直裁卷取子母車工位設(shè)計(jì)及收卷控制應(yīng)用
2021-05-13 04:26:02洪潮洪育仙盛韶祥陳建清戈威
橡塑技術(shù)與裝備 2021年10期
關(guān)鍵詞:設(shè)置
洪潮,洪育仙,盛韶祥,陳建清,戈威
( 杭州朝陽(yáng)橡膠有限公司,浙江 杭州 310018)
鋼絲簾布直裁設(shè)備生產(chǎn)的鋼絲簾布卷是輪胎成型時(shí)的主要胎體部件,胎體作為輪胎的骨架,其工藝品質(zhì)至關(guān)重要。一條完整的鋼絲簾布裁斷與拼接自動(dòng)生成線的核心部分是90° 直裁簾布裁斷接頭機(jī)組,其作用是在規(guī)定的寬度下,以90° 角裁切前工序生產(chǎn)的連續(xù)帶束層材料,用于變角度定位拼接,同時(shí)對(duì)拼接后的鋼絲簾布進(jìn)行包邊貼合處理。最后通過卷取裝置卷成特定長(zhǎng)度的簾布卷。
隨著公司輪胎產(chǎn)能轉(zhuǎn)移,為保證總體產(chǎn)量,避免庫(kù)存脫節(jié),一部分全鋼輕卡胎轉(zhuǎn)移至半鋼成型機(jī)生產(chǎn),但是半鋼小車與全鋼小車尺寸不一致,直裁設(shè)備卷取工位需要增加全鋼和半鋼卷取切換功能,重新設(shè)計(jì)一套轉(zhuǎn)換小車用于匹配半鋼設(shè)備使用,從而優(yōu)化卷取速度控制,保證直裁卷取質(zhì)量,實(shí)現(xiàn)一機(jī)多用,避免新增設(shè)備,減少設(shè)備投入成本。
1 卷取機(jī)械改造
鋼絲簾布裁斷生產(chǎn)線由以下裝置組成:導(dǎo)開裝置、裁斷裝置、接頭裝置、動(dòng)力輥裝置、分切裝置、包邊貼合裝置和卷取裝置。全鋼輕卡胎轉(zhuǎn)移至半鋼成型機(jī)生產(chǎn)過程,大部分裝置可以兼容使用,本文重點(diǎn)涉及卷取部分的兼容性問題。
