負(fù)溫環(huán)境下Z 向性能超厚鋼板焊接施工技術(shù)研究
2021-04-25 08:09:30杜得強(qiáng)
建材與裝飾 2021年11期
張 立,陳 兵,杜得強(qiáng)
(1.中鐵電氣化局集團(tuán)北京建筑工程有限公司,北京 100000;2.中建科工集團(tuán)有限公司,北京 100000)
0 緒論
北京地鐵19 號(hào)線新宮車輛段項(xiàng)目位于北京市南四環(huán)外,19號(hào)線一期工程南端,本車輛段占地面積30.05 萬(wàn)m2,總建筑面積約12 萬(wàn)m2,地上2 層,建筑高度19.5m,采用型鋼混凝土框架結(jié)構(gòu),總用鋼量約3 萬(wàn)t。
北京地鐵19 號(hào)線一期工程施工具有工期緊、用鋼量大、鋼板厚度厚、焊縫要求等級(jí)高等特點(diǎn),主要采用Q355B 鋼材,涉及最大板厚80mm,Z 向性能為Z35。北京地鐵19 號(hào)線一期工程地處北京地區(qū),冬季最低溫度達(dá)零下15°C,進(jìn)行常規(guī)焊接施工將難以保證焊縫的質(zhì)量,容易出現(xiàn)鋼板層狀撕裂。為了保證鋼結(jié)構(gòu)施工在低溫環(huán)境下得以如期進(jìn)行,研究總結(jié)帶Z 向性能的超厚鋼板在負(fù)溫環(huán)境下的焊接控制技術(shù),減小在負(fù)溫環(huán)境下焊接施工產(chǎn)生的焊接應(yīng)力及鋼構(gòu)件變形,避免因應(yīng)力或變形過(guò)大或焊接質(zhì)量缺陷而影響帶Z 向性能超厚鋼板的使用性能。
1 負(fù)溫下帶Z 向性能要求超厚鋼板焊接特點(diǎn)
由于北京地鐵19 號(hào)線一期工程地處北京地區(qū),冬季施工室外最低溫度達(dá)零下15°C,外界環(huán)境溫度與超厚鋼板焊接時(shí)的溫差較大,從而導(dǎo)致在焊接過(guò)程中及焊接完成后焊縫降溫速度過(guò)快,結(jié)晶速度過(guò)快,從而導(dǎo)致焊縫及焊縫熔合區(qū)域鋼材的彈性及塑性性能降低,脆性性能增加,由此,焊縫內(nèi)部容易產(chǎn)生裂紋和母材層狀撕裂等質(zhì)量問(wèn)題,母材層狀撕裂和焊接殘余應(yīng)力將影響超厚鋼板Z 向性能,為避免負(fù)溫環(huán)境下焊接施工對(duì)超厚鋼板Z向性能的影響,需采取嚴(yán)格有效的焊前預(yù)熱和焊后保溫措。
北京地鐵19 號(hào)線一期工程采用鋼骨混凝土框架結(jié)構(gòu),鋼柱主要采用十字型截面,最大尺寸為1500mm×700mm×25mm×80mm,部分采用H 型柱+鋼板墻組合構(gòu)件,厚板立焊縫長(zhǎng)達(dá)13.6m,最大焊接板厚達(dá)80mm,負(fù)溫焊接會(huì)產(chǎn)生較大殘余應(yīng)力以及較大的鋼板焊接變形。
根據(jù)負(fù)溫環(huán)境下鋼金屬結(jié)構(gòu)內(nèi)部結(jié)晶的理論,減小負(fù)溫環(huán)境下超厚鋼板焊接的應(yīng)力及變形的關(guān)鍵之處主要為:①縮小局部環(huán)境與施焊鋼構(gòu)件的焊接溫度差,主要是采用焊接局部環(huán)境加熱保溫措施,為焊接施工提供適合的作業(yè)環(huán)境;②從焊接工藝入手,合理開設(shè)焊接破口及焊接順序,避免焊接應(yīng)力過(guò)大;③對(duì)施焊部位兩側(cè)的鋼構(gòu)件進(jìn)行約束,主要采取增設(shè)勁板、隔板等措施增加焊接部位兩側(cè)鋼構(gòu)件局部剛度,最大限度減小因焊接溫度變化導(dǎo)致的焊接變形。
2 負(fù)溫環(huán)境下的帶Z 向性能超厚鋼板焊接的控制措施
2.1 焊接施工全過(guò)程控制溫度的措施
2.1.1 焊接施工前的溫控措施
