絕緣偏心對電纜性能的影響及改進措施
2021-05-12 09:22:24曹點點趙士銀蘇本升李建新楊麗麗王中建
農村電氣化 2021年4期
曹點點,趙士銀,蘇本升,李建新,楊麗麗,王中建
(江蘇南瑞銀龍電纜有限公司,江蘇 徐州 221700)
絕緣作用是防止導體中的電流外泄,使導體與外界隔離開,絕緣偏心度是電纜絕緣的一項重要性能指標,若電纜絕緣層偏心度較大,在交變電壓的作用下,絕緣層的電場分布不均,對電纜絕緣層造成破壞,影響電纜的安全運行。這種現象對低壓電纜影響不是很大,但對中壓及以上電纜影響較大。因此,在電線電纜絕緣擠制過程中,需要對電纜的絕緣偏心度進行嚴格控制。
近年來,用戶對電纜絕緣偏心度這一指標越來越重視,招標技術規范要求35 kV 及以下中壓電力電纜[1]、0.6/1 kV低壓電力電纜、1 kV架空絕緣電纜[2]及10 kV架空絕緣電纜[3]的絕緣偏心度均不大于10%。中壓電纜絕緣偏心度在國標中要求為不大于15%,用戶要求在此基礎上減小了30%。低壓電力電纜和架空絕緣電纜在國標中均沒有此要求。因此,絕緣偏心度要求的提高,為電纜企業的生產帶來了很大的困難,特別是低壓電力電纜本身絕緣層較薄,制造困難更大。不僅要求現有設備要滿足需求,更重要的是優化工藝。在生產此類產品時,由于調偏心難度較大,使廢料增加,生產速度慢,使產品的產量降低,廢品率也相對增加,有些企業為了偏心度的合格,將絕緣層加厚,這些都會造成產品成本大幅提高[4]。為解決這一難題,文中從材料絕緣性能要求、導體、模具、擠塑溫度、速度、冷卻溫度等方面進行分析,使電纜的絕緣偏心度能夠滿足電力建設的要求。
1 絕緣材料
電纜絕緣材料是生產電纜絕緣層的基礎,如果是電纜絕緣料的質量出現問題,那么再好的設備和工藝都無法生產出合格的電纜絕緣層。因此,電纜的絕緣材料的質量至關重要,但很多企業并不具備電纜絕緣料性能的檢驗能力,導致多數電線電纜企業的電纜材料檢驗僅驗證其外觀、型號、合格證、數量等,無法對具體性能進行試驗,因此,電纜材料進貨檢驗不嚴格也會使得電纜絕緣層的偏心度不易控制。不同熔體指數的電纜絕緣料對偏心度的控制有一定影響,因為絕緣料在未交聯之前是一種線性高分子材料,按其分子量的大小及其分布狀況,在熔融溫度以及在交聯溫度狀態下,其粘流狀態的變形是有差異的[5],低熔體指數的電纜絕緣料變形更小,更有利于偏心度的控制。
2 生產工藝控制
2.1 改進導體緊壓工藝
導體的外觀質量是影響電纜絕緣偏心度的關鍵因素,如果導體外觀質量較差,絕緣擠制工藝再好也難保證偏心質量。導體表面不光潔,緊壓不均勻,有蛇形彎,接頭修整不規范,緊壓系數小等,都會造成偏心度過大,因此,導體的質量應嚴格把控。一般電纜導體工藝會存在2個方面的問題:一方面,導體緊壓系數較小,不超過86%,導體表面單線間縫隙大,造成部分電纜絕緣層內表面出現紋路痕跡,使得電纜擠制的絕緣層的偏心度很難滿足小于10%的要求;另一方面,未考慮到導體單線間的強度極差問題,因為,當個別導體用的單線強度過大或過小,將導致導體出現蛇形彎的現象,使得生產出來的絕緣層厚度不均,造成電纜偏心度不合格。
