響應曲面法優化制備高性能竹基熱固性復合板材的研究
2021-05-06 08:49:40斌梁哨李權王翔林
西南林業大學學報 2021年2期
覃 斌梁 哨李 權王 翔林 輝
(1.凱里學院,貴州 凱里 556011;2.寧德師范學院化學與材料學院,福建 寧德 352100;3.福建省特色生物化工材料重點實驗室,福建 寧德 352100)
竹材與木材均為天然生長的生物材料,同屬于非均質和各向異性材料。竹材和木材相比,具有紋理通直、強度高、韌性大、剛性好、易加工、用途廣、生物量大、成材周期短等特點。我國竹子種類豐富,竹林面積居世界第2位,產量居世界第1位,是世界主要產竹國之一[1-3]。貴州省黔東南州竹子資源十分豐富,竹林已成為州內森林資源的重要組成部分,是竹類資源最為豐富的地區之一。竹子具有適應性強、生長快、產量高、用途廣,兼具良好的經濟、社會和生態效益。2015年以來尤其是在貴州省實施現代竹業開發以來,竹產業得到貴州省委、省政府的高度重視,已把竹產業列為十大發展農村經濟的主導產業,竹子在加速貴州山區經濟發展,促進農村脫貧致富,調整山區產業結構,吸收農村剩余勞動力,改善生態環境等諸多方面,具有十分重要的作用。因此,開發新型的機械性能優良、尺寸穩定性好的高性能竹基熱固性復合板材[4-5],將對貴州竹產業產生新的技術變革,有利于突破竹材復合材料的技術瓶頸,對保護生態環境,發展高附加值的竹木材加工業也具有十分重要的意義。本研究開發的高性能竹基熱固性復合板材是一種新型結構板材。竹子生長速度快,4~6 a即可砍伐利用,而且是只要經營合理每年可以砍伐,生生不息,永續利用,竹材紋理通直、強度高、韌性大、剛性好、易加工、用途廣、生物量大、成材周期短等優良力學性特點能,是良好的工程材料。開發生產高性能竹基熱固性復合板材,旨在提高人造板的力學性能,延長其使用壽命,并大幅提高其應用質量和竹材的綜合利用率,最終使該產品在木結構建筑中取代優良實木應用于結構材中。
1 材料與方法
1.1 材料與設備
