手工氬弧焊由于操作靈活簡單,能夠適用于全位置的焊接,在實際生產中應用最為廣泛,鈦合金結構件的手工焊也以氬弧焊為主[2-3]。本次試驗選用手工TIG 焊進行工藝凸臺的焊接試驗,為了研究焊接熱輸入對零件母材本體的影響,選取了焊接熱影響區、焊縫熔深作為主要的觀察分析對象。為了增加焊縫熔深、減少焊接熱輸入采用了兩側開V 形坡口的接頭形式。通過對不同焊接參數下焊接接頭的觀察和力學性能試驗,確定應用于不同鍛件余量的焊接參數、坡口形式、凸臺厚度等參數。
2 試驗設備及材料
2.1 試驗設備。本次試驗選用美國米勒公司生產的Dynasty 350 焊機,該設備為目前手工鎢極氬弧焊的頂尖設備,在業內享有極高的聲譽。交直流兩用,可以進行波形、脈沖的調整,能夠滿足多種焊接要求,輸出電流能夠達到5-350A。通過獨立的電流控制功能,能夠實現較快的焊接速度和較深的電弧穿透深度[4]。
2.2 試驗材料。鈦合金與其它金屬材料相比,具有比強度高、中溫強度高和耐蝕性好等特點,是航空飛機和發動機的重要結構材料。在實際航空零件的設計和生產中,為減輕重量和制造成本,大量采用鈦合金焊接結構[5]。
按照鈦合金亞穩定狀態下的組織和β 相穩定系數含量可以將鈦合金分為五類,本次試驗選用的工藝凸臺材料TA15 是將蘇聯的BT20 鈦合金國產化的一種高鋁當量的近α 型鈦合金[6]。該類合金同時具有α+β 型和α 型鈦合金的特性,焊接性能良好,有較好的熱穩定性和較高的蠕變強度,同時也具有較好的熱塑加工性能,在鈦合金應用極為廣泛。實際生產中的鈦合金模鍛件材料大部分為TA15,對于該材料進行試驗具有一定的代表性和很強的實用性。其化學成分如表1 所示。

表1 TA15 鈦合金化學成分表
3 試驗方法及結論
依據數控加工裝夾定位對工藝凸臺的尺寸要求,將試驗焊接工藝凸臺尺寸設置為70mm×70mm。為了對比焊接電流強度、接頭形式、凸臺厚度對焊縫熱影響區的影響及焊接接頭形式對強度的影響,試驗設置了3 組不同的工藝凸臺厚度,分別為10mm、15mm、20mm。為了模擬零件焊接凸臺的實際情況,設置了兩種焊接接頭形式。一是單側凸臺正反兩面開V 形破口對焊,二是不開坡口對焊,模擬的實際應用場景如圖1 所示。
為了控制焊接熱輸入,減小焊接熱影響區的范圍,將焊接電流控制在200A 以內。以50A 為梯度分別設置了3 組焊接工藝參數,由于鈦合金從250℃開始吸收氫、從400℃開始吸收氧、從600℃開始吸收氮,吸附的氣體原子固溶到晶格中接頭強度會顯著提高,而塑性和韌性急劇下降,所以在焊接過程中需要對焊縫及附近高溫區域進行保護[7-8],本次試驗應用高純氬氣在焊接過程中對鈦合金焊縫進行氣體保護,將焊機焊槍噴嘴提前和延遲供保護氣時間設置為15s。
焊接工藝凸臺后,參考航空Ⅲ級焊縫對焊縫外觀進行目視檢查。利用機械加工試切驗證焊接試驗的接頭強度,利用金相顯微鏡對焊縫進行低倍腐蝕觀察,利用標尺測量焊接熱影響區的范圍確定焊接熱過程對母材的影響,觀察標定焊縫熔深,比對不同接頭形式和焊接參數下的焊接效果。
