
3D打印鈦合金孔擠壓試驗分析
2021-04-24 03:02:06高天胤高怡斐
中國測試 2021年2期
關鍵詞:裂紋
高天胤,高怡斐,,牛 瞳
(1.鋼鐵研究總院,北京 100081; 2.鋼研納克檢測技術股份有限公司,北京 100081)
0 引 言
3D打印成型技術由于快速性、低成本、高集成化、適用于加工復雜零件等顯著優點,近幾年來得到快速發展,但是目前還存在許多不足,如精度不高、材料性能不穩定等[1]。這就對材料性能檢測提出了更高的要求,人們希望得到與構件受力狀態相近似的數據作為設計依據,以便提高設計的精確性和可靠性[2]。目前國內針對3D打印制品的檢測主要集中在無損檢測和常規力學檢測兩個方面。無損檢測方面主要包括專門針對3D打印制品的檢測方法及內部缺陷檢測等方向[3]。在常規力學檢測方面,實驗人員將3D打印制品的拉伸試驗[4]及疲勞試驗[5-6]的結果與同等條件下傳統工業制品的試驗結果進行了對比,取得了一定的成果。然而,目前國內還沒有建立起相關的3D打印材料的檢測標準。
在美國金屬材料性能發展與標準化手冊(MMPDS)[7]中,常用金屬的孔擠壓試驗數據已成為常規的設計參數,被應用于航空航天等方面。目前美國的孔擠壓試驗標準為ASTM E238-17a,主要針對鋁合金及鎂合金[8]。在1989年,我國航空標準中也引入了孔擠壓試驗,標準編號為HB5433—89。該標準適用材料除了鋁合金與鎂合金,還包括了碳鋼[9]。唐振廷等對孔擠壓試驗中承載銷的表面粗糙度和潤滑劑對試驗的影響做出了相關論述[10]。張繼祥也對孔擠壓試驗中邊距比的影響及實驗中的應力分布做出了闡述[11]。Zhuang等將孔擠壓試驗擴展到復合材料領域并獲得了進展[12]。在比較了國內外相關材料試驗標準差異的基礎上,未發現關于鈦合金孔擠壓實驗的相關論述。本文針對3D打印鈦合金設計孔擠壓試驗方案,驗證對相關試驗參數,對其進行了孔擠壓試驗的性能測定與表征。試驗中孔擠壓試驗采用的材料為TC4鈦合金,使用激光熔覆沉積技術(LCD)成型,經過機械加工制成相應試樣。
1 孔擠壓試驗概述
1.1 相關符號、術語及定義
孔擠壓試驗模擬了螺栓、銷釘、鉚釘與構件結合時的受力情況,針對構件部分承受的擠壓載荷提出的一種試驗方法。試驗過程中,將一根圓柱形的承載銷穿過孔擠壓試樣的銷孔,使兩者緊密配合。通過試驗裝置對承載銷不斷加載,可以測得試樣銷孔處承受的最大載荷。孔擠壓試驗相關術語及定義見表1。