半鋼設(shè)備卷取小車尺寸小于全鋼卷取小車,經(jīng)過現(xiàn)場(chǎng)測(cè)繪,機(jī)械最終方案采用子母車的結(jié)構(gòu),利用原全鋼胎體小車進(jìn)行改造,保留主要機(jī)械框架,安裝齒輪傳動(dòng)組件,帶動(dòng)從動(dòng)軸,半鋼小車通過軌道推入改造小車內(nèi),主動(dòng)氣囊通過齒輪傳動(dòng)組件帶動(dòng)從動(dòng)卷取氣囊,從而進(jìn)一步帶動(dòng)小車工字輪的轉(zhuǎn)動(dòng)。如圖1 所示機(jī)械結(jié)構(gòu)所示,兩輛小車機(jī)械配合后,可實(shí)現(xiàn)胎體簾布的正常傳動(dòng)控制,生產(chǎn)過程中通過切換開關(guān)實(shí)現(xiàn)正常卷取。
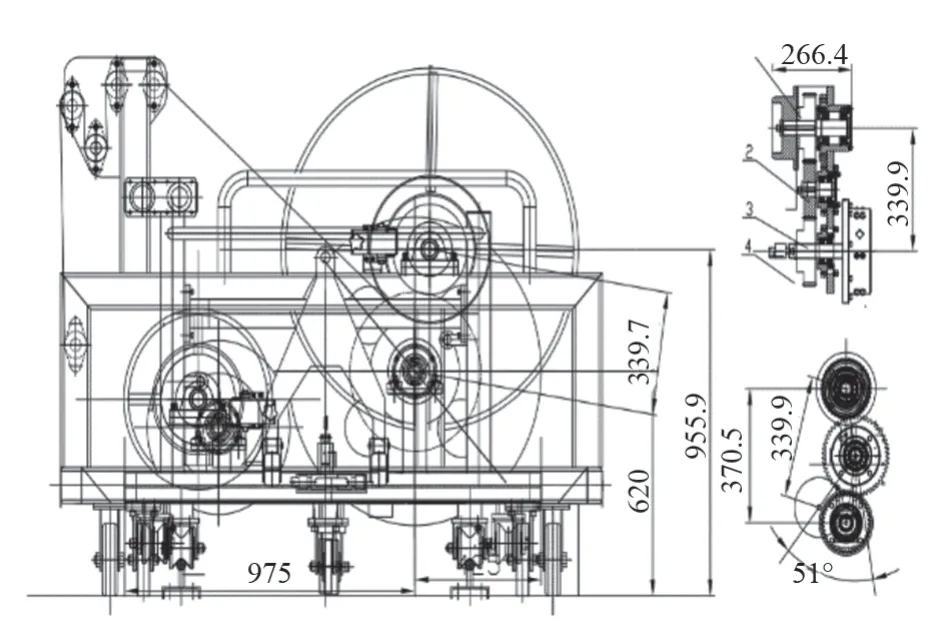
圖1 改造卷取小車機(jī)械結(jié)構(gòu)圖
1.1 卷取工位生產(chǎn)流程
四輥壓延生產(chǎn)線卷成的大筒胎體簾布經(jīng)過鋼絲簾布裁斷生產(chǎn)線導(dǎo)開、修邊后,按照生產(chǎn)線配方設(shè)置的所需規(guī)格尺寸,經(jīng)過定長(zhǎng)裁切后,改變方向,從而改變鋼絲簾線的角度,運(yùn)輸至拼接部位通過拼接機(jī)械手進(jìn)行拼接,拼接機(jī)構(gòu)采用糾偏系統(tǒng)保證前后兩塊簾布對(duì)齊,防止拼接錯(cuò)位。拼接后的胎體簾布經(jīng)過卸料輸送至包邊進(jìn)行貼膠片處理,再經(jīng)過卷取輸送帶輸送至卷取工位進(jìn)行卷取,(如圖2)送往成型區(qū)域。卷取工裝小車轉(zhuǎn)動(dòng)進(jìn)行簾布卷取過程中,卷徑隨之增加,導(dǎo)致卷曲速度發(fā)生變化,造成簾布拉伸等問題。為保證卷取和生產(chǎn)線線速度匹配,需要通過直接測(cè)量卷徑方式實(shí)時(shí)測(cè)量卷取卷徑,并采用浮動(dòng)輥PID 調(diào)節(jié)匹配前后線速度,從而給定卷取速度,保證簾布卷取質(zhì)量,防止物料拉伸。
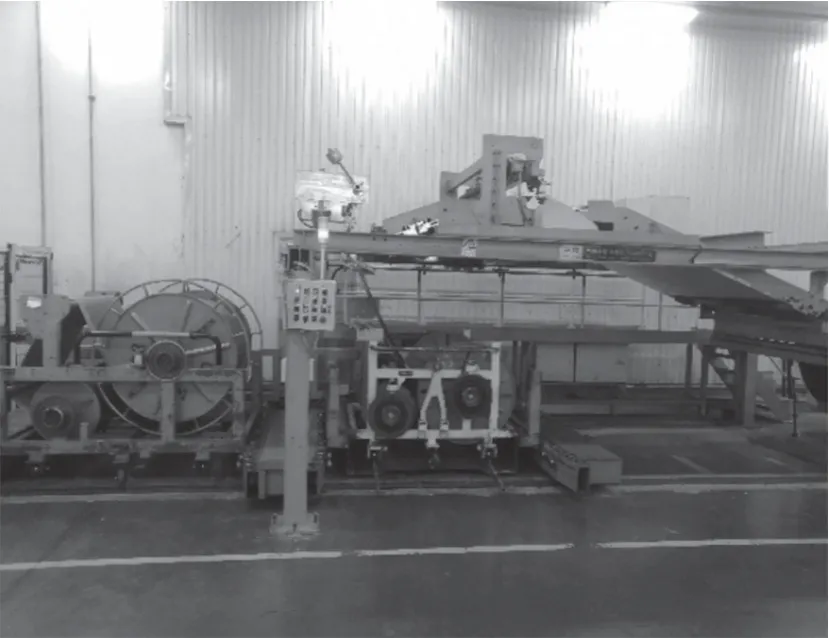
圖2 卷取工位
