Y形坡口埋弧自動焊反面定位法應用
2021-05-06 01:49:04馮濤熊浩刁鳳軍張鑫
船海工程 2021年2期
馮濤,熊浩,刁鳳軍,張鑫
(上海外高橋造船有限公司,上海 200137)
船舶建造中的焊接作業占據較大的比重[1],提高焊接質量和效率是船企的重要課題。為促進總體效率提升,考慮改變傳統工藝工法[2],利用現有資源持續改善現場作業條件與習慣。
通常,大型鋼制船舶零件數量能達到10萬及以上,這些零件主要通過焊接進行連接。焊接從零件連接方式分為角接和對接,從焊接型式分為單面焊和雙面焊,從坡口形式主要分為V形、I形、Y形和X形。對接焊中常見的有CO2氣體保護焊(FCAW)、FCB法埋弧自動單面焊(FCB SAW)、單絲或雙絲埋弧自動焊(single-wire or double-wire SAW)、FAB法埋弧自動焊(FAB SAW)、垂直氣電焊(EGW)、手工電弧焊(SMAW)等。其中單絲或雙絲埋弧自動焊主要應用于分段內部平直區域拼板,在整個造船對接焊中占比較高[3],特別是在不配備FCB流水線的船廠。埋弧自動焊是雙面焊,根據不同的板厚坡口形式通常分為I形、Y形和X形[4],施工步驟通常分為焊道清潔、定位焊、埋弧焊接、碳刨、反變形控制。以最為常見的Y形坡口單絲埋弧自動焊為例,通過分析定位焊在正面和反面時各施工步驟的優缺點,為生產優化提供依據。
1 焊道清潔
Y形埋弧自動焊縫在拼板前處理要求與其他焊縫基本一致,坡口上的鐵銹斑、氧化皮、車間底漆、油污、潮氣和由氣割、碳刨產生的殘渣等都會影響到埋弧焊縫的質量,產生氣孔、夾渣、未焊透等缺陷。所以埋弧焊縫拼板前必須用手工鋼絲刷和鋼絲盤等工具打磨、清理坡口面及兩側20 mm范圍內的污物,見圖1。
一般現場實際操作中建議將此范圍擴大到50 mm,以確保焊縫焊接質量。在此施工步驟中,正面定位焊和反面定位焊要求相同。
2 定位焊
2.1 定位前準備
在板材定位前需復核板材來料尺寸、邊緣直線度等與前道自測數據是否吻合,和圖紙要求是否一致,自動焊縫的要求通常要高于半自動焊縫和手工焊縫。還要檢查原始坡口的角度、過渡段長度、坡口深度是否達標,有缺陷的部分需按工藝要求先行修整,必要時使用砂輪打磨或焊補修整缺口。最后需檢查兩塊板材的錯邊量和平整度。具體要求參照相關建造質量標準,確認無誤后方可準備拼板定位。
2.2 焊材選擇
根據生產和設備要求,通常采用手工電弧焊或者CO2氣體保護焊。隨著船舶生產的高速發展,常用焊條E5015(J507)或E4315(J427),由于存放、烘焙、保溫、回收、現場使用效率低下等原因,一般在大型船廠使用較少,現場作業過程中大都使用CO2氣體保護焊進行定位。
2.3 正面定位焊
焊工需要具備定位焊資質。定位焊具體要求:對于開坡口的焊縫厚度D通常為6~8 mm,且不超過板厚的1/2。定位焊長度L一般為30~50 mm,對于高強度鋼可超過60 mm,定位焊間距T一般為200~500 mm,見圖2。
定位焊焊完后需要進行定位焊打磨、焊道清潔、定位焊缺陷處理、焊前交驗等程序。要確保正面埋弧焊焊接質量,對定位焊的處理要求相當高,尤其是海工產品的焊前報驗對定位焊點要求相當苛刻,見圖3。

圖3 正面定位焊
2.4 反面定位焊
需要拼板胎架高度足夠定位操作人員施工,一般內場大組立拼板都在胎位上拼板,自然條件成熟,適合反面定位焊操作。
小組立主要在地面拼板,目前不具備條件,以后可以考慮埋弧自動焊在某一集中區域進行拼板,使用專用拼板胎架周轉拼板。為減少鋼板翻身,反面定位焊采用仰焊,焊工需要具備三類資質焊工,定位焊間距一般同樣為200~500 mm,只是定位焊本身無需像正面定位焊一樣打磨處理,反面定位焊樣式見圖4。