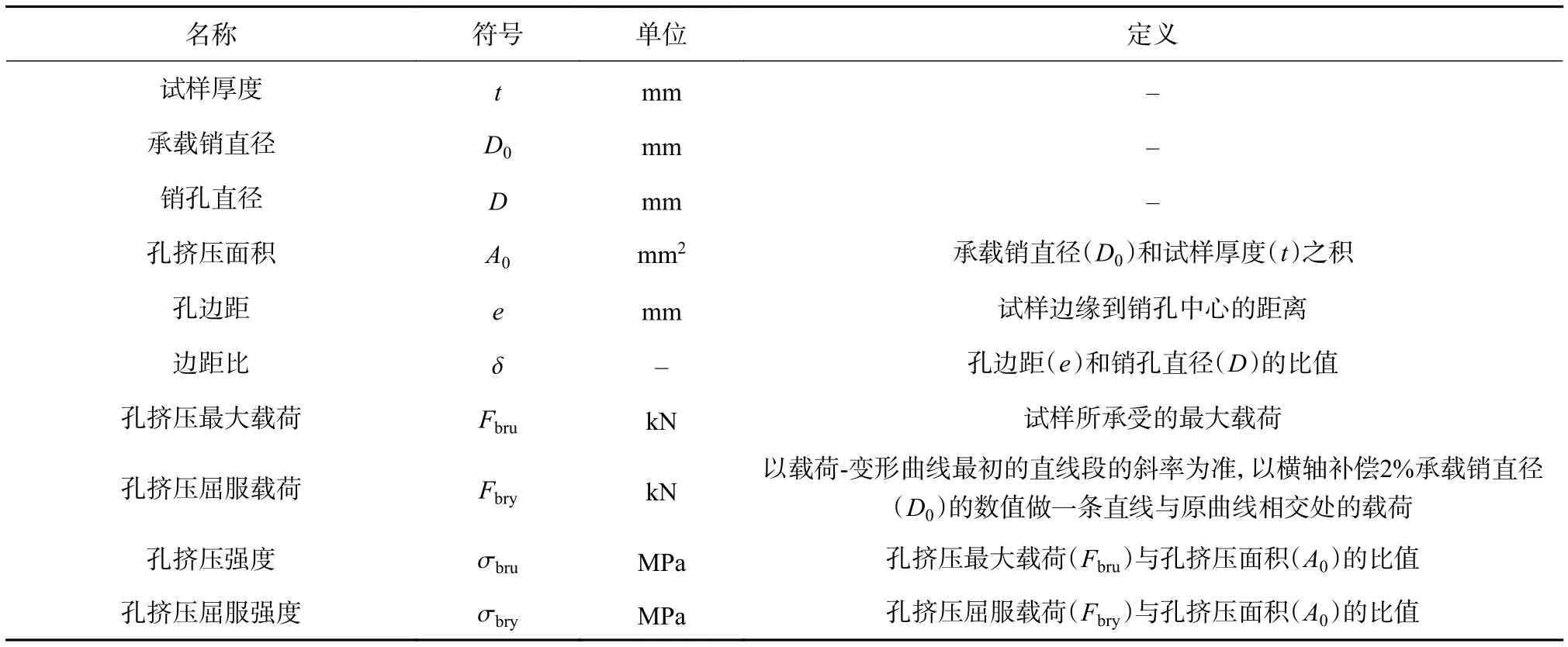
表 1 孔擠壓試驗相關符號、術語及定義
1.2 試驗步驟
1.2.1 試樣的測量
測量試樣厚度t、銷孔直徑D和承載銷直徑D0,讀數誤差應在測定值的0.5%以內,精確到0.02 mm。若無相應工具,孔邊距不能直接測量得出,可以參考測得試樣頂端到銷孔頂端的距離,該距離為e-D/2,測量精確到0.2 mm,通過計算可以求出孔邊距e和邊距比δ。
1.2.2 試樣的清理
在適當濃度的丙酮溶液中超聲清洗5~10 min,晾干即可,試驗過程中保持這種潔凈狀態。試驗過程中需要戴手套。
1.2.3 試樣的裝夾
將承載框與試驗機橫梁連接,安裝承載銷與試樣。試樣夾緊后,對承載銷施加一個不超過最大載荷5%的預緊力,一般在300~1 000 N之間即可。調節試樣到承載框夾縫的中心位置,使試樣不與承載框接觸。預緊力加載完畢,安裝活塞筒和針狀活塞,安裝軸向引伸計。試驗裝置示意圖如圖1所示。