2 卷取速度控制
卷取工位采用雙工位切換實(shí)現(xiàn)不間斷卷取工作,卷取裝置包括卷取驅(qū)動(dòng)電機(jī)、卷曲工位變換電機(jī)、計(jì)長(zhǎng)裝置、卷取儲(chǔ)料等部件。正常工作吋卷取驅(qū)動(dòng)電機(jī)負(fù)責(zé)帶動(dòng)簾布繞卷在工字輪卷軸上。設(shè)定滿筒情況的米數(shù),待實(shí)際米數(shù)完成后停止卷取,由裁刀將其橫向裁斷,卷曲工位變換電機(jī)則驅(qū)動(dòng)滿料的工字輪切換到一旁,備用的工字輪進(jìn)入卷曲位置,進(jìn)行下一輪的卷曲,左右工位循環(huán)工作,保證生產(chǎn)線的不間斷運(yùn)轉(zhuǎn),提高生產(chǎn)效率。當(dāng)卷取儲(chǔ)料超出范圍時(shí),調(diào)整卷取驅(qū)動(dòng)電機(jī)速度,以免造成簾布拉伸或堆積。卷取工作過程,生產(chǎn)線速度與卷取速度的線速度需要保持一致。但是在控制電機(jī)時(shí),我們只能控制轉(zhuǎn)速,通過計(jì)算卷徑來實(shí)現(xiàn)卷取速度控制。兩種規(guī)格小車卷軸中心不重合,因此需增加激光測(cè)距傳感器來檢測(cè)半鋼小車卷徑。
2.1 卷徑計(jì)算
采用直接計(jì)算方法進(jìn)行卷徑計(jì)算,采集激光傳感器測(cè)量物料到傳感器安裝位置的距離,通過傳感器輸出的電壓信號(hào)與該距離成線性比例關(guān)系,進(jìn)一步推算出物料實(shí)際卷徑。因此實(shí)際卷徑可以根據(jù)公式 1 進(jìn)行計(jì)算。

Dmax為系統(tǒng)設(shè)置最大直徑;Dmin為系統(tǒng)設(shè)置的最小直徑 ;Umax為最大 直徑時(shí)超聲波傳感器輸出最大值;Umin為最小直徑時(shí)超聲波輸出最小值 ;U為當(dāng)前模擬量反饋實(shí)際值。