竹席、厚芯簾為6~8年生毛竹(Phyllostachys heterocycla),經剖篾機弦向剖篾編織加工而成。厚芯簾篾片寬度為10~20 mm,厚度為2.0~2.5 mm,篾片用粗棉線編織成簾。薄芯簾篾片寬度為10~20 mm,厚度為1.0~1.2 mm,篾片用細棉線編織成簾。竹席的篾片寬度為10~20 mm,厚度為0.5~0.7 mm,采用機械編織,篾片表面平整均勻、無霉變、編織緊密,干燥后竹簾(席)含水率約為9%。楊木單板(厚度1.2 mm,將其含水率烘干至8%)購自林產品市場。
自制酚醛樹脂膠,固含量為55%,黏度為5 700~5 800 cps,pH為6,游離醛含量≤0.2%,外觀為紅褐色的膠黏劑。LB?D1.00MN 熱壓機(青島亞華公司,中國)。WDW?100 萬能力學試驗機(濟南恒思大儀器有限公司,中國)。
1.2 試驗方法
1.2.1 組坯
毛竹經過截斷、剖開、去除竹青和竹黃、弦向剖篾、編簾等工序編成厚(薄)芯長簾和短簾、竹席,經涼曬和干燥窯干燥至含水率約9%,將厚芯竹簾、竹席分別放入固含量為55%酚醛樹脂膠黏劑的膠槽內浸膠7 min,使施膠量達到9%左右。浸膠后,要將厚芯竹簾和竹席進行瀝膠,使竹簾和竹席表面的膠液流干后與不浸膠的厚短簾、楊木單板在組坯臺上,組合成多個單體板坯重疊的板坯落。
1.2.2 工藝流程
組坯時的竹席、厚(薄)竹簾、楊木單板等按照對稱原則、奇數原則和厚度原則,按層與層之間縱橫交錯進行組坯。將組坯后的約18.5 mm厚的板坯送入熱壓機熱壓得到厚度15 mm的產品后陳放。板材芯層的全薄簾結構型采用了厚薄簾搭配,竹木復合結構[6-7]。組坯結構形式是相鄰層竹簾用厚簾與薄簾的互相垂直結構,使其具有薄簾板與厚簾板兩者的優點。
1.2.3 單因素試驗
分別以熱壓溫度(A)、熱壓時間(B)、熱壓壓力(C)等3個因素為變量,以產品彈性模量(MOE)為評價指標,單因素試驗水平見表1所示。
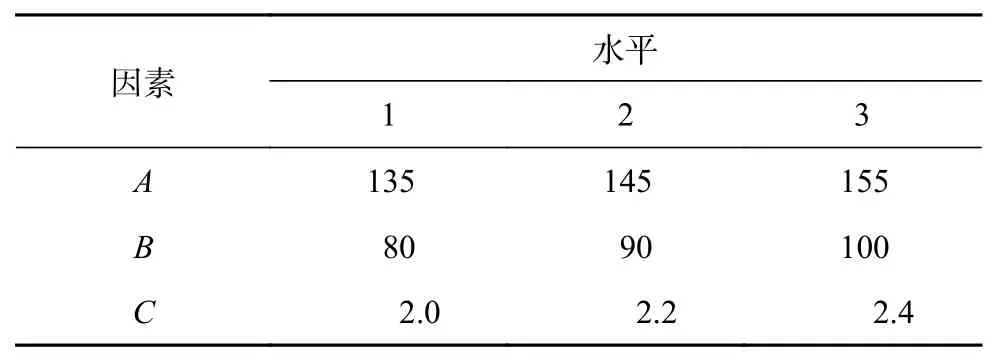
表 1 單因素水平表Table 1 Factors and levels in single factor experiment
1.2.4 響應面分析試驗
依據單因素試驗結果,采用17次運行的Box?Behnken設計對產品MOE進行統計學優化[8],并考慮了A、B、C對產品MOE的影響。以?1、0、1分別代表自變量的低、中、高水平,試驗設計因素與水平見表2。