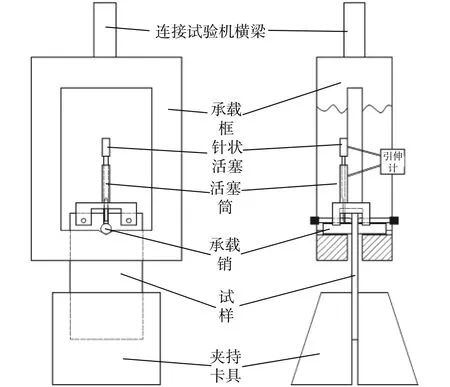
圖 1 試驗裝置示意圖
1.2.4 試驗速率
試驗中加載模式為橫梁位移速率控制模式,橫梁位移速率為0.7 mm/min。試驗過程中橫梁位移速率保持不變,直至試樣斷裂。
1.2.5 試驗數據處理
試驗結束后,可以得到一條完整的載荷-變形曲線。以載荷-變形曲線最初直線段的斜率為準,以橫軸偏置2%承載銷直徑D0的數值做一條平行直線與原曲線相交,通過計算可以求得孔擠壓屈服力Fbry,如圖2所示。孔擠壓強度σbru及孔擠壓屈服強度σbry的計算式見表1。
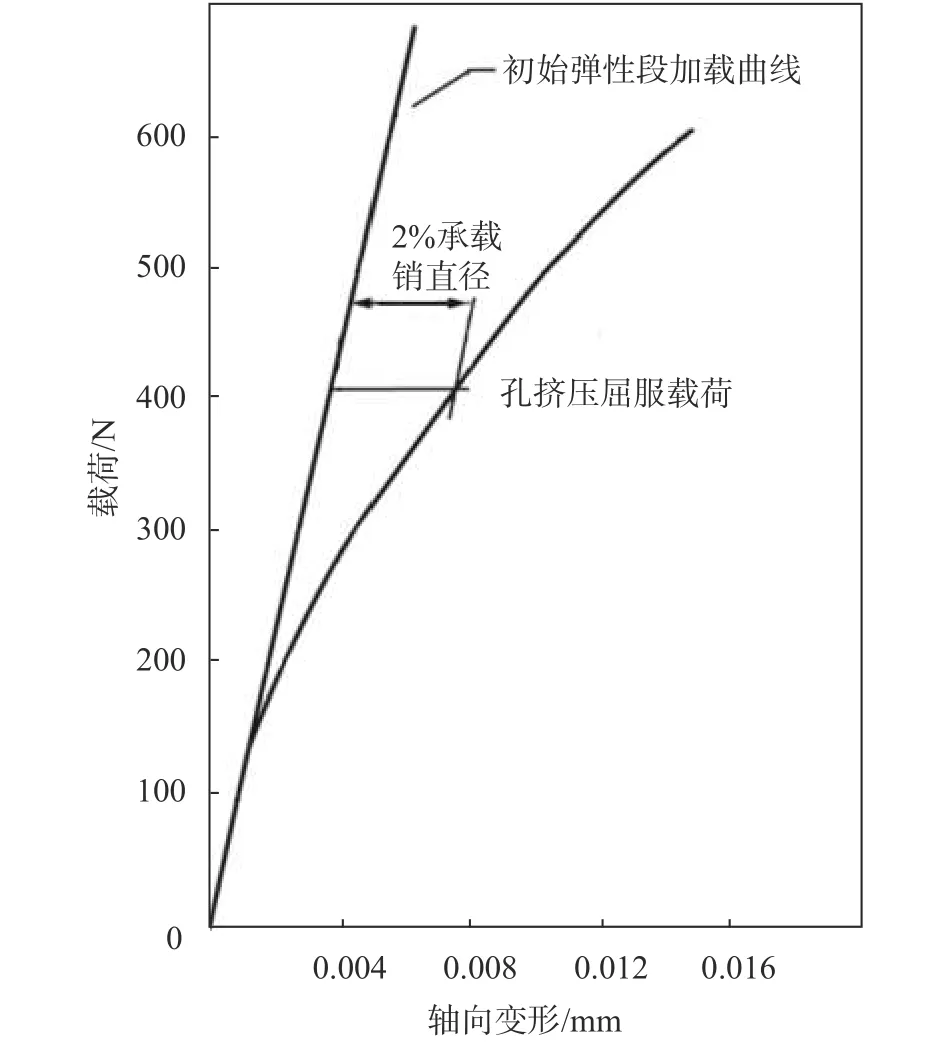
圖 2 載荷-變形曲線
2 試樣相關參數對試驗結果的影響
2.1 孔徑D及孔邊距e對試驗結果的影響
由于孔徑D的變化,在相同邊距比的情況下會導致孔邊距e的變化,下面針對相同邊距比不同孔徑和相同孔邊距不同孔徑兩種情況進行對比試驗。本組試驗用試樣設計圖,見圖3~圖5。相關試驗結果見表2。
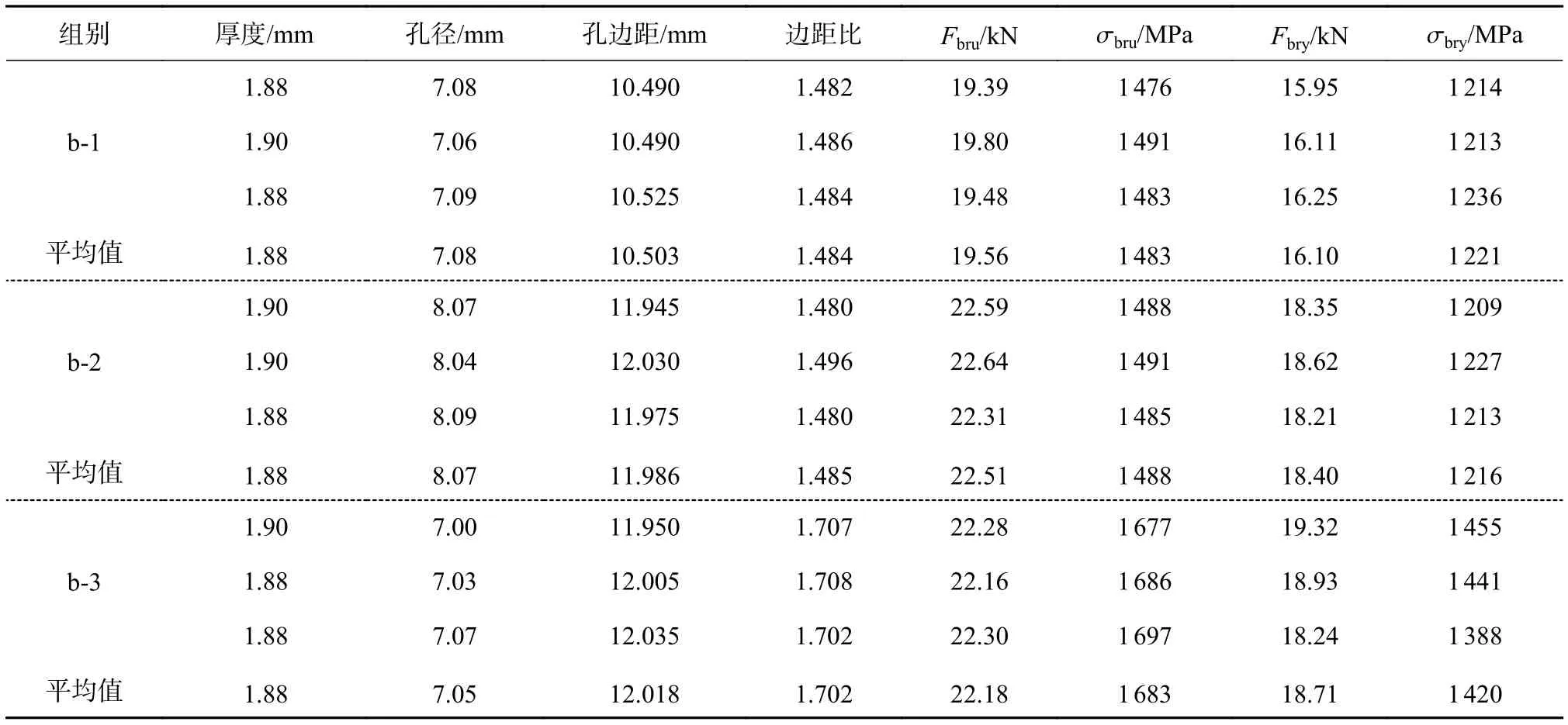