由于帶Z 向性能超厚鋼板在低溫環(huán)境下焊接施工前后存在巨大的溫度差,將導(dǎo)致焊縫區(qū)域存在殘余應(yīng)力,且應(yīng)力大小與溫差為正相關(guān),由此將嚴(yán)重影響焊縫的性能。為保證焊接質(zhì)量,在鋼構(gòu)件焊接前需降低鋼構(gòu)件母材與焊縫區(qū)的強(qiáng)烈溫差,主要是對(duì)焊縫及其周邊母材進(jìn)行加熱,可避免由于局部驟熱和驟冷而導(dǎo)致鋼結(jié)構(gòu)焊縫區(qū)域產(chǎn)生不均勻膨脹和收縮,降低母材及焊縫在鋼板厚度方向因熱脹、冷縮而導(dǎo)致局部由壓應(yīng)力到拉應(yīng)力的轉(zhuǎn)換幅度。
北京地鐵19 號(hào)線一期工程預(yù)熱采用氧氣-乙炔中性火焰加熱。為確保Z 向性能鋼板保持良好的延伸率,預(yù)熱范圍由常溫焊接坡口兩側(cè)不小于100mm、板厚的1.5 倍,增加到不小于150mm、板厚的2 倍。
2.1.2 焊接施工中的溫控措施
負(fù)溫環(huán)境下相較常溫環(huán)境下,焊接施工時(shí)焊縫區(qū)域溫度冷卻速度快,焊接部位熔池極易產(chǎn)生脆硬組織,從而影響焊縫的質(zhì)量和力學(xué)性能。在焊接過(guò)程中,每道焊縫層間溫度需保持在80~200℃,一條焊縫應(yīng)一次性連續(xù)焊接完成,盡量避免多次施焊情況。若因天氣或其他突發(fā)因素影響而對(duì)已開焊的焊縫不得不停止施焊作業(yè)時(shí),要在停止施焊前,需焊接完成1/3 板厚后再停止焊接作業(yè),并及時(shí)進(jìn)行保溫處理,在后續(xù)再次焊接前,重新進(jìn)行焊接預(yù)熱,相比首次焊前預(yù)熱溫度需更高,且時(shí)間需更久。
2.1.3 焊接施工后的溫控措施
負(fù)溫焊接的后熱溫度應(yīng)不低于220℃,保溫時(shí)間不少于1h,根據(jù)板厚不同保溫時(shí)間不同,保溫時(shí)間遵循0.5h/25mm 的原則。保溫完成后使其緩冷至常溫,緩冷達(dá)到常溫的時(shí)間不小于1.5h。
當(dāng)焊后處理達(dá)到要求后,采用保溫措施,需包裹密實(shí),確定保溫時(shí)間達(dá)到緩冷效果。焊接防護(hù)篷及保溫材料應(yīng)在焊縫接點(diǎn)完全冷卻后,方可拆除。
2.2 焊接工藝措施
對(duì)十字型鋼柱的對(duì)接焊縫進(jìn)行焊接施工作業(yè)時(shí),遵循對(duì)稱焊接的原則,由2 名操作手法和焊接水平相近的焊工同時(shí)施焊,并且先焊接腹板,再焊接鋼柱翼緣板。焊接作業(yè)時(shí)需嚴(yán)格遵循分層多道的原則,帶Z 向性能超厚鋼板在負(fù)溫環(huán)境下焊接時(shí),先進(jìn)行打底焊,底部焊縫厚約20mm,隨后進(jìn)行每層焊縫的焊接,每層焊縫厚度應(yīng)控制在15~20mm,最后進(jìn)行蓋面焊接,如圖1 所示。
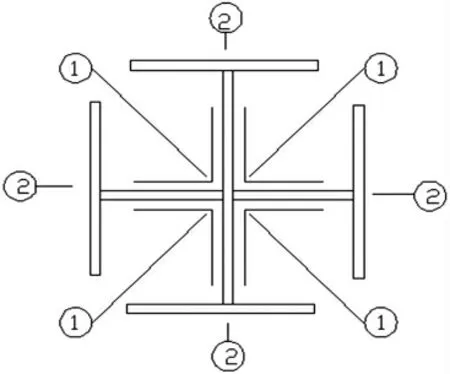
圖1 焊接作業(yè)先后順序
2.3 控制焊縫局部區(qū)域變形的措施
為減小焊接的變形,在焊縫位置設(shè)置三角約束板固定。約束板焊接在鋼板焊縫兩側(cè)。為確保約束效果,焊接約束板采用20mm 厚鋼板,間距1m 一道布設(shè),如圖2 所示。
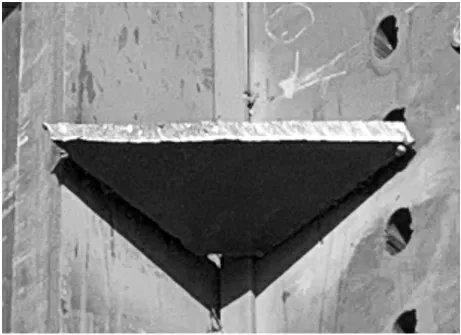
圖2 焊接約束板
2.4 鋼板Z 向性能保證措施
除上述措施外,北京地鐵19 號(hào)線一期工程中采用改善節(jié)點(diǎn)構(gòu)造設(shè)計(jì)的方法達(dá)到降低鋼板上因承受收縮所產(chǎn)生的焊接應(yīng)力,有效保證鋼板的Z 向性能。在節(jié)點(diǎn)構(gòu)造時(shí),可采用以下措施。