表 2 響應面設計因素與水平Table 2 Factors and levels in response surface design
1.2.5 檢測方法
按照GB/T 17657—2013《人造板及飾面人造板理化性能試驗方法》[9]對產品的 MOE、靜曲強度(MOR)、吸水厚度膨脹率、膠合強度、密度等進行檢測。
2 結果與分析
2.1 單因素試驗結果
2.1.1 熱壓溫度對產品MOE的影響
由圖1可知,熱壓溫度對酚醛樹脂膠黏劑的固化速度影響較大。溫度過低時,要保證板材的性能符合要求,需要足夠的熱壓時間。提高熱壓溫度,有利于提高竹材的塑性,加快膠黏劑的固化,使得竹蔑之間接觸更加緊密,從而提高板材強度。在適當的溫度范圍內,溫度越高,酚醛樹脂膠黏劑固化越快,熱壓時間越短,膠合強度越好,但溫度過高會導致酚醛樹脂降解變脆[10]。經試驗驗證,熱壓溫度控制在135 ℃左右較為適宜。
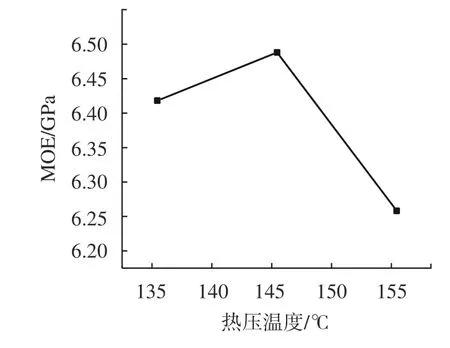
圖 1 不同熱壓溫度條件下板材的MOEFig.1 Mean value of MOE in different hot-pressing temperature
2.1.2 熱壓時間對產品MOE的影響
由圖2可知,在適當的熱壓壓力和溫度條件下膠黏劑完全固化,完成板材膠合需要一定的時間,它包括膠黏劑固化時間和板內水分蒸發時間。若熱壓期間板坯含水率過高,會引起板材的鼓泡分層。若熱壓時間過短,膠黏劑固化率低,使膠合強度達不到質量要求。保壓時間過長,會使板材和膠層變脆,甚至炭化[11]。在保壓過程中,通常膠黏劑固化率要達到90%以上才能保證竹基熱固性復合板材的膠合強度,本試驗選取的熱壓時間在90 s/mm比較適合。
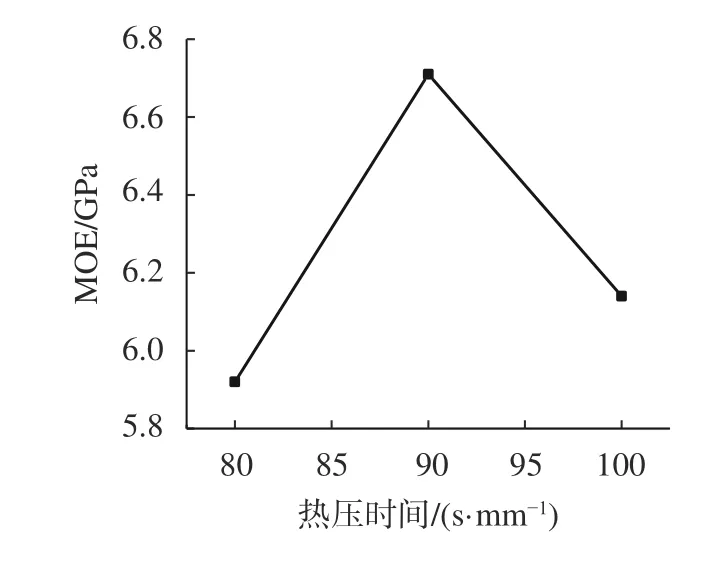
圖 2 不同熱壓時間條件下板材的MOEFig.2 Mean value of MOE in different hot-pressing time
2.1.3 熱壓壓力對產品MOE性能的影響
