船體曲型分段外板板架吊裝工藝優(yōu)化
2021-05-06 01:49:04王曉剛甘伯惠孫海云
船海工程 2021年2期
王曉剛,甘伯惠,孫海云
(上海外高橋造船有限公司,上海 200137)
曲型分段外板板架包括機艙和艏艉分段所包含的特有組立類型[1],如圖1和圖2曲型分段的外板組立流程圖所表達的建造和裝配過程,外板組立以外板為基面進行建造[2],完工后轉(zhuǎn)移到分段制作胎位進行翻身裝配作業(yè),整個過程包含了組立脫胎、翻身和大組3次吊裝作業(yè),設(shè)計出合理的吊裝方案將為分段安全、快速、高效建造奠定基礎(chǔ)。本文以曲型外板組立的傳統(tǒng)裝配方法為出發(fā)點,分析傳統(tǒng)吊裝方法的利弊,結(jié)合現(xiàn)場實際工況進行優(yōu)化改良,提出更優(yōu)的解決方案,力求提高吊裝作業(yè)的效率。
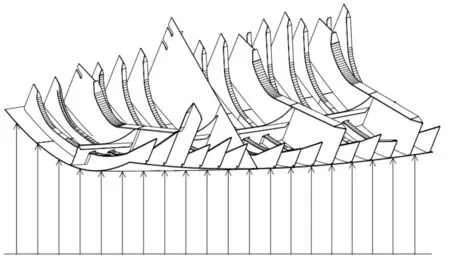
圖1 曲型外板組立在胎示意
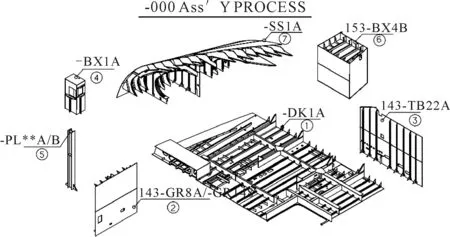
圖2 組立裝配流程
1 傳統(tǒng)作業(yè)方法
為實現(xiàn)曲型分段外板板架脫胎、翻身、大組的裝配作業(yè),設(shè)計的傳統(tǒng)吊裝方案是采用雙鉤脫胎、翻身大組。其主要吊裝工藝流程:在外板組立上下口及外板(非構(gòu)架面)各安裝兩只吊馬,形成3組吊馬,分別用卸扣將主鉤和副鉤的鋼絲繩連接在組立上下口的2組吊馬上,起吊進行脫胎,當組立吊離地面一定距離后,停住副鉤,提升主鉤使組立沿水平軸進行旋轉(zhuǎn),直至副鉤處于完全松鉤狀態(tài),然后拆除副鉤卸扣將其連接在外板(非構(gòu)架面)的吊馬上,提升副鉤,使組立再次沿水平軸進行旋轉(zhuǎn),直至達到大組所需的姿態(tài)進行大組。工藝流程見圖3。

圖3 傳統(tǒng)作業(yè)方法流程
2 方案分析
2.1 跨間工況參數(shù)
目前公司曲面中心配有42、45、48 m三種類型跨間,各跨間分工明確,共同完成各船型船舶曲型組立、分段的制作。其中42 m跨間主要承擔曲型外板中組立、小型外板分段的建造,45 m跨間則建造機艙區(qū)域中型曲面分段,艏部、艉部以及機艙區(qū)域大型曲面分段的建造則在48 m跨間完成[3]。各跨間配備的梁式起重機參數(shù)見表1。
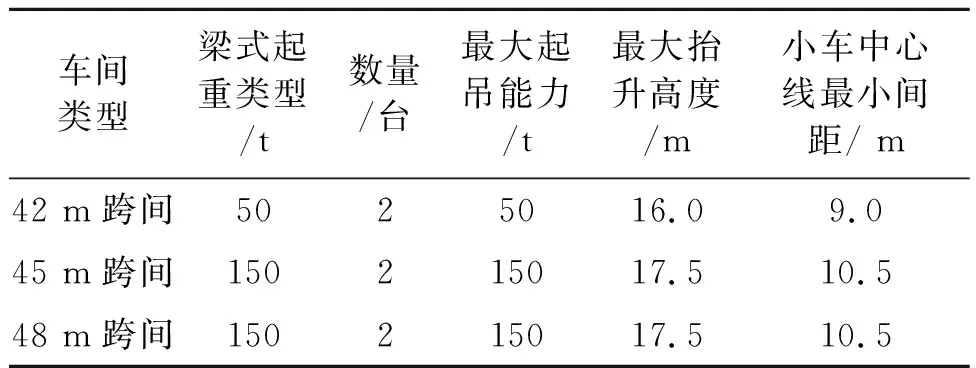
表1 車間梁式起重機參數(shù)表
2.2 利弊分析