針對電纜導體的外觀質量問題,可采用納米金剛石復合涂層模具代替聚晶模具,在保證導體電阻不變的情況下,增大導體單線的直徑,可使導體填充率達到90%。如圖1 所示。使用納米金剛石復合涂層模具生產的導體,表面緊壓的非常光潔,填充密實。納米金剛石復合涂層模具的使用會增加模具的成本,但其會使導體的外觀質量更好,其次可減小導體外徑,使得電纜其他材料的用量減小,為企業降低生產成本。針對銅單線強度極差的問題,應采用銅拉絲退火,再用配盤方式,將強度極差不超過20 MPa的單線用于同一根導體中,以避免因強度不均勻造成導體產生蛇形彎的現象。對于鋁導體,應采用整體熱理,達到半退火狀態,消除導體中的不均勻的應力,退火的同時,也優化了導體電性能。通過以上2 種導體工藝的改進措施,導體的外觀如圖1 所示,其光潔、圓整、密實,擠出的絕緣層內外表面都較平滑,使得電纜不會因導體的質量原因而造成電纜偏心度的不合格。

圖1 使用納米涂層模具的導體
2.2 導體溫度
導體的溫度也會影響電纜的絕緣偏心度,當導體溫度過低時,剛擠出的交聯聚乙烯絕緣包覆在導體上時,絕緣會因為導體溫度過低而快速收縮,產生收縮應力。此現象會不僅會導致電纜絕緣層的偏心,而且會影響絕緣的交聯過程,減小絕緣層在導體上的附著力。導體規格越大,對絕緣的偏心度影響越大,特別是冬天,氣溫低至0 ℃以下,導體自身溫度相對絕緣溫度較低,與絕緣的溫差達到160 ℃以上,與導體接觸處的絕緣料會先冷卻凝固,使絕緣料不能完全得到交聯,扭曲變形,影響了絕緣厚度的均勻性。基于以上原因,應在導體放線端與機頭之間采用預熱裝置,對導體采用適當預熱,可使絕緣層與導體貼合充分,同時緩解絕緣層內外溫差引起的應力不均,避免溫差引起的絕緣厚度不均。經過多次試驗的驗證,得出導體進入機頭時的溫度應確保在60 ℃以上,這樣不會因導體溫度過低,使絕緣層內外存在較大的應力差,而影響電纜的絕緣偏心度。
2.3 絕緣料塑化控制
電纜國標對絕緣偏心度要求較寬,甚至對架空絕緣電纜和低壓電力電纜沒有規定偏心度,絕緣料的塑化溫度高一點或低一點,不會對產品的指標有影響。但當招標單位對偏心度有要求時,就應考慮溫度塑化這個環節對絕緣偏心度的影響。絕緣偏心度對塑化溫度很敏感,當溫度偏高時,機頭出料溫度高,且流量大,絕緣層冷卻時間長,粘稠狀的塑料受重力作用,使絕緣層底部易出現梨滴現象,使絕緣層下層變厚,上層變薄。