圖4 反面定位焊
反面定位焊的拼板正面焊道(見圖5)相對均衡,焊前處理比較方便,除銹打磨后可以直接進行焊前報驗。

圖5 反面定位焊的正面焊道
3 埋弧焊接
3.1 埋弧自動焊原理
施工時,在電弧熱作用下焊絲和母材被熔化,在電弧底下形成液態金屬熔池[5],熔池的形狀和尺寸由焊寬、熔深及熔池長度來表示,這3個尺寸的大小是由電弧的功率和電弧的移動速度(即焊接速度)來決定的,熔池尺寸大小和電弧功率成正比,而與焊接速度成反比,見圖6。
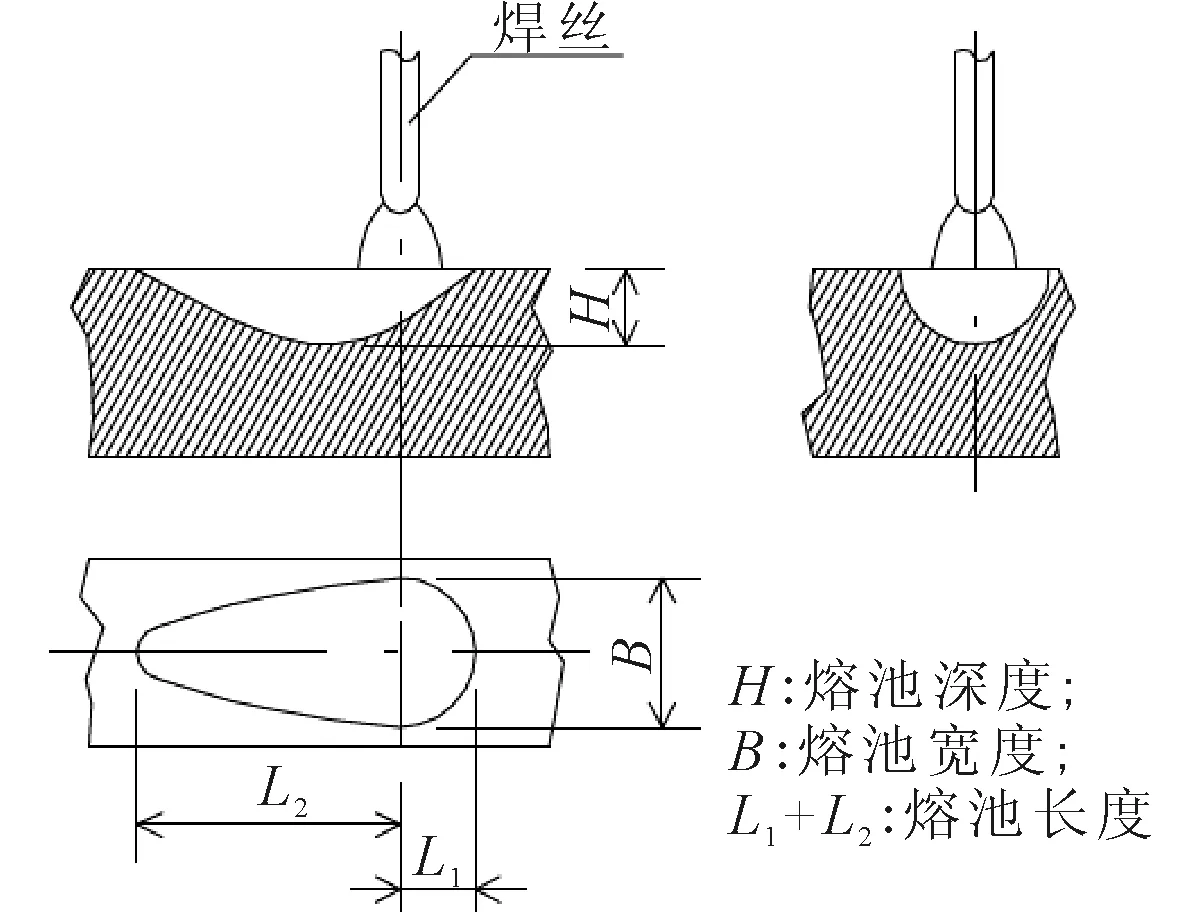
圖6 埋弧焊熔池的形狀和尺寸
電弧形成熔池,隨著電弧的前移形成新的熔池,而原來的熔池冷凝結晶成焊縫。焊縫的形狀和尺寸由熔寬B、熔深H和余高a來表示,熔寬和熔深就是焊縫的寬度和深度,而余高取決于焊絲熔化敷入的量。為了保證焊縫的力學性能,焊縫必須有足夠的熔深,和合適焊縫的尺寸比例。對接焊縫的熔寬和熔深之比成為焊縫的形狀系數(φ=B/H),對于埋弧自動焊來說,較為合適的焊縫形狀系數為1.3~2.0。余高是焊縫的增強量,適量的余高是有利于提高焊縫的強度,但并非越大越好。過大的余高將使焊縫趾部形成截面突變,造成應力集中,降低了焊接接頭的動載強度。在埋弧對接焊縫中,常控制余高為熔寬的1/4~1/8,一般為0.5~3.0 mm,見圖7。

