鈦鋁異種合金選區激光熔化(SLM)成形的工藝
2021-05-12 09:22:28李慶棠劉寶昌王方彬北京新風航天裝備有限公司北京100854
化工管理 2021年4期
李慶棠,劉寶昌,王方彬(北京新風航天裝備有限公司,北京 100854)
0 引言
TC4鈦合金比強度大,耐磨性高,具有良好的綜合力學性能,AlSi10Mg具有良好的工藝,密度小,抗蝕性好,Ti合金和Al合金以其高強重比優點在航空航天等產品結構輕量化設計中得到了廣泛應用,將兩者材料連接起來可以達到材料使用性能和經濟效益的平衡[1-2]。隨著3D打印技術的不斷發展,其已經超越傳統單材均質加工技術的限制,成為可實現多材料、功能梯度材料、多色及真彩色表面紋理貼圖制件的直接制造,與傳統加工工藝結合,可實現多種兼顧精度和形狀復雜度的新型加工方法[3]。張文奇[4]利用激光選區熔化(SLM)成形技術對AlSi10Mg鑄造鋁合金的成形工藝進行了研究,獲得了致密的成形,同時研究了熱處理工藝對SLM成形Al Si10Mg試樣組織及性能的影響,發現退火工藝對SLM試樣的組織及力學性能有著重要的影響。黃建國[5]以Ti6Al4V(TC4)粉末為實驗材料,研究了選區激光熔化成形TC4合金的工藝參數及力學性能,并探討了工藝參數及熱處理工藝對SLM成形TC4鈦合金的致密度、顯微組織及力學性能的影響。文獻[6]、[7]采用SLM成形技術分別對鈦/鋼連接、鋁/鋼連接等連接缺陷、金屬間化合物反應層的特性以及各種工藝參數的變化對成型件表面質量、致密度等進行了研究,提出了用密度能量來衡量異種材料SLM制造過程的連接質量,研究表明SLM過程是一個制備雜化材料的有前途的方法。
1 實驗方法
實驗選取TC4鈦合金和AlSi10Mg鋁合金兩種金屬粉末開展異種材料增材工藝探索。TC4鈦合金的材料組成是Ti-6Al-4V, 是典型的(α+β)型鈦合金,比強度大,耐磨性高,具有良好的綜合力學性能。AlSi10Mg具有良好的工藝,密度小,抗蝕性好。兩種材料在航空航天等領域的應用上都具有較大的潛力,材料化學成分如表1和表2所示,兩種合金粉末粒度分析結果如表3所示。

表1 AlSi10Mg化學成分表

表2 TC4化學成分表

表3 粒度分布試驗結果
實驗用SLM成型設備為華曙高科FS271M激光3D打印機設備參數如表4所示。以打磨擦洗后的TC4鈦合金板為沉積基板,先制備TC4合金試塊,然后在TC4合金試塊上熔覆AlSi10Mg合金,制備時采用氬氣作為保護氣體,研究不同工藝參數對鈦鋁異種合金成型的影響。

表4 FS271M主要技術參數

圖1 鈦鋁合金試塊(2 mm AlSi10Mg熔覆)

圖2 鈦鋁合金試塊(15 mm×15 mm×15 mm)
試塊的宏觀成型可以通過目視觀察,孔洞、裂紋等界面缺陷可以通過熒光滲透探傷、射線探傷等方法進行檢測。采用OLYPMUS DP72 光學顯微鏡觀察SLM成形鈦鋁界面結合程度及裂紋分布情況。
力學性能通過制備拉伸試樣進行拉伸試驗獲取。拉伸試驗按照GB/T 228.1—2010標準制備,其尺寸如圖3所示,每組工藝參數制備3個試棒,拉伸試驗在CMT5105微機控制電子萬能試驗機上進行,加載速度為2.5 mm/min,試驗結束條件為試棒拉斷。實驗過程中采集試棒拉伸時的橫梁應力,用引伸計測量試件對應的變形量,并在實驗結束后測量試棒的斷后伸長率。
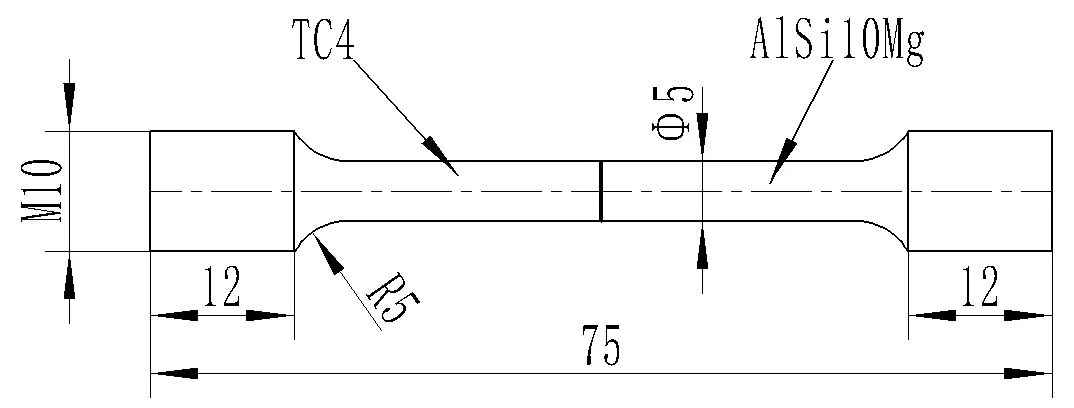
圖3 TC4/AlSi10Mg異種合金拉伸試樣尺寸圖
2 實驗結果與分析
2.1 工藝參數對宏觀成型的影響
鈦鋁異種合金宏觀成型的主要缺陷是翹曲和收縮。激光選區熔化過程中掃描區域先后順序也會導致各部分冷卻速率的不均勻,進而會產生溫度梯度,最終會使金屬試樣中產生殘余應力,鋁合金側發生翹曲變形。兩種合金熱物理參數差異較大,尤其是熱膨脹系數,會直接導致在鋁合金凝固過程中產生的收縮程度與鈦合金不相同,產生收縮不均的現象。另外,打印過程中界面表面成形不平整會導致鋪粉不均勻,缺粉位置會導致過熱,進而會進一步發生翹曲,直至界面明顯撕裂,如圖4(a)所示。