激光測(cè)距方式的主要特點(diǎn)在于程序計(jì)算簡(jiǎn)單,但缺點(diǎn)在于物料隨工裝卷取過程中,襯布張力波動(dòng),以及工裝變形造成卷取直徑的波動(dòng),因此卷徑計(jì)算會(huì)有忽大忽小的波動(dòng),需對(duì)模塊模擬量輸入進(jìn)行濾波處理。模擬量模塊參數(shù)設(shè)置,主要對(duì)模擬量輸入類型和采樣值進(jìn)行平均數(shù)處理,從而保證卷徑計(jì)算穩(wěn)定。
本鋼絲簾布直裁生產(chǎn)線需要滿足三種工作方式:自動(dòng)、局部手動(dòng)和半自動(dòng)。控制系統(tǒng)采用三菱QQ03UDE 系列PLC 系統(tǒng),采用CC-Link 高速現(xiàn)場(chǎng)總線確保通訊高效穩(wěn)定,并通過CC-Link 通訊鏈接遠(yuǎn)程模擬量AJ65SBT-64AD 模塊,因此需要對(duì)遠(yuǎn)程設(shè)備初始設(shè)置,完成模擬量數(shù)據(jù)讀取和平均值處理,具體設(shè)置如圖3 所示。圖3 設(shè)置參數(shù),(RWwm+0)=0003 表 示 表 示 允 許CH1 和CH2 進(jìn) 行 A/D 轉(zhuǎn) 換。(RWwm+1)=000 4 表示對(duì)CH1 和CH2 進(jìn)行模擬量信號(hào)輸入類型選擇。
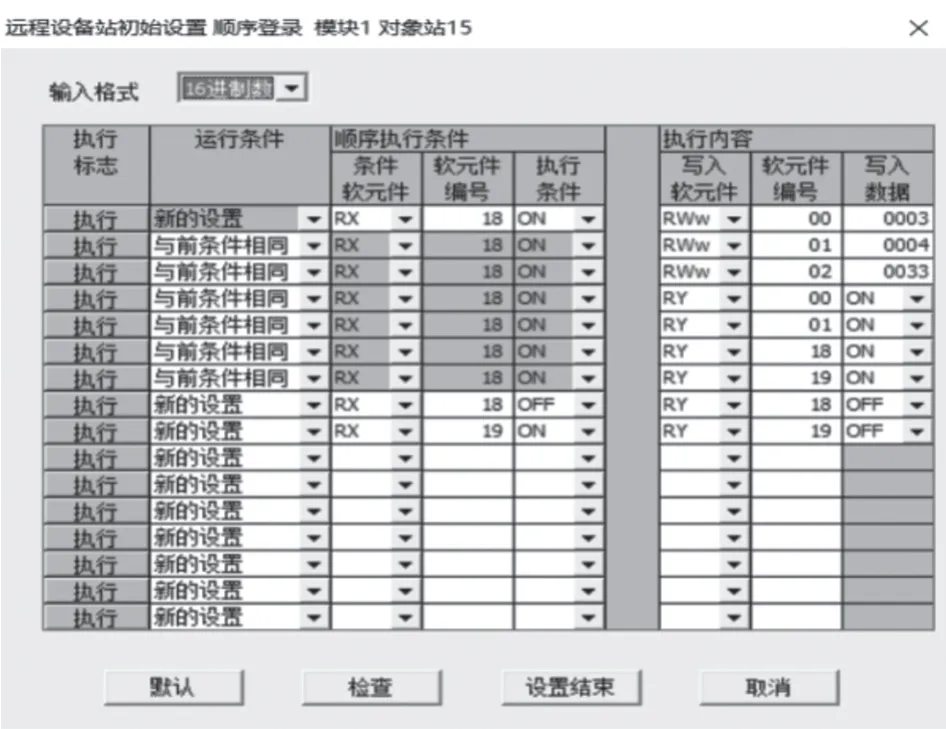
圖3 遠(yuǎn)程設(shè)備站初始設(shè)置
CH1=4 信號(hào)輸入信號(hào)4~20 ma,CH2=0,輸入信號(hào)0~10 V,如表1 所示。
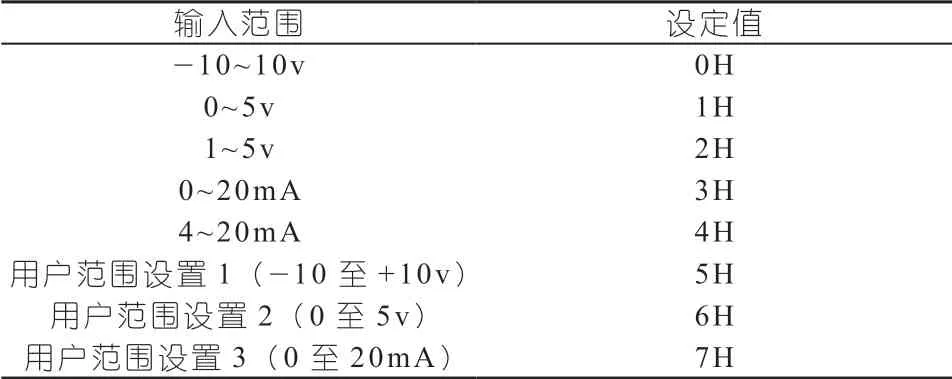
表1 輸入信號(hào)設(shè)定
(RWwm+2)=0033 表 示 對(duì)CH1 和CH2 兩 個(gè) 通道進(jìn)行取平均值處理,如表2 所示。
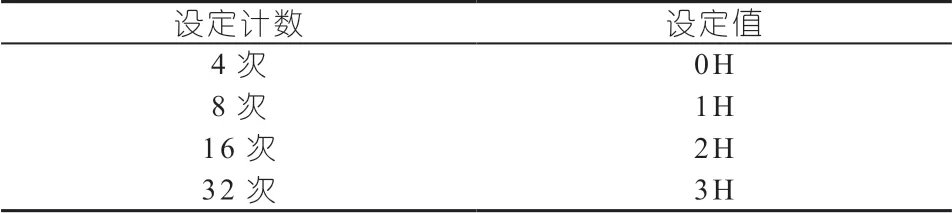
表2 模擬量通道平均值設(shè)定