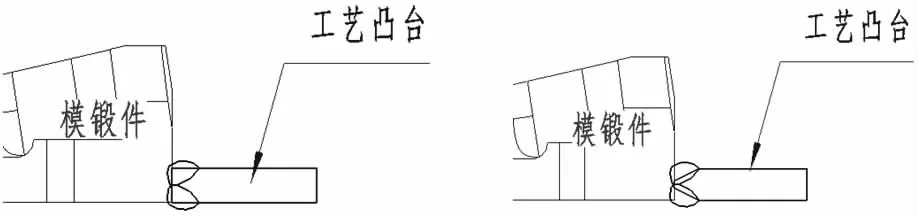
圖1 焊接工藝凸臺兩種接頭形式
3.1 焊接接頭觀察試驗。模擬實際刀具切削過程,對焊接工藝凸臺進行切削試驗,驗證焊接凸臺強度能否滿足要求。試驗使用三坐標立式加工中心進行加工,在進行大切削量加工試驗時,首先選擇接頭強度相對最差的1 組工藝凸臺進行加工,即焊接電流100A、厚度為20mm 的無坡口對接焊縫工藝凸臺。加工刀具為Φ30R3 整體硬質合金銑刀,轉速400r/min,進給速度80mm/min,軸向切削量5mm,徑向切削量30mm,切削后實物如圖2 所示。
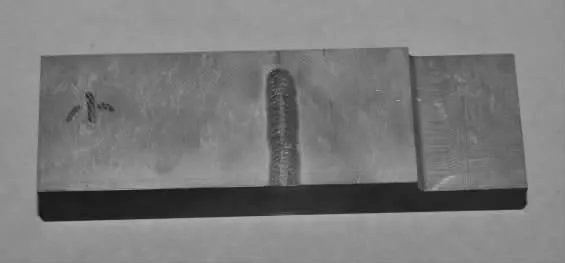
圖2 切削試驗后實物圖
經過大切削量加工后,焊接工藝凸臺試件的焊縫處未發生松動或斷裂情況,得出初步結論:焊接電流100A,厚度20mm 的無坡口對接工藝凸臺,作為本次試驗至目前階段接頭強度最低的工藝凸臺,接頭強度滿足一般機加要求。
3.2 焊接接頭狀態。采用低倍腐蝕觀察、測量焊縫厚度及焊接熱影響區,腐蝕后的試驗件如圖3 所示。通過測量焊縫厚度,分析焊接參數、接頭形式對零件的影響規律,最終選擇出適用于目前鍛件的焊接方案。

圖3 低倍腐蝕后的焊縫熔深實物圖
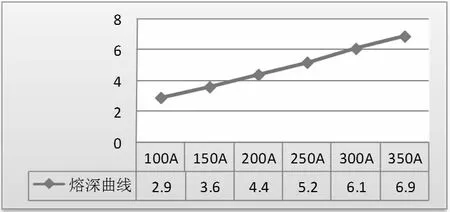
圖4 焊后熔深統計折線圖
圖4 為工藝凸臺熔深實際情況,分析可以得出:(1)在一定范圍內,工藝凸臺焊后熔深與焊接電流正相關,同種焊接方式情況下,焊接電流越大、焊后熔深實測值越大;(2)開坡口能夠提高焊接熔深,當焊接電流在100A 時,焊接熔深已大于4mm(坡口深度為4mm),對比上述表格可以看出,此時的熔深已經大于無坡口對接的最大熔深(焊接電流200A),即60°單側V 形、坡口深度4mm 的對接在最小電流100A 時,其熔深已經超過無坡口對接在最大電流200A 時的熔深,更加能夠滿足數控加工對焊縫強度的要求。
3.3 組織觀察。對接頭進行了低倍腐蝕來觀察和測量焊接熱影響區的范圍,將焊接熱影響區控制在模鍛件余量范圍內,保證加工出的零件組織和性能不受焊接工藝凸臺的影響。首先對工藝凸臺焊接試驗件表面的氧化層進行打磨,去除氧化層,保證粗糙度不大于Ra 3.2;然后利用專用腐蝕劑對TA15 鈦合金焊接試驗件進行腐蝕,腐蝕時間約1 分鐘。為了不影響零件的本體,焊接熱影響區、焊縫區、熔合區應在鍛件余量范圍內,不能影響零件的內部組織和性能。將試件清理后,使用游標卡尺對低倍腐蝕后組織發生變化的區域進行測量,如圖5 所示。

圖5 試驗件焊接接頭實物圖
表2 為鈦合金焊接工藝凸臺低倍腐蝕后,測量得到對焊縫區、熱影響區及熔合區的總寬度,為保證模鍛件余量充足,研究時測量并取最大值進行分析,結果如表2 所示。