圖4 鈦鋁異種合金試塊宏觀成型優化
采用棋盤掃描策略,減少掃描區域數量,使不同區域之間冷卻速率接近,可有效避免產生翹曲變形。成型過程中,每掃描一層旋轉一定角度(67°),使每層激光起始位置都不相同,每一層鋁合金收縮方向不一致,這樣就避免了收縮累加,進而影響成形及界面質量的情況。通過優化后的工藝,可獲取成型良好的試樣。
2.2 工藝參數對宏觀裂紋的影響
界面宏觀裂紋的長度是SLM成形鈦鋁復合的重要指標。激光功率對成形件質量起到了至關重要的作用,在研究范圍內下,隨著激光功率的減小鈦鋁復合界面宏觀裂紋的長度先減小后增加,如圖5(a)所示。掃描速度與激光對粉末熔化時間有直接關系,影響激光熱輸入量。在特定的激光功率下,鈦鋁復合界面宏觀裂紋的長度隨著掃描速度的增加先降低后升高,如圖5(b)所示。激光功率200 W,掃描速度1 000 mm/s時鈦鋁界面光鏡圖如圖6所示,可見此工藝參數下,界面連接良好,無宏觀裂紋。
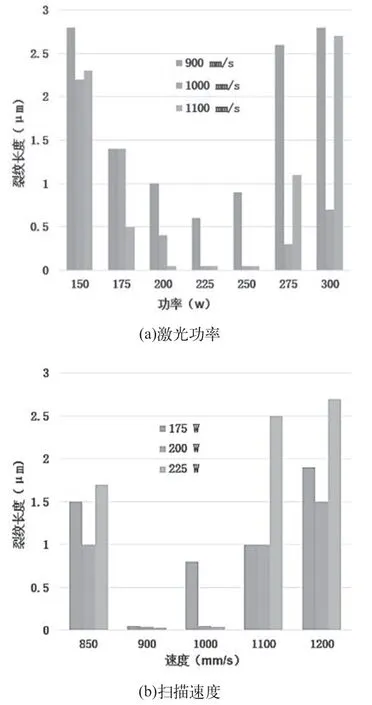
圖5 工藝參數對宏觀裂紋的影響
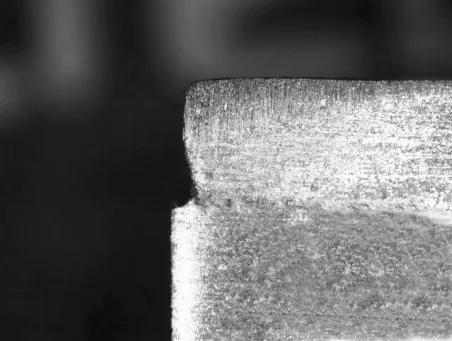
圖6 鈦鋁界面光鏡圖(200 W, 1 000 mm/s)
2.3 鈦鋁異種合金SLM制品力學性能
優化后的工藝參數可獲取外觀成型良好、界面連接可靠試塊,通過拉伸試驗獲取界面拉伸力學性能見表5。

表5 鈦鋁異種合金成形拉伸力學性能
3 結語
鈦鋁異種金屬材料連接,具有減輕重量、降低成本及特殊使用性能的作用,被廣泛應用于航空、航天及現代汽車工業。文章對TC4/AlSi10Mg異種合金SLM技術成型工藝進行了研究。結果表明,激光功率、掃描速度、預熱溫度、掃描策略都對鈦鋁異種合金SLM成形質量有著重要影響,預熱溫度150 ℃,激光功率200 W,掃描速度1 000 mm/s,stripes 掃描策略,可以有效控制SLM翹曲、收縮并避免宏觀裂紋的產生,獲得高結合效果的鈦鋁復合試樣,界面強度可達55 MPa。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
當代陜西(2020年13期)2020-08-24 08:22:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
焊接(2015年9期)2015-07-18 11:03:53
建筑材料學報(2014年3期)2014-03-11 17:08:02