表 2 不同孔徑下的試驗數據
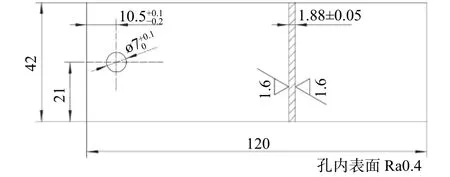
圖 3 b-1組試樣設計圖(單位:mm)
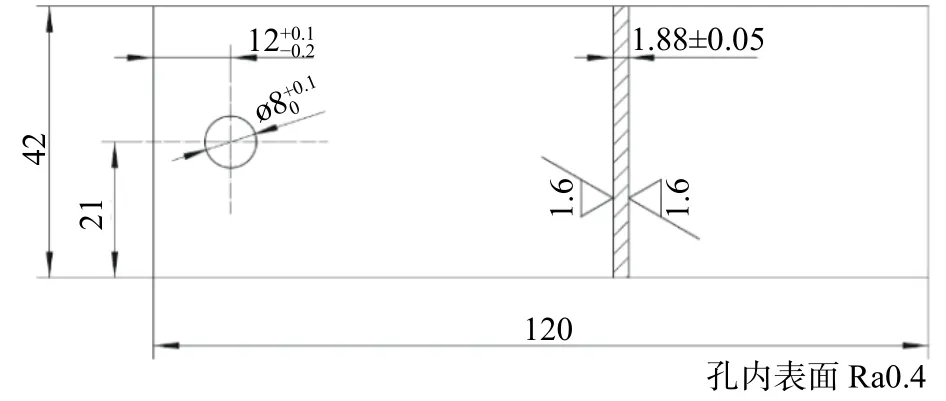
圖 4 b-2組試樣設計圖(單位:mm)
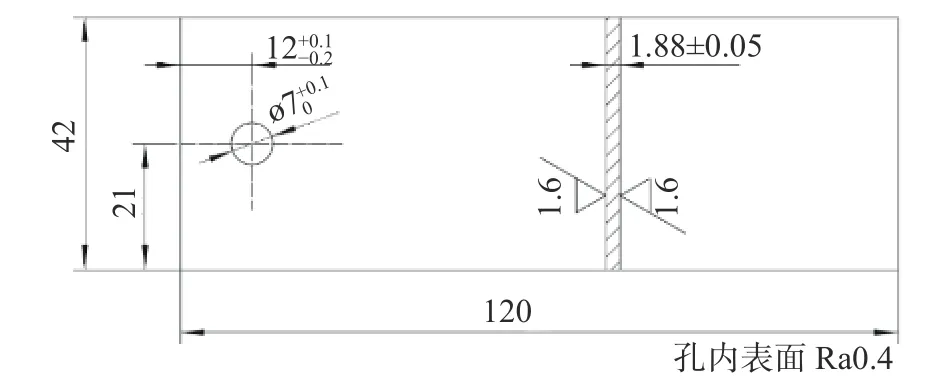
圖 5 b-3組試樣設計圖(單位:mm)
將b-1組、b-2組、b-3組的試驗數據進行對比,發現當試樣邊距比不變時,孔徑發生變化,對于孔擠壓強度和孔擠壓屈服強度幾乎沒有影響,但是其對應的力值卻發生了變化;若孔邊距不變,僅孔徑發生變化,孔擠壓強度和孔擠壓屈服強度發生明顯變化,其對應的孔擠壓最大力和孔擠壓屈服力的數值接近。通過b-1組,b-3組對比可以發現,孔徑不變,邊距比發生變化,無論是孔擠壓強度還是孔擠壓屈服強度都隨著邊距比的增大有明顯的增大。將這3組試驗的載荷-變形曲線合并在一起,如圖6所示。可以看出,當邊距比相同時不同孔徑的試樣的試驗曲線是不同的,而孔邊距一樣的試樣曲線幾乎是重合的。所以可得出結論,本組試驗中對最大載荷影響最大的試驗參數并不是孔徑,而是孔邊距。