由圖3可知,熱壓壓力與板的密度和原材料消耗成正相關關系。熱壓壓力控制得當,有利于竹基熱固性復合板材板坯的密實化,減少膠層空隙,增加膠層分子的內聚力,提高板材的力學性能的使用壽命。如果壓力過低,會導致板材各層相對表面產生缺膠或積膠現象,不利于膠合[12]。同時壓力過高,板的密度增大,雖會使模板的力學性能增大,但造成單位產品原材料消耗多,吸水厚度膨脹率增大等問題,導致生產成本的增加。考慮到各方面影響因素,單因素試驗條件下的熱壓壓力確定為2.4 MPa較適宜。

圖 3 不同熱壓壓力壓制板材的MOEFig.3 Mean value of MOE in different hot-pressing pressure
2.2 響應面試驗結果與分析
2.2.1 響應面設計結果
以熱壓溫度、熱壓時間、熱壓壓力為影響因子探討高性能竹基熱固性復合板材的熱壓工藝參數,試驗安排和結果如表3所示。
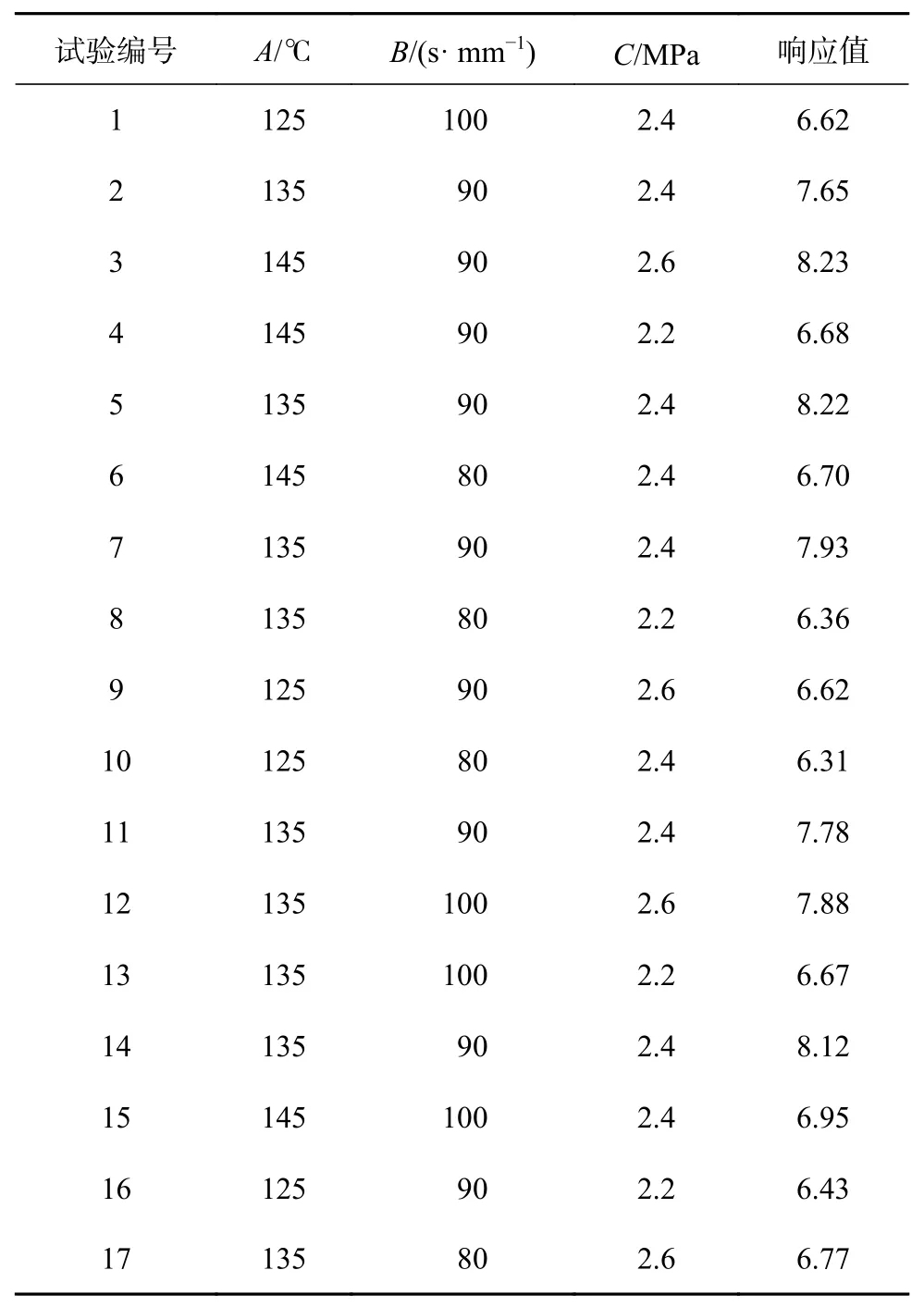
表 3 Box?Behnken試驗設計與結果Table 3 Box?Behnken experiment design and results
2.2.2 回歸模型分析
利用軟件對表3試驗數據進行二次多項回歸擬合,通過響應面回歸過程進行數據分析,建立二次響應面回歸模型,并尋求最優相應因子水平,得到回歸方程(如公式(1))[13]。

式中:Y為彈性模量。
由表4可知,系數A、B、AC、BC和C2極顯著(P<0.01),C,A2和B2顯著(P<0.05),而AB系數不顯著。另外,模型的驗證是通過失擬項測試來衡量的。
系數(R2)定義為平方和與總平方之比的回歸,證明了所獲得模型的充分性。R2=0.942 4,表明方程模型與實驗數據有0.942 4的符合度,調整后的確定系數(R2adj)和預測確定系數(R2Pred)也說明了該模型是否充分擬合了數據。R2adj和R2Pred接近于1,表明方程模型有很高的可信度。此外,變異系數的低值也表明實驗數據具有很高的精確度和可靠性。以上結果表明,所獲得的模型已充分反映了板材彈性模量與自變量(熱壓溫度、熱壓時間和熱壓壓力)之間的真實關系。此外,三維相應曲面圖和二維等高線圖顯示了熱壓3個要素與產品彈性模量之間的關系。