默認(rèn)設(shè)置是所有通道4 次,通過設(shè)置后通道1 和通道2 設(shè)定值3H,設(shè)定采樣平均值32 次,從而保證卷徑計(jì)算值的準(zhǔn)確性。
2.2 線速度計(jì)算
生產(chǎn)線整線線速度以拼接部位的速度為基準(zhǔn)速度,簾布經(jīng)過定長(zhǎng)裁切后送至拼接機(jī)構(gòu),經(jīng)機(jī)械手拼接后卸料輸送至卷取工位,因此通過計(jì)算拼接機(jī)構(gòu)循環(huán)一次所需時(shí)間,程序處理后計(jì)算出一分鐘內(nèi)拼接效率,然后根據(jù)配方設(shè)定的裁切寬度計(jì)算出線速度,線速度計(jì)算公式如下

V為線速度,T1為1 min 也就是60 s,T2代表拼接完成一次所需時(shí)間,m代表裁切寬度,也就是拼接物料長(zhǎng)度,根據(jù)以上公式,部分編寫程序如下圖4 所示。
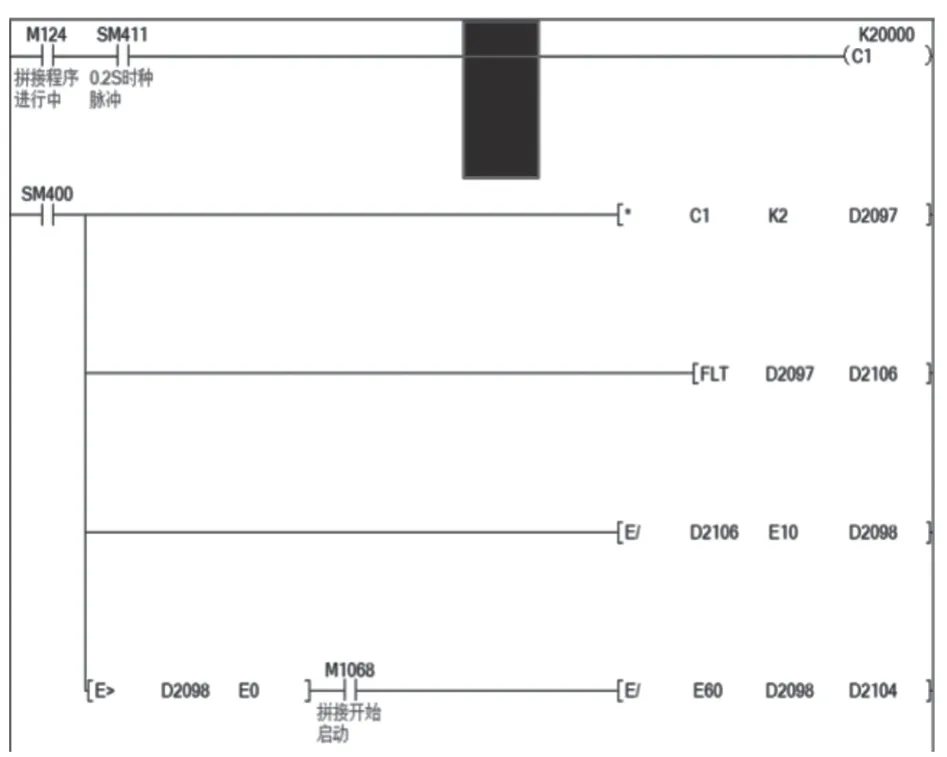
圖4 線速度計(jì)算部分程序
上圖程序M124 表示拼接程序正在進(jìn)行中,取出下個(gè)拼接啟動(dòng)執(zhí)行信號(hào)M1068 觸發(fā)時(shí)通一次循環(huán)完成的時(shí)間和效率,進(jìn)一步計(jì)算得出生產(chǎn)線速度V。
2.3 浮動(dòng)輥PlD 整定
卷取工位與前一工位之間有固定深度的儲(chǔ)料兜,用于預(yù)留儲(chǔ)料空間,防止前后段速度因機(jī)械打滑等原因造成的速度不匹配,通過儲(chǔ)料彌補(bǔ),防止簾布拉伸或堆料。因此該設(shè)備卷取安裝浮動(dòng)輥,通過浮動(dòng)輥調(diào)節(jié)匹配前后速度,因卷取小車尺寸變化,浮動(dòng)輥正常工作位置和PID 參數(shù)需要重新調(diào)整修改。
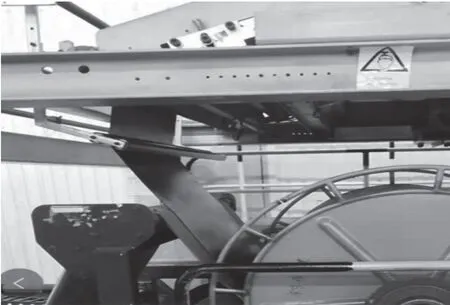
圖5 浮動(dòng)輥使用現(xiàn)場(chǎng)圖
如上圖所示浮動(dòng)輥通過PID 參數(shù)調(diào)節(jié),從而快速穩(wěn)定的調(diào)整前后速度。