圖 6 載荷-變形曲線對比圖
2.2 厚度t對試驗結果的影響
板厚對于試驗的影響主要體現在試驗的穩定性上。試驗中失穩現象是難以避免的,夾持歪斜,同軸度不合格等狀況都會造成試驗失穩。增加板厚會有效地彌補試驗過程中的不足之處,從而完成試驗。本組試驗用試樣設計圖,見圖7~圖9。相關試驗結果見表3。
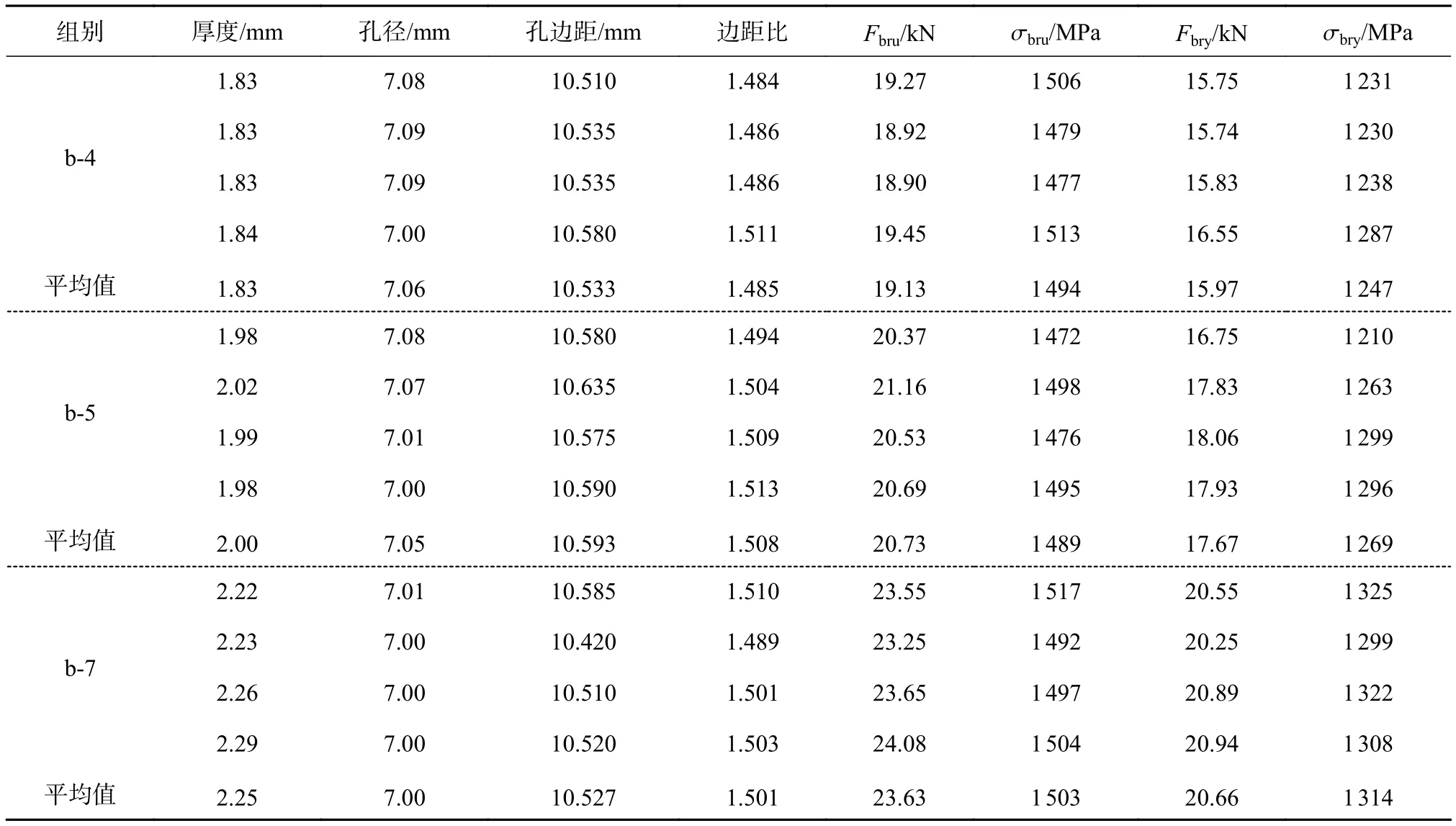
表 3 不同厚度下的試驗數據
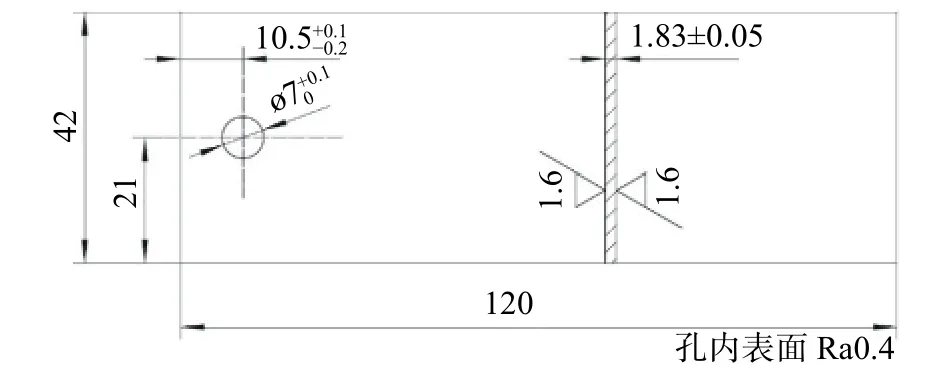
圖 7 b-4組試樣設計圖(單位:mm)
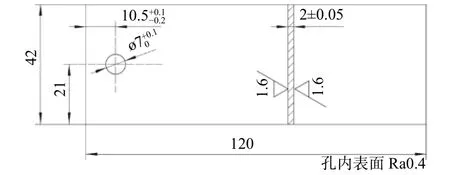
圖 8 b-5組試樣設計圖(單位:mm)
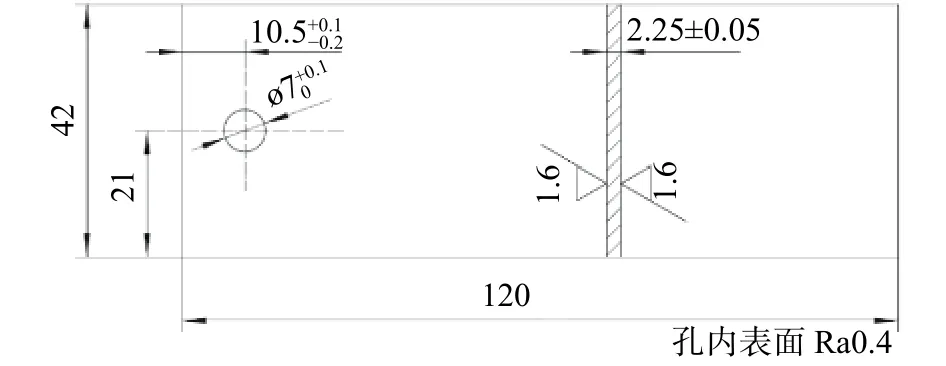
圖 9 b-7組試樣設計圖(單位:mm)
通過試驗數據的對比可以發現,板厚僅對孔擠壓最大載荷和孔擠壓屈服載荷有影響,對孔擠壓屈服強度和孔擠壓強度影響不大。