表 4 回歸模型的方差分析Table 4 Variance analysis of regression model
2.2.3 響應面交互作用分析
由圖4~5可知,MOE先是隨A和B的增加而增加,當A和B分別達到139.14 ℃和92.61 s/mm時隨 C 的增加而下降。
由圖6~7可知,熱壓溫度和熱壓壓力對產品彈性模量隨時間(在90 s/mm條件下)影響的響應面圖,圓形等高線圖表明熱壓溫度和熱壓壓力的相互作用是明顯的。
由圖8~9可知,溫度固定在135 ℃時熱壓壓力和時間對產量的影響。隨著熱壓壓力和時間的增加MOE增加,但當壓力超過2.54 MPa,時間超過92.61 s/mm時,MOE下降。與其他有關人造板工藝優化的研究相比,響應面方法減少了為節省時間而進行的必要實驗試驗的次數,并評估了多個參數之間的相互作用,而這種高效的設計可以更有效地安排和解釋熱壓實驗。圖 6 熱壓溫度和熱壓壓力交互作用的響應曲面
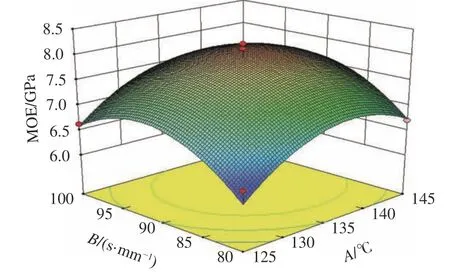
圖 4 熱壓溫度和熱壓時間交互作用的響應曲面Fig.4 Response surface of the effects of temperature and time
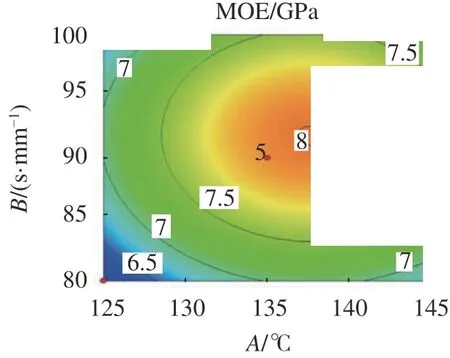
圖 5 熱壓溫度和熱壓時間交互作用的響應曲面等高線圖Fig.5 Contours of the effects of temperature and time
Fig.6 Response surface of the effects of temperature and pressure
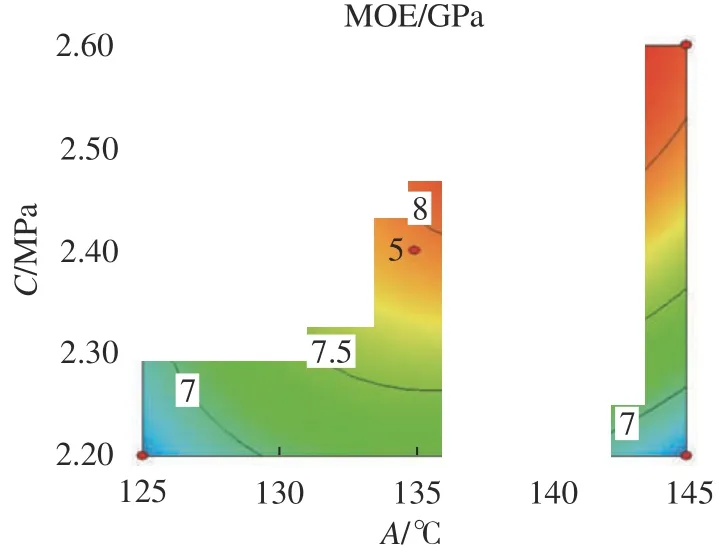
圖 7 熱壓溫度和熱壓壓力交互作用的等高線圖Fig.7 Contours of the effects of temperature and pressure
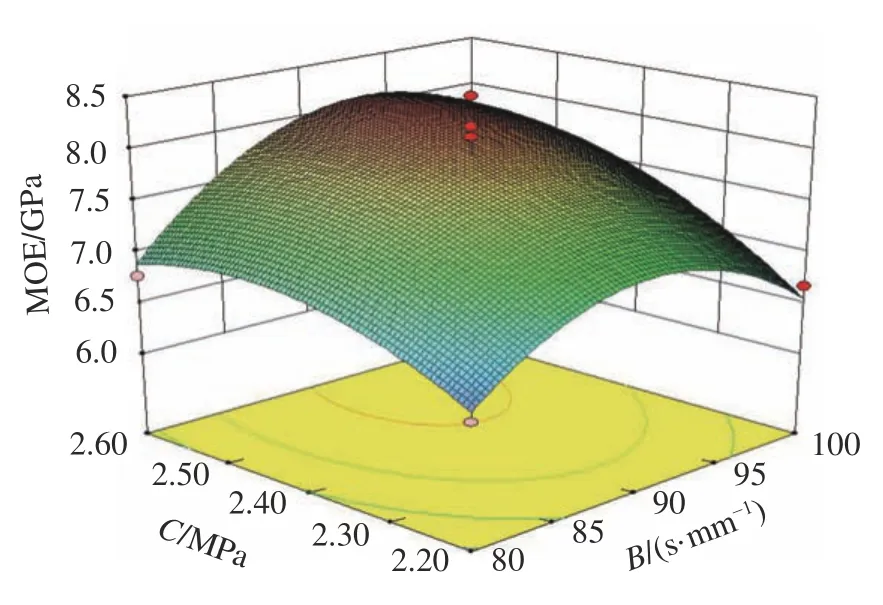