通過對公司各類船型曲型分段建造過程的現(xiàn)場調(diào)研,對于傳統(tǒng)作業(yè)方法,采用雙鉤來脫胎、翻身大組,整個過程比較安全平穩(wěn)。不過發(fā)現(xiàn)很多曲型外板組立需要重新增加吊馬來完成脫胎和大組作業(yè),原設(shè)計的雙鉤方案無法滿足生產(chǎn),總結(jié)使用雙鉤方案的限制條件如下。
1)場地限制。在組立脫胎過程中,利用大鉤、小鉤同時起吊4只吊馬,42m跨間內(nèi)的兩臺50 t吊車的大、小鉤不能分開使用,而45和48 m跨間也只有部分吊車大、小鉤可分開使用,而曲型外板組立多在42、45 m跨間內(nèi)建造,42 m跨間內(nèi)吊車則不能使用,雙鉤大組方案對場地有一定的要求,存在局限性。
2)胎位限制。在組立建造脫胎時,雙鉤方案中的主副鉤方位應(yīng)與吊車大小鉤位置相匹配,否則在脫胎時組立存在扭動風險,可能造成結(jié)構(gòu)及胎架的損壞,甚至無法完成起吊脫胎。現(xiàn)場大多數(shù)情況下,外板組立在胎架上的布置是不能保證主副鉤方位與吊車大小鉤位置相匹配的,從而影響了該方案的順利實施。
3)吊鉤限制。由于內(nèi)場吊車上大鉤和小鉤南北方向位置不能互換,使用雙鉤方案進行組立翻身的過程中,需要主鉤單獨吊住組立并利用人工將組立旋轉(zhuǎn)180°后,才能用副鉤裝上非構(gòu)架面的2只吊馬來完成外板組立的大組。
4)裝配角度限制。外板組立大組過程中,外板需要以一定角度進行大組裝配。利用吊鉤調(diào)整組立大組時的姿態(tài)對順利完成大組裝配起著至關(guān)重要的作用。雙鉤方案是使用大鉤和小鉤同時起吊4個吊點,通過人工旋轉(zhuǎn)組立來調(diào)整裝配角度,最終完成大組。該方法操作起來十分困難,而且旋轉(zhuǎn)的角度有限,這使外板大組工時大大增加,生產(chǎn)效率極為低下,不能滿足現(xiàn)場實際生產(chǎn)需要,曲面車間分段擺放見圖4。

圖4 曲面車間分段擺放
3 解決方案
通過對常規(guī)雙鉤方案各類限制條件的梳理,結(jié)合現(xiàn)場實際,設(shè)計出新的吊裝方案,即單鉤脫胎、雙鉤共同翻身、單鉤大組方案,此方案僅需在構(gòu)架面和非構(gòu)架面各裝2只吊馬。單鉤脫胎,起吊后吊鉤可以旋轉(zhuǎn)任意角度,故不會因組立的擺放方位不同而導(dǎo)致無法起吊。同時在單鉤大組過程中,吊鉤的旋轉(zhuǎn)可以使外板組立轉(zhuǎn)至滿足大組要求的角度。