對比表3中的試驗數據,可以發現最大載荷與板厚是有一定的關系的,在數據對比圖10中這種關聯更加明顯,3組數據擬合成一條直線,其表達式為y=10.88x-0.884,線性相關系數r2為0.983 7,可以看出最大載荷與板厚之間呈現線性關系。但是在2.1章中,最大載荷與孔邊距也是有關系的,這說明最大載荷并不是由單一參數控制的物理量。
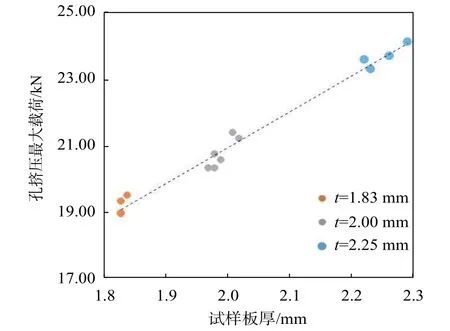
圖 10 最大載荷-板厚數據對比圖
2.3 邊距比δ對試驗結果的影響
通過對比試驗,驗證不同的邊距比對試驗數據造成的影響。本組試驗采用了4種不同的邊距比的試樣,本組試驗用試樣設計圖,見圖11~圖14,相關試驗結果見表4。通過數據可以看出,隨著邊距比的增大,無論是孔擠壓強度還是孔擠壓最大載荷都有明顯的增大。由2.1章和2.2章的兩組對比試驗得知,相同的邊距比的孔擠壓強度是相同的,而最大載荷與板厚呈線性關系。結合本章數據可以得出結論,邊距比與孔擠壓強度是存在一定關系的。如圖15所示,由數據對比圖可以看出,邊距比與孔擠壓強度基本上呈線性關系,擬合成直線可得到下式:
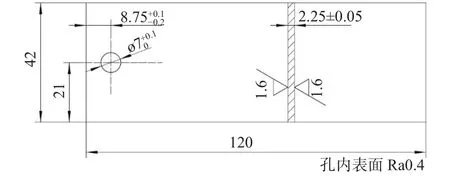