當溫度偏低時,機頭塑料偏稠偏硬,包覆在導體上時,會出現貼合不緊,即松包的現象,在經過水槽的冷卻過程中,絕緣易變形,造成偏心度變大。因此,在要求偏心度的情況下,應嚴格控制擠塑的溫度,生產前對擠塑各階段溫度還要進行校正,以達到最佳溫度參數和塑化效果。在加料段,如果溫度過高,不但導致絕緣料的早期分解,造成擠出壓力波動,并因過早熔融,導致混合不均,塑化不均,所以應采用低溫。壓縮段應使絕緣料被壓縮直至熔融,但應以不引起接枝反應為限,否則會引起過早交聯。塑化段溫度要有幅度較大的提高,因為絕緣料的接枝反應大部分在此階段完成。機頭承接已塑化均勻的熔體塑料,起繼續壓實絕緣的作用,因此溫度要稍有下降。在模具階段,若溫度過高,不但造成絕緣表層分解,更會使產品成型冷卻困難,使產品不利于定型,因此,此階段溫度應稍有下降。經多次試驗驗證,得出擠塑溫度設定如表1 所示,擠制絕緣效果較好,偏心率較低。
絕緣的擠塑壓力的穩定性對偏心的也有一定的影響,已熔融絕緣的擠制壓力的變化會使塑化材料的速度發生突然變化,使絕緣產生一定的偏心,因此,絕緣的擠制壓力和速度都應穩定控制,以保證電纜在持續的生產過程中,擠制塑料的形狀不發生突然的變形。

表1 擠塑溫度 ℃
2.4 擠塑模具
擠塑模分為擠壓式、半擠管式和擠管式3 種型式,3 種模具的結構類似,區別在于模芯前端有無管狀承徑部分和模套的相對位置的不同。
擠壓式模具的模芯沒有管狀承徑部分,模芯縮在模套承徑后面。熔融的塑料是靠壓力通過模套實現定型的。擠出塑料層緊密結實,外表平滑,但出膠量較小,擠出速度慢,但若在生產過程中,導體發生抖動容易造成一定程度的偏心。由于模芯縮在里面,不容易調偏心,選配模芯孔徑要求高。
擠管式模具有管狀承徑部分,模芯口端面伸出模套口端面或與模套口端面持平。擠管式擠出時由于模芯管狀承徑部分的存在,使塑料不是直接擠在線芯上,而是沿著管狀承徑部分向前移動,先形成管狀,然后經拉伸再包覆在線芯上。與擠壓式相比,擠管式有以下優點:
充分利用了塑料可拉伸性的特性,提高了出膠量和線速度;
容易調整偏心,厚度均勻,即使導線發生輕微抖動也不會對絕緣的偏心度造成影響;
拉伸取向,提高了材料的機械強度和耐龜裂性;
配模簡便,模具通用性強,能擠扇形、瓦形等多種規格。
但擠管式也有其缺點,與擠壓式模具相比,擠管式模具生產的XLPE 絕緣電纜在生產中的牽引拉伸變形更大,PE分子的取向結晶更明顯,容易產生應力,冷卻后,絕緣容易收縮,對偏心度產生一定的影響,同時擠管式擠出的絕緣層緊密性也較差。
半擠管式模具是擠管式與擠壓式的中間型式,其剖面如圖2所示。用于大規格的絞線絕緣擠包時,與擠壓式相比,提高了出膠量和線速度;與擠管式相比,絕緣層則可以更密實。但半擠管式模具應合理配模,其依據主要擠出塑料的拉伸比,所謂拉伸比就是塑料在模口處的圓環面積與包覆于導體上的圓環面積之比[6]。