新的吊裝方案具體實施流程:分別用卸扣將主鉤和副鉤的鋼絲繩連接在相對應(yīng)的吊馬上,主鉤處于絕對松弛狀態(tài),提升副鉤,將組立吊起一定高度后,停住副鉤,然后慢慢提升主鉤轉(zhuǎn)動組立,直至副鉤達到絕對松弛狀態(tài),拆除副鉤,用主鉤單獨進行組立的大組,工藝流程見圖5。

圖5 新吊裝方案流程
3.1 脫胎設(shè)計
在42 m跨間內(nèi)的曲型外板組立制作區(qū)域內(nèi),吊車均為單鉤,主要服務(wù)于外板組立裝焊結(jié)束后的脫胎,較少參與到大組。利用液壓平板車,將脫胎后的外板組立運到45或48 m跨間,在45或48 m跨間進行后續(xù)制作。
曲型外板組立在胎架上時,肋板多為斜插,吊馬安裝在肋板上。應(yīng)盡量保證吊點處在重心與地面垂直形成的平面內(nèi),均布于重心上方、兩側(cè),并使兩吊點連線盡量靠近重心,考慮吊繩斜拉角度≤30°,兩吊點間距取2~4 m為宜,最大不應(yīng)超過6 m,保證每個吊點的受力為F1≈F2≈0.5G(G為組立重量)[4]。盡量避免組立脫胎碰觸肋板情況的發(fā)生,以保證整個過程的平穩(wěn)性、安全性。考慮到是單鉤脫胎,2個吊點,而且吊車上的大鉤、小鉤都可以旋轉(zhuǎn),所以不管組立擺放處在哪種方位,都能起吊,吊馬安裝位置見圖6。
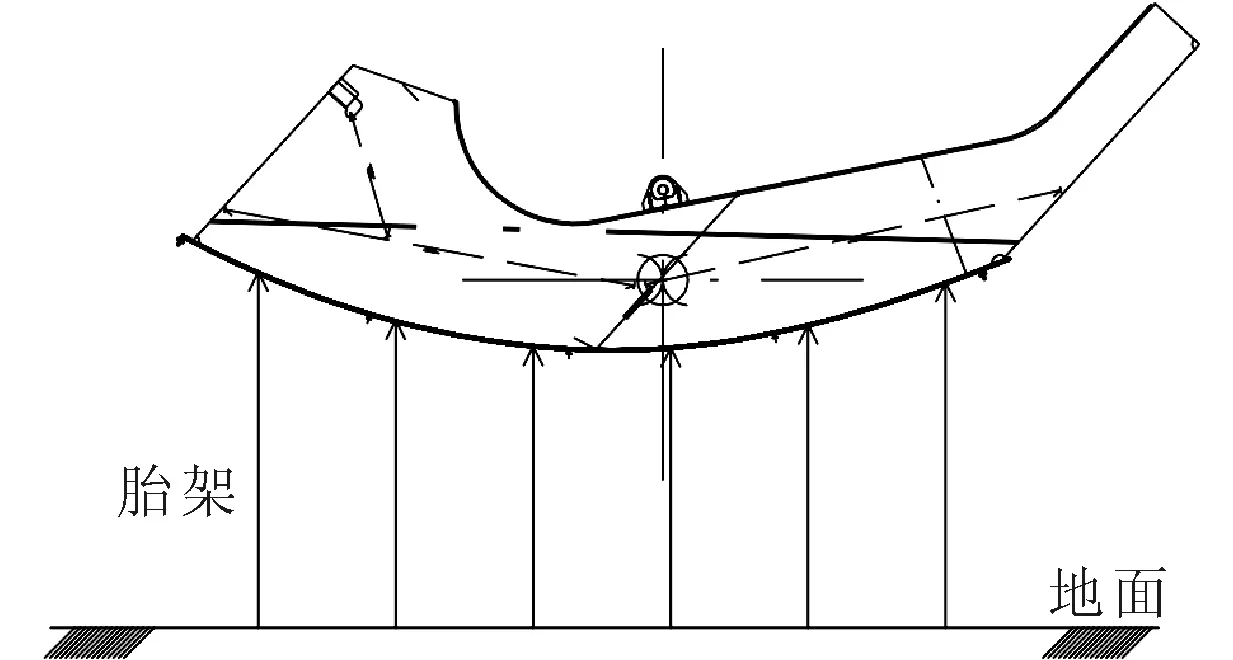
圖6 組立脫胎吊馬安裝位置示意
3.2 大組設(shè)計
曲型分段大部分為反態(tài)制作,曲型外板組立在大組時的狀態(tài)須與分段保持一致,為此,在設(shè)計大組吊馬時,在非構(gòu)架面(外板)上兩吊點的連線中點應(yīng)與組立重心重合(俯視圖中)。
將組立重心線垂向延長與外板相交,此交點即為大組吊馬主板的中心位置,水平方向吊點應(yīng)均布于重心兩側(cè)。2個吊點之間的最佳距離應(yīng)設(shè)計在4 m以內(nèi),這樣可保證組立以正態(tài)向下大組,而且單個吊鉤大組,吊鉤旋轉(zhuǎn)可以讓組立以各種角度進行大組裝配,不受落胎方位限制,吊馬安裝位置見圖7。
圖7 組立大組吊馬安裝位置示意
4 有限元分析
以某散貨船-SS1A組立為例,利用TSV軟件對曲型外板組立在不同工況下的各個吊裝階段其受力情況進行有限元仿真分析,計算出曲型外板組立的應(yīng)力和變形情況見表2。
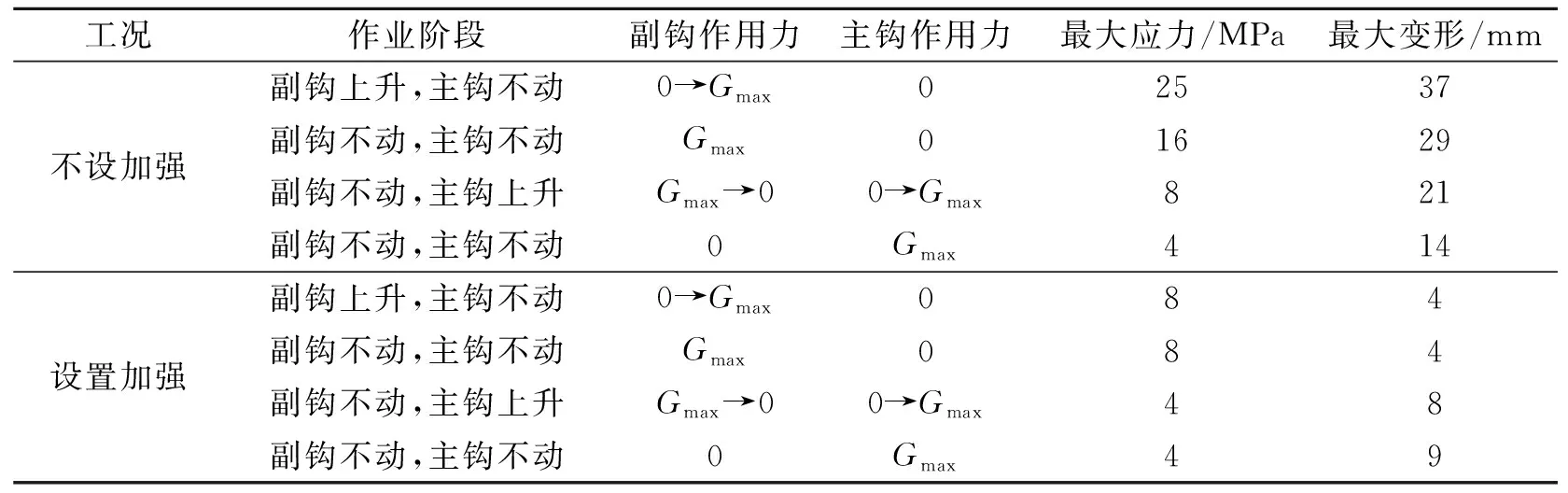
表2 曲面板不同工況下的各吊裝作業(yè)階段受力情況表