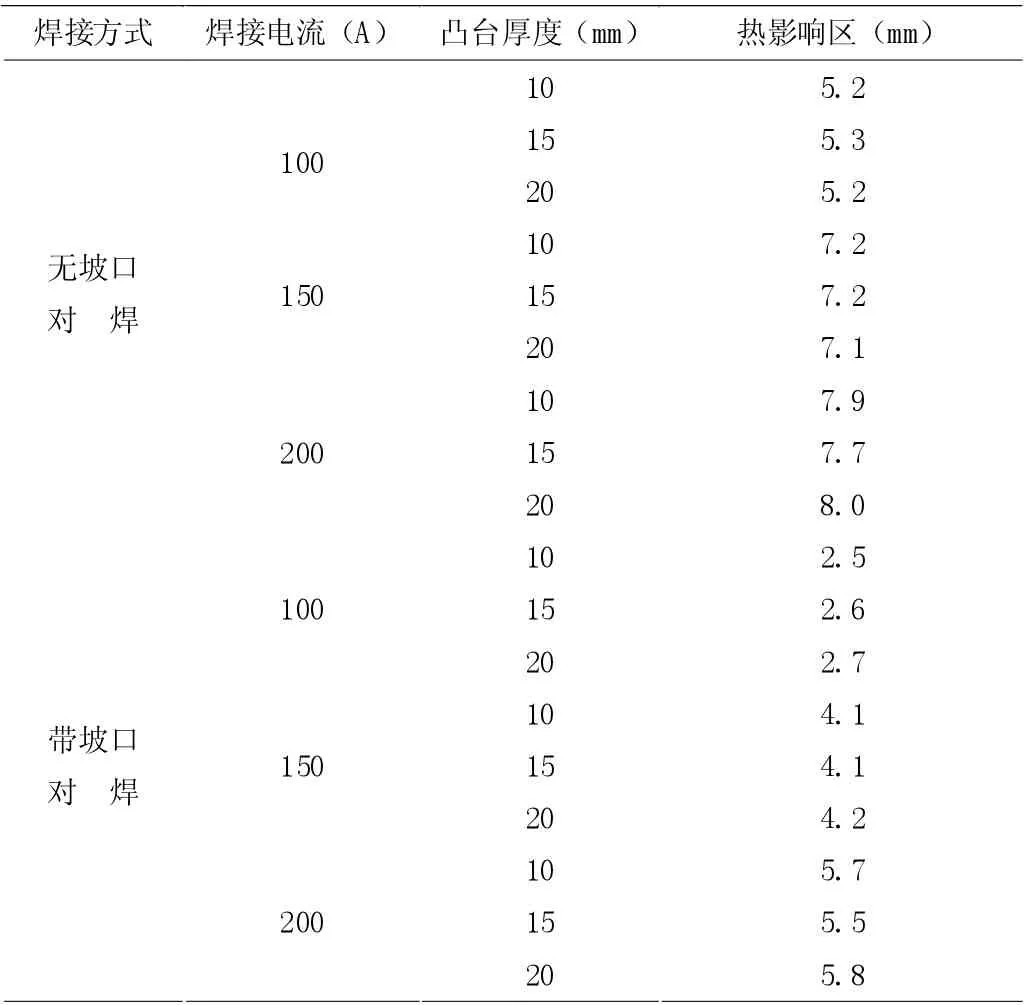
表2 焊后熱影響區結果統計表
從表2 中可以看出:(1)焊后熱影響區的變化規律與焊接電流的變化規律相一致,焊接電流增加時,工藝凸臺焊后的最大熱影響區值也相應增大。(2)對于單側V 形坡口對接,在同等焊接電流的情況下,工藝凸臺焊后焊縫區、熱影響區及熔合區的總寬度約為無坡口焊接的60%,也就是說,使用60°單側V 形坡口對接的方式,可以縮小鍛件側熱影響區約40%。(3)根據目前模鍛件實際情況,約80%的鍛件余量平均在5-7mm 以內,通過上表可以看出,在使用60°單側V 形、坡口深度4mm、焊接電流100A 的方式焊接時,熱影響區能夠滿足絕大多數的鍛件余量需求。
4 結論
針對目前機加領域小型鈦合金模鍛件急需增加工藝凸臺來實現數控加工的現狀,本文對焊接工藝凸臺進行了(轉下頁)試驗研究。對不同厚度的工藝凸臺在不同的焊接參數、接頭形式下進行了焊接試驗。對焊接熱影響區、焊縫熔深進行了標定和測量,通過試切加工試驗,對焊接工藝凸臺的強度進行了驗證比對。試驗得出的結論如下:
在一定范圍內,應用TIG 焊焊接工藝凸臺時,焊接電流的大小與焊縫區、熱影響區及熔合區的總寬度成正相關的關系,焊接電流越大、焊接熱影響區范圍越大;焊接電流也與焊后熔深成正相關的關系,焊接電流越大,焊后熔深越大;
相對于無坡口焊接,單側雙面開V 形坡口對接接頭在強度及焊縫總寬度上都有巨大優勢,如60°單側V 形、坡口深度4mm 的對接,當焊接電流為100A 時,單側V 形坡口對接熔深約為無坡口對接的1.5 倍,熱影響區只有2.6mm,約為無坡口對接的50%,更加符合鈦合金模鍛件的余量需求。但是,V 形坡口對接焊接工作量較大,周期較長,如60°單側V 形、坡口深度4mm 的對接,焊接時需要分2 層完成熔絲填充,工時約為20min,而無坡口對接只需3-5min 即可完成,只有V 型坡口對接時間的25%。
通過零件試切加工試驗,證實了手工氬弧焊焊接工藝凸臺能夠滿足鈦合金模鍛件焊接工藝凸臺后的裝夾定位強度要求。實際應用時,在滿足接頭強度的情況下,主要需要考慮焊縫區、熱影響區及熔合區的總寬度是否在模鍛件的余量范圍內(余量用a 表示),當3mm<a≤6mm 時,可以采用焊接電流100A、60°單側V 形、坡口深度4mm 的對接形式,能夠同時滿足接頭強度和余量要求;當6mm<a≤10mm 時,試驗中多種形式可以滿足要求,擇優選擇最大接頭強度,可以采用焊接電流150A、60°單側V 形、坡口深度4mm 的對接形式;當a>10mm 時,試驗中多種形式可以滿足要求,擇優選擇最少焊接工作量,可以采用焊接電流200A 的無坡口對接的焊接形式。總之,模鍛件余量不同,焊接工藝凸臺的形式也隨之變化,根據余量范圍,選擇適合的方式是保證高效優質使用焊接工藝凸臺技術的保障。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