PID 控制是應(yīng)用于流量、速度、風(fēng)量、溫度、壓力、配比等過程控制的一種控制方式。在工程實(shí)際中,應(yīng)用最為廣泛的調(diào)節(jié)器控制規(guī)律為比例、積分、微分控制,簡(jiǎn)稱PID 控制,又稱PID 調(diào)節(jié),它以其結(jié)構(gòu)簡(jiǎn)單、穩(wěn)定性好、工作可靠、調(diào)整方便而成為工業(yè)控制的主要技術(shù)之一。當(dāng)被控對(duì)象的結(jié)構(gòu)和參數(shù)不能完全掌握,或得不到精確的數(shù)學(xué)模型時(shí),在工程實(shí)際中,應(yīng)用最為廣泛的調(diào)節(jié)器控制規(guī)律為比例、積分、微分控制,簡(jiǎn)稱PID 控制,又稱PID 調(diào)節(jié)。PID 控制器問世至今已有近70 年歷史,它以其結(jié)構(gòu)簡(jiǎn)單、穩(wěn)定性好、工作可靠、調(diào)整方便而成為工業(yè)控制的主要技術(shù)之一。當(dāng)被控對(duì)象的結(jié)構(gòu)和參數(shù)不能完全掌握,或得不到精確的數(shù)學(xué)模型時(shí),圖6 所示為 PID 過程控制應(yīng)用事例圖。

圖6 PID 過程控制應(yīng)用事例圖
采用PID 控制生產(chǎn)線速度期間,將由浮動(dòng)輥線性傳感器測(cè)量的值與預(yù)先設(shè)置的值進(jìn)行比較,然后調(diào)節(jié)輸出值( 操作值) 以消除測(cè)定值與設(shè)置值之間的差。在 PID 控制運(yùn)算中,通過組合比例動(dòng)作(P)、積分動(dòng)作(I)和微分動(dòng)作(D)計(jì)算 MV(操作值),使測(cè)量值(PV)迅速、正確地趨近于設(shè)置值(SV)。當(dāng) PV 與SV 的差增大時(shí)MV 增大,迅速地使PV 趨近于設(shè)置值;PV 與SV 的差變小后,減小MV,平緩、正確地將 PV 調(diào)節(jié)為與SV 相同。