由表1可知,在沒有設(shè)置加強的工況下,整個結(jié)構(gòu)其最大應(yīng)力主要集中于兩端吊點上,最大應(yīng)變最高達37 mm,已不能滿足生產(chǎn)施工的質(zhì)量標準。為克服這種較大變形量,在組立脫胎前,應(yīng)在結(jié)構(gòu)合理位置設(shè)置臨時槽鋼或工字鋼等加強,以保證結(jié)構(gòu)的強度和剛度。設(shè)置加強后,此工況下的曲外板兩端吊點應(yīng)變明顯減小,符合生產(chǎn)施工質(zhì)量標準。
5 實際應(yīng)用
根據(jù)有限元分析,需在吊點的位置增加斜撐加強,同時增加縱向加強槽鋼或工字鋼,以保證整個吊裝過程中結(jié)構(gòu)的強度和剛度,加強位置見圖9。

圖9 曲型外板組立工字鋼加強
在曲型外板組立翻身工藝過程中,存在結(jié)構(gòu)突然失重的情況,會產(chǎn)生較大的沖力,對鋼絲繩和吊鉤均有較大考驗,存在一定的安全風險。為規(guī)避此風險,要求組立翻身時,應(yīng)以地面為支點單鉤吊住,然后再用主鉤連接外板上的吊馬進行單鉤大組,見圖10。

圖10 組立落地翻身
此外,翻身過程中會存在鋼絲繩環(huán)繞組立,與結(jié)構(gòu)干涉的情況,容易導(dǎo)致鋼絲繩的損壞,應(yīng)在鋼絲繩與外板端口接觸處安裝半圓鋼,防止鋼絲繩在翻身過程中損壞[5],見圖11。

圖11 鋼絲繩圓管保護
外板組立在胎架上建造時的擺放方位對吊裝設(shè)計有較大影響,應(yīng)結(jié)合胎架設(shè)計的偏角充分考慮,保證組立吊起瞬間不因重心的偏差導(dǎo)致局部區(qū)域吊離造成受力不均而壓壞胎架,甚至產(chǎn)生整體傾覆的安全隱患。同時,外板組立翻身后進行裝配作業(yè)時,考慮裝配作業(yè)便捷性,組立應(yīng)先接觸胎架上的平臺板的邊緣,進行裝配定位,然后肋板慢慢靠牢,完成裝配,因此,吊裝設(shè)計需要確保組立按照少量傾斜進行裝配,降低施工難度。
6 結(jié)論
通過對方案的優(yōu)化,單鉤大組吊裝方案在便捷性和提高建造安全性的同時,更能滿足公司對高效建造和產(chǎn)能輸出最大化的要求。從船體曲型分段外板板架的翻身裝配過程出發(fā),對傳統(tǒng)吊裝方案的分析,梳理出存在的短板及影響分段建造速度的制約因素。針對這些不足,提出解決方案,優(yōu)化吊裝工藝。鑒于不同的船型,以及不同船型分段的外板板架形狀、線形、重心位置不同,外板板架的翻身大組方案各有差異,后續(xù)將進一步展開調(diào)查和研究。