圖 8 熱壓時間和熱壓壓力交互作用的響應曲面Fig.8 Response surface of the effects of extraction time and particle size
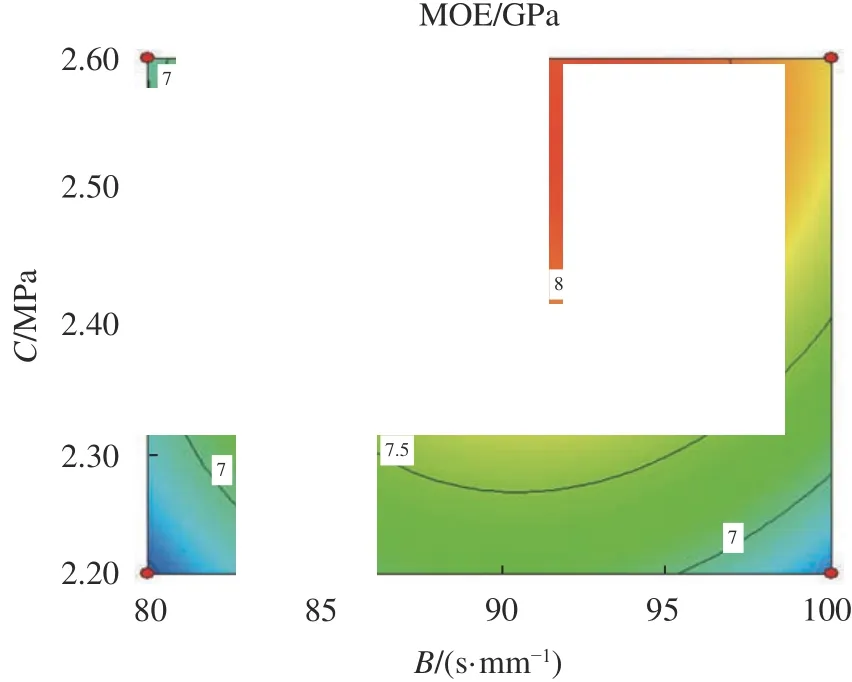
圖 9 熱壓時間和熱壓壓力交互作用的等高線圖Fig.9 Contours of the effects of extraction time and particle size
2.2.4 最佳條件的驗證
從模型中確定竹基熱固性復合板材優化的熱壓工藝的最佳參數為,熱壓溫度139.14 ℃、熱壓壓力2.54 MPa、熱壓時間92.61 s/mm。考慮到實際應用中的可操作性,對條件進行了如下修改,熱壓溫度為140 ℃,熱壓時間為92 s/mm,熱壓壓力為2.5 MPa。在最佳熱壓條件下進行的平行試驗進行驗證,檢測結果為,MOE為8.74 GPa,MOR為98.2 MPa,吸水厚度膨脹率4.8%,膠合強度0.91 MPa,密度0.89 g/cm3。由于板材表面使用了楊木單板,使得其表面相對竹膠合板模板要更為平整,加上板材內部使用了竹席和厚(薄)竹簾,其MOE、MOR、吸水厚度膨脹率、膠合強度和密度等均超過JG/T 156—2004標準的要求[14]。其中檢測得到的MOE為8.74 GPa,接近預期的8.25 GPa。實驗數據與預測值之間的良好相關性證實,所獲得的模型可以在不同條件下使用以熱壓溫度、熱壓時間、熱壓壓力等3個因素為變量可預測產品的MOE。
3 結論與討論
采用創新技術工藝生產的高性能竹基熱固性復合板材具有良好的 MOE、靜曲強度、膠合性能等優點。采用的浸膠竹簾、竹席免干工藝與板坯組合體熱壓膠合工藝的低碳效益,減少了板材的用膠量和竹簾的浸膠工作量,不僅提高了生產效率,還節約了生產成本。
實驗證明響應面方法對高性能竹基熱固性復合板材熱壓工藝優化的有效性,Box?Behnken實驗設計建立了熱壓三要素影響產品MOE的二次多項數學模型,并利用統計學方法對該模型進行了顯著性檢驗,優化了內在因素水平,找出最佳值。在優化條件下經實驗驗證,產品MOE實際值與理論預測值較接近。