(1)設(shè)計(jì)時(shí)盡量避免外荷載作用在鋼板厚度方向,無(wú)法避免時(shí)應(yīng)設(shè)法增加受荷面積以降低厚鋼板表面應(yīng)力。在焊接接頭的焊縫破口設(shè)置時(shí),適當(dāng)增加焊縫與母材的接觸面積。
(2)選用塑性好的焊接材料,通過(guò)這樣的辦法可以使焊縫產(chǎn)生一層先產(chǎn)生塑性變形的緩沖層,在內(nèi)外應(yīng)力作用下達(dá)到應(yīng)力重分布的效果。
3 特點(diǎn)
低溫環(huán)境下Z 向性能超厚鋼板施工現(xiàn)場(chǎng)焊接技術(shù)是在大量現(xiàn)場(chǎng)實(shí)踐中多次對(duì)負(fù)溫環(huán)境下帶Z 向性能超厚鋼板的焊接的不斷研究及改善中總結(jié)形成的,主要特點(diǎn):
(1)采用有效的方法提高施焊部位周邊及局部環(huán)境溫度,特別是母材本身溫度,改善焊接環(huán)境,提高負(fù)溫超厚鋼板焊接質(zhì)量。
(2)控制焊接施工全過(guò)程的溫度變化,通過(guò)局部加熱、保溫等方法改善焊接局部環(huán)境溫度,降低溫差,減緩焊縫區(qū)域冷卻速度,避免驟冷產(chǎn)生過(guò)大焊接殘余應(yīng)力并減少裂紋的發(fā)生,最大限度避免因焊接溫差對(duì)超厚鋼板Z 向性能的影響。
(3)焊縫裂紋是負(fù)溫環(huán)境下焊接焊縫的主要缺陷,塑形好的焊接材料對(duì)于負(fù)溫環(huán)境下焊接質(zhì)量至關(guān)重要。在選用焊接材料時(shí),除要保證強(qiáng)度外,要優(yōu)先考慮焊材的塑形及抗裂性能。
(4)從焊縫破口形式、焊接施焊順序等綜合因素考慮,降低焊接應(yīng)力及殘余應(yīng)力對(duì)焊縫的質(zhì)量及焊接變形的影響。
4 適用范圍
本工法適用于低溫環(huán)境下Z 向性能超厚鋼板焊接施工。
5 結(jié)語(yǔ)
北京地鐵19 號(hào)線新宮車輛段項(xiàng)目鋼結(jié)構(gòu)工程總用鋼量約為3 萬(wàn)t,最大鋼板板厚達(dá)80mm,Z 向性能為Z35,焊縫總長(zhǎng)度約3000m,施工現(xiàn)場(chǎng)工況復(fù)雜,且經(jīng)歷冬季施工,結(jié)合施工現(xiàn)場(chǎng)的實(shí)際情況,工作人員從設(shè)計(jì)到施工一系列流程上采用合理節(jié)點(diǎn)構(gòu)造、焊接工藝、溫控措施以及防變形等措施,規(guī)避沿厚度方向應(yīng)力集中現(xiàn)象,提出負(fù)溫環(huán)境下Z 向性能超厚鋼板焊接施工技術(shù),大大降低焊縫裂紋等缺陷的發(fā)生,避免因焊接溫差過(guò)大而導(dǎo)致較大的應(yīng)力和變形,降低負(fù)溫環(huán)境下焊接施工對(duì)超厚鋼板Z 向性能的影響。該技術(shù)的成功應(yīng)用為以后的同類型工程提供有益的參考價(jià)值。
猜你喜歡
中老年保健(2021年12期)2021-08-24 03:30:40
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:11:36
中國(guó)傳媒大學(xué)學(xué)報(bào)(自然科學(xué)版)(2021年1期)2021-06-09 08:43:00
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國(guó)生殖健康(2020年6期)2020-02-01 06:28:50
中國(guó)生殖健康(2019年11期)2019-01-07 01:28:02
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34