式中:D1為模套孔徑,mm;D2為模芯出口處外徑,mm;d1為擠包后制品外徑,mm;d2為擠包前制品外徑,mm。
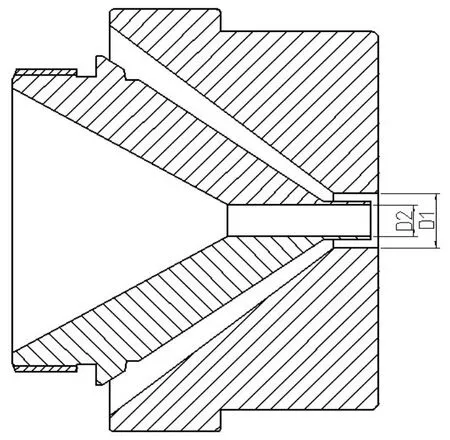
圖2 半擠管式模具剖面
不同塑料的拉伸比K值也不一樣,聚氯乙烯K=1.2~1.8,聚乙烯K=1.3~2.0。
基于以上分析研究,為減小電纜絕緣的偏心度,導體擠塑模具應盡量使用半擠管式,并應合理配拉伸比。
2.5 絕緣冷卻
電纜絕緣擠出后,熔融的絕緣層會在重力作用下,產生梨滴現象,造成線芯上面絕緣變薄,下面絕緣變厚,導致電纜的偏心度增加,因此,擠出絕緣應及時得到冷卻,一般采用水冷的方式。對不同材料的絕緣層冷卻速度也不同。PVC(聚氯乙烯)絕緣料為非結晶材料,不會因冷卻速度造成太大影響,可以采用快速冷卻。而以PE(聚乙烯)為基料的絕緣料是結晶型材料,溫度變化為梯狀改變,冷卻溫度設置也應遵循這梯狀規律,冷卻速度是影響絕緣料結晶的關鍵。在快速的冷方式下,電纜絕緣層會產生較大的收縮應力,易使絕緣變形,甚至還會出現絕緣開裂[7]。如果使絕緣熔體的冷卻速度放慢,則使絕緣層獲得充分冷卻,絕緣分子的松弛過程延長,可輕易解取向,取向程度下降,并可控制PE晶核的產生和延緩晶粒的長大,避免因冷卻造成絕緣變形。因此,在生產中注重控制PE電纜擠出過程中冷卻速度,可有效降低電纜絕緣的偏心度。生產中一般采用逐步降溫的溫水冷卻方法來進行降溫,冷卻水槽分段分節,直至室溫,對降低聚乙烯絕緣的偏心度具有良好效果。經多次試驗后,水槽冷卻溫度的控制如表2所示。
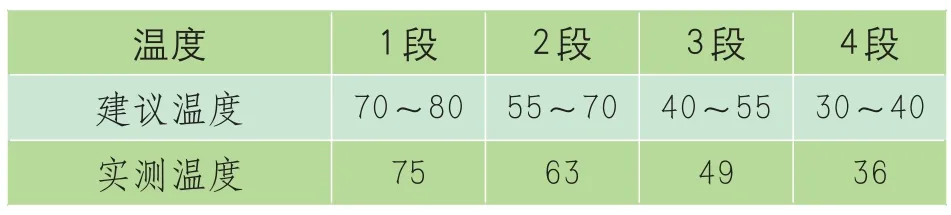
表2 冷卻溫度 ℃
2.6 絕緣偏心度測量結果
針對影響絕緣偏心度的主要因素,通過采取以上措施后,取正生產的YJV22-8.7/10 3×150 mm2電纜的擠絕緣樣品100 m,在相同間隔距離上取5個樣品進行絕緣偏心度測量,得出數據如表3所示。

表3 樣品偏心度 %
由以上試驗數據可知,偏心度平均值:8.0%,最小值為7.3%,最大值8.7%,所有值均滿足技術要求規定的不大于10%的要求,其中絕緣偏心度最小的電纜樣品如圖3所示。
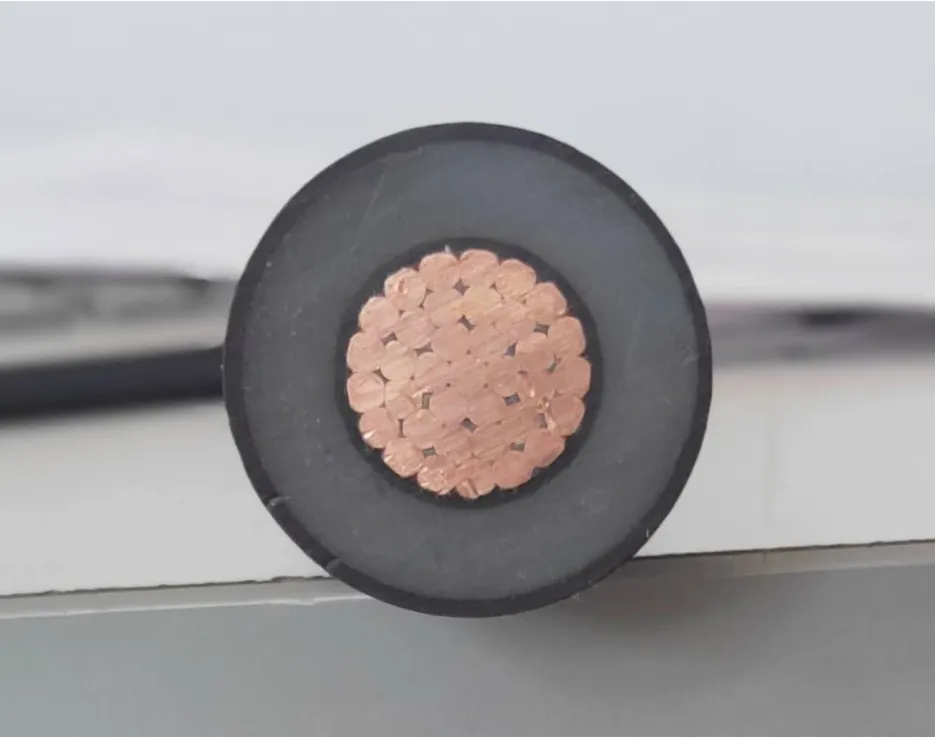
圖3 電纜絕緣樣品
3 結束語
基于以上分析研究,為了確保電纜絕緣偏心度的指標合格,針對分析的影響因素,企業在原材料和生產工藝上應采取如下措施:
產品的絕緣料質量是生產合格絕緣層的根本,必須進行嚴格檢驗;
導體應盡量采用金剛石納米涂層模具;
在擠塑前應對導體進行加熱;
各階段擠塑溫度應合理設置,不宜過高或過低;
模具應盡量采用半擠管式,并應合理配擠塑拉伸比;
擠塑壓力應穩定;
冷卻方式應采用分段式冷卻。