現(xiàn)場(chǎng)實(shí)際設(shè)定PID 值通過主機(jī)屏幕設(shè)置,并查看輸出值曲線圖,從而調(diào)整值相對(duì)平穩(wěn)曲線,如圖7 所示。
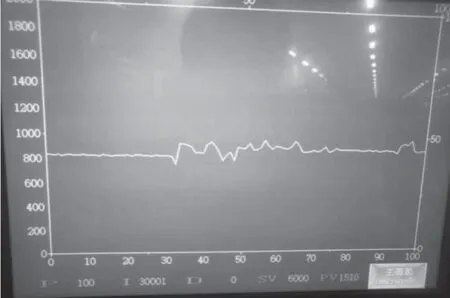
圖7 PID 調(diào)整畫面和輸出曲線
2.4 收卷速度計(jì)算
根據(jù)線速度和轉(zhuǎn)速計(jì)算公式如下所示:
結(jié)合上述所示PID 浮動(dòng)輥整定參數(shù)值,以及變頻器最大轉(zhuǎn)速給定值得出卷取轉(zhuǎn)速計(jì)算公式如下;

上述卷取角速度公式所示,N代為表卷取轉(zhuǎn)速度,V代表生產(chǎn)線速度,i代表傳動(dòng)比。MV代表PID 輸出操作值,PV浮動(dòng)輥調(diào)節(jié)量,D代表卷取直徑。
拼接后線速度V轉(zhuǎn)換成變頻器所需給定值,經(jīng)過浮動(dòng)輥調(diào)整后速度除以傳動(dòng)比i。傳動(dòng)比i= 電機(jī)額定轉(zhuǎn)速/ 減速比。如現(xiàn)場(chǎng)電機(jī)銘牌額定轉(zhuǎn)速1 455 r/min,減速機(jī)速比56.92,計(jì)算得出傳動(dòng)比值為25.6。卷取激光檢測(cè)出卷徑換算成周長(zhǎng)值,從而得出變頻器相對(duì)應(yīng)的卷取速度值。如圖8 所示部分卷取速度計(jì)算編輯程序?qū)崿F(xiàn)。
綜上所述配合程序和畫面切換開關(guān)實(shí)現(xiàn)半鋼和全鋼兩種卷取小車正常卷取,部分程序如下圖9 所示
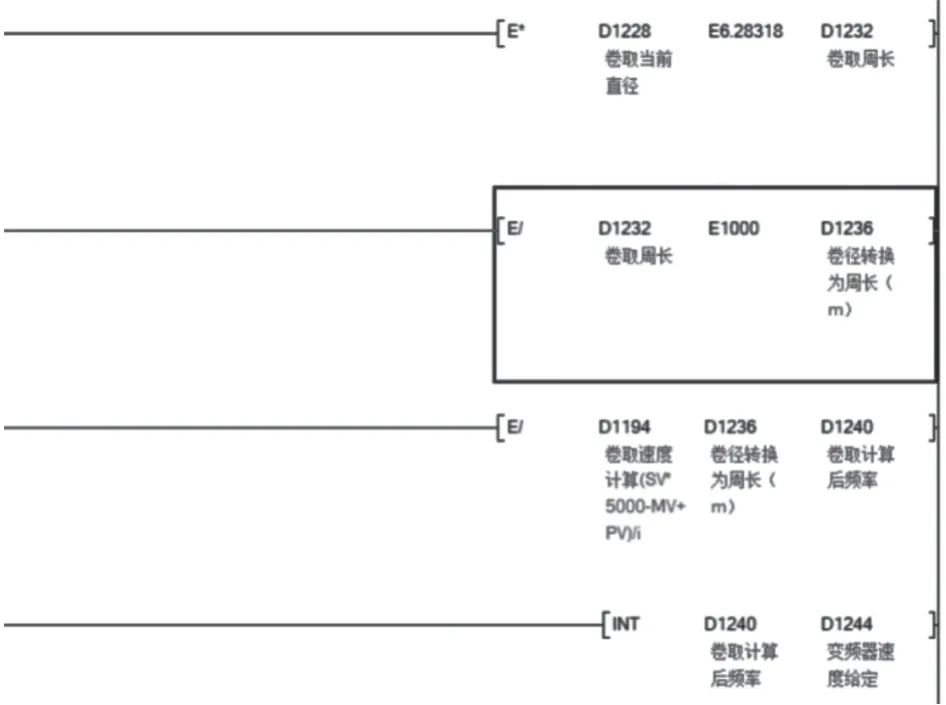
圖8 部分卷取速度計(jì)算程序
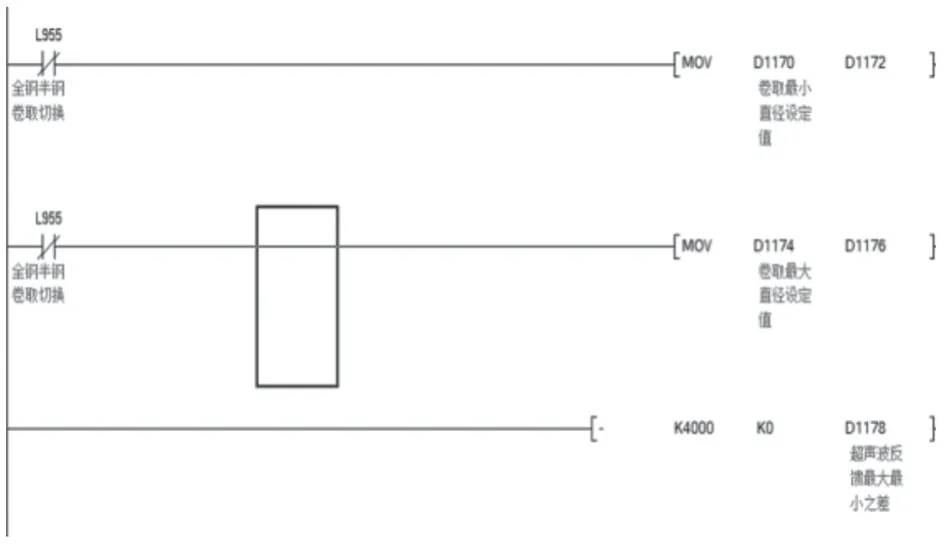
圖9 兩種卷取小車正常卷取部分程序
3 結(jié)束語(yǔ)