圖7 熔深、熔寬和余高
埋弧自動焊的工藝參數有:焊絲直徑、焊接電流、電弧電壓、焊接速度、焊絲伸出長度、焊絲的傾角等,這些焊接工藝參數影響著焊縫的形狀尺寸和焊縫質量。
3.2 正面定位焊的焊接
正面埋弧焊的焊道內由于定位焊的存在,實際操作中無法精確、及時地微調定位焊區域與原始板縫區域的不同焊接工藝參數來確保焊縫的熔深和熔寬均衡。尤其是對現場生產中的相對薄板(12~20 mm),焊接容易造成焊縫成型余高不均衡,有定位焊的區域受定位焊制約熔深不夠,造成相對余高超高,需要焊后打磨修整。同時由于正面定位焊熔合在焊縫內部,如果定位焊存在缺陷又沒有被埋弧焊完全熔合,就會造成埋弧焊焊接質量不達標,就要進行焊縫修補,見圖8。

圖8 正面定位焊埋弧焊焊縫成型
3.3 反面定位焊的焊接
反面定位焊的正面焊道不存在定位焊區域與原始板縫區域差異,實際操作中,熔深和熔寬相對均衡,不需要微調焊接參數。尤其是厚度在12~20 mm的鋼板,焊縫余高控制比較容易,基本不需要焊后打磨修整。反面定位焊由于定位在碳刨面,定位焊在碳刨中全部清除,不存在對埋弧焊焊接內部質量隱患,見圖9。

圖9 反面定位焊埋弧焊焊縫成型
4 碳刨
4.1 正面定位焊的焊縫碳刨
正面定位焊的埋弧焊縫碳刨相對比較深,這是由于拼板正面定位焊區域與正面焊縫區域熔深不均衡、正面定位焊焊點可能存在缺陷(這一般在現場生產過程中碳刨發現問題的幾率較高)、反面碳刨時正面的定位焊位置無法確定等因素,為確保埋弧焊焊道的均衡和焊縫質量,一般正面定位焊的焊道碳刨需要刨掉原定位焊焊點[6],也就是相當于整體焊道加深碳刨,對實際碳刨工作量相對增加較多,碳刨面焊接工作量也相應增加。
4.2 反面定位焊的焊縫碳刨
反面定位焊的埋弧焊縫碳刨相對比較淺,這是因為正面焊道相對一致,正面焊接時埋弧焊熔深和熔寬相對均衡,碳刨時可以根據具體情況相對控制碳刨深度,尤其是對正面焊接熔深控制相對較好的焊縫,碳刨工作量比較小,碳刨面焊接工作量也相應較少。
5 反變形控制
5.1 正面定位焊的反變形控制
正面定位焊埋弧焊焊接后,由于定位焊質量和碳刨深度不受控,碳刨深度會因為正面定位焊區域埋弧焊熔深而變化。所以一般靠拼板前加放反變形量幅度較大,不容易掌控,相對碳刨深度比較深的焊道焊接變形就難以控制,火工較平工作量較大。
5.2 反面定位焊的反變形控制
反面定位焊埋弧焊焊接因為與定位焊質量關系不大,正面焊接時的熔深和熔寬都受控,所以碳刨深度基本受控,通過現場經驗積累,一般加放反變形量幅度較小,對焊道焊接變形容易掌控,火工較平工作量較小。
6 對比分析
1)通過正反面定位焊對比分析,可以得出二者的優缺點,見表1。
2)Y形拼板埋弧焊采用反定位焊法屬于基本利用原有作業條件,通過優先確保埋弧焊焊道的均衡促成焊縫成型美觀;通過將定位焊設置在碳刨面減少焊前“定位焊”處理,減少能耗;通過確保正面熔深減少碳刨工作量,同時相對節約焊材;通過減少碳刨相對控制拼板變形程度等。

表1 正反面定位焊對比分析
在某型FPSO船的101和103分段上實施拼板反面定位,通過拼板前準備、拼板定位、埋弧焊接、碳刨、反變形控制等幾個方面進行對比。對減少定位焊打磨工作量(以及打磨耗材與動能損耗)、減少碳刨工作量(以及碳刨耗材與動能損耗)、減少焊縫變形(以及減少火工校正耗能及工作量)、提高埋弧焊焊接質量、節約焊材等都有好處,如果以量化估算,節約成本約30%。在該項目其他在建分段初步統計效率提升20%以上,綜合成本節約25%以上。
3)Y形坡口埋弧自動焊采用反定位焊法可以對“在胎拼板”無需特別投入輔助資源,對不具備“在胎拼板”條件的可以考慮集中“借胎拼板”,還可以擴展運用到I形和X形坡口的埋弧自動焊,以確保焊道均衡、正面熔深用足等。經過反復和各種情況試驗、驗證和評審,或可升級為公司生產的工藝標準。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