通過現(xiàn)場(chǎng)、運(yùn)行反饋,采用直接計(jì)算卷徑測(cè)量法、線速度控制方式和對(duì)浮動(dòng)輥調(diào)整控制,能夠有效保證制品拉伸符合工藝要求,員工通過畫面切換按鈕實(shí)現(xiàn)TBR 和PCR 兩種卷取小車的切換控制,實(shí)現(xiàn)制品的正常收卷,保證設(shè)備正常工作,從而順利完成產(chǎn)能調(diào)整。正常使用過程中,員工切換操作簡(jiǎn)單,通過畫面可實(shí)現(xiàn)一鍵切換。半鋼小車上料和卸料通過母車導(dǎo)軌定位推入拉出,使用效果良好,基本滿足生產(chǎn)需求。雙工位卷取切換,生產(chǎn)效率較高,換車基本不影響實(shí)際生產(chǎn)操作。同時(shí)經(jīng)過現(xiàn)場(chǎng)PID 參數(shù)調(diào)整,程序和浮動(dòng)輥舒適值調(diào)整,保證卷取前后段速度匹配,防止物料拉伸。經(jīng)現(xiàn)場(chǎng)工藝測(cè)量后,滿足工藝質(zhì)量要求,卷取前后拉伸率≤1%, 卷取效果良好。
猜你喜歡
少先隊(duì)活動(dòng)(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國(guó)畢業(yè)后醫(yī)學(xué)教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(hào)(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(hào)(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評(píng)點(diǎn)報(bào)·低幼版(2017年42期)2017-11-16 22:12:34
沈陽(yáng)醫(yī)學(xué)院學(xué)報(bào)(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