圖 11 b-6組試樣設計圖(單位:mm)
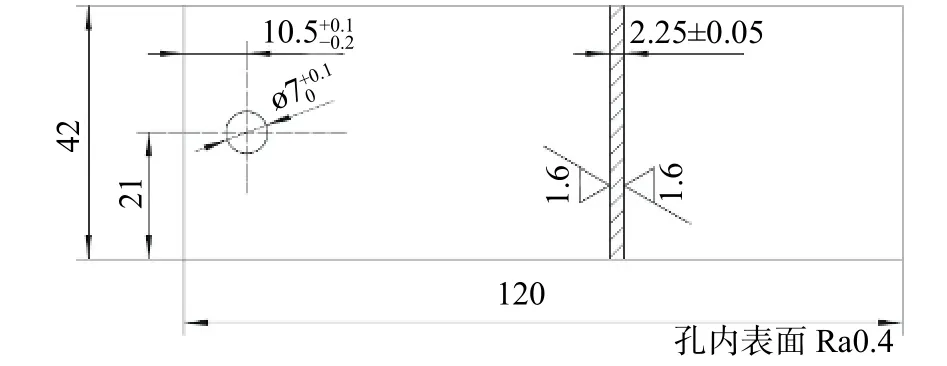
圖 12 b-7組試樣設計圖(單位:mm)

圖 13 b-8組試樣設計圖(單位:mm)
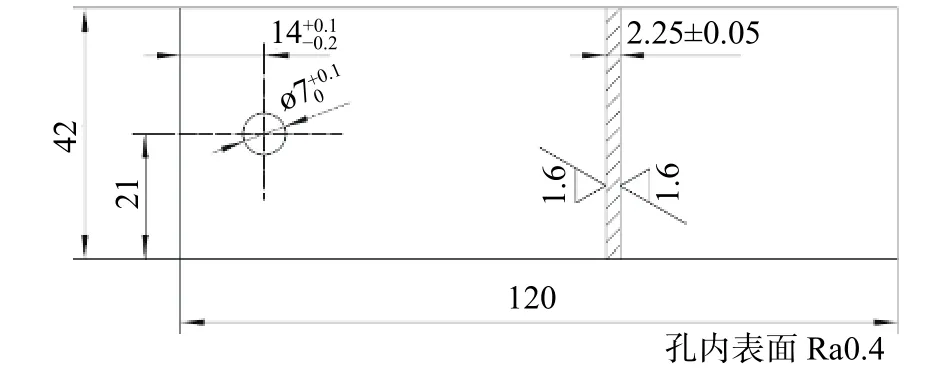
圖 14 b-9組試樣設計圖(單位:mm)
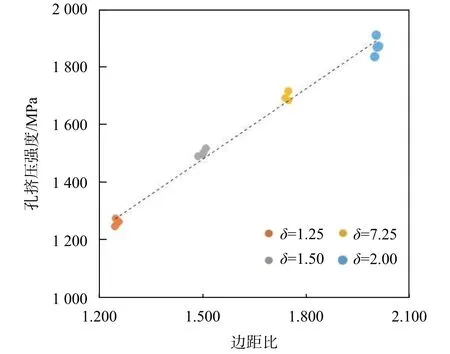
圖 15 孔擠壓強度-邊距比數據對比圖
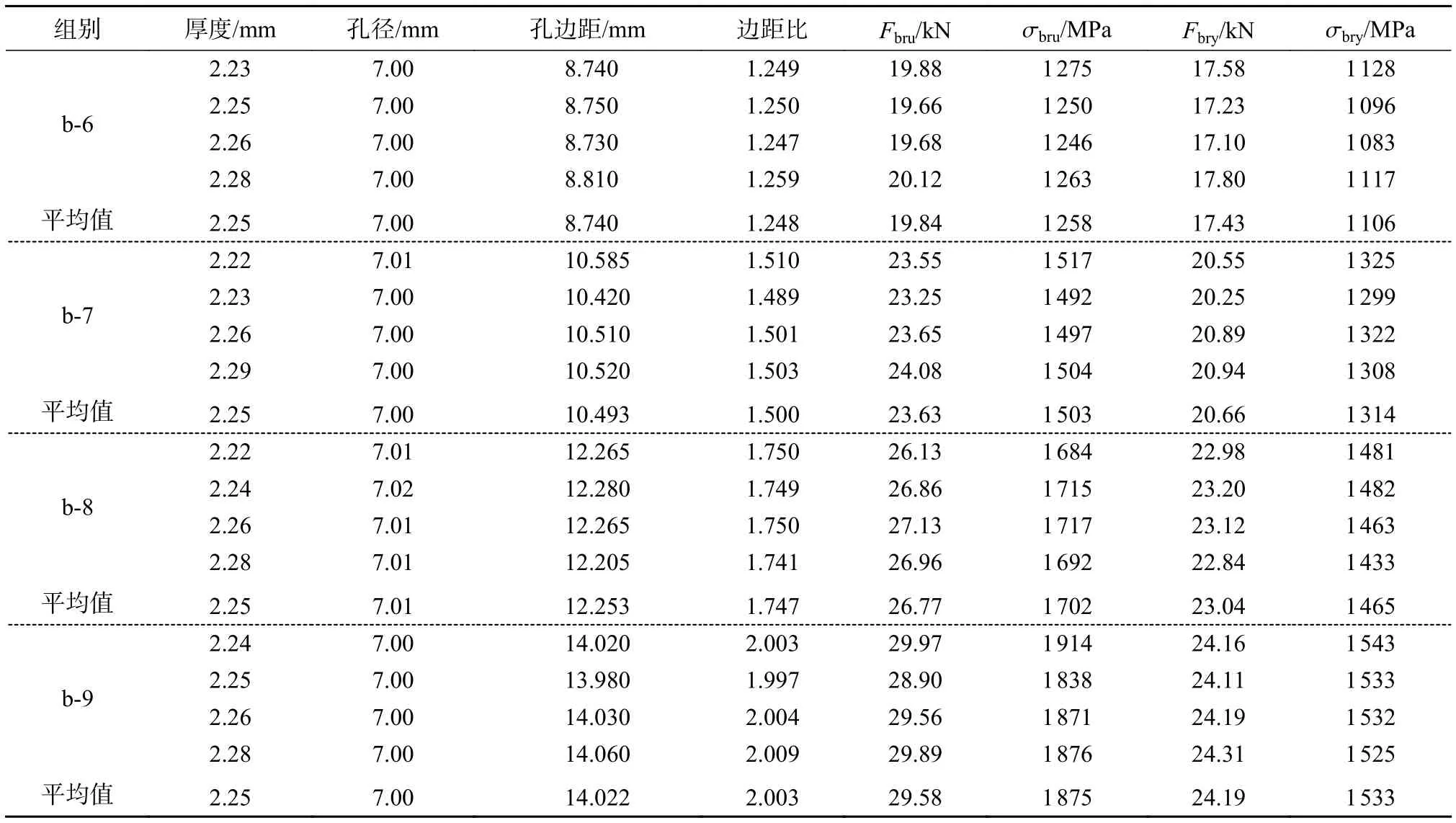
表 4 不同邊距比下的試驗數據

其中A,B為常數,可求出A=817.97,B=254.73,線性相關系數r2為0.988 4。又有:
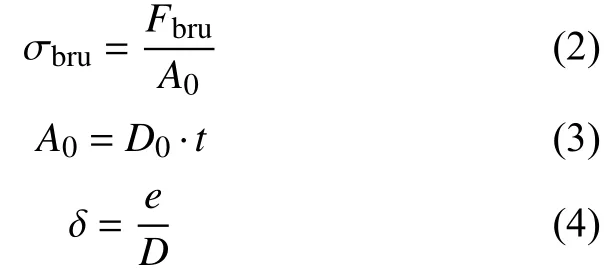
可令D=D0,將式(2)~式(4)代入式(1)整理可得

除了常數A、B,式(5)的4個參數均為試驗測量所得。這個公式與以上3組對照試驗的結果吻合。通過這個數學表達式,可以明確地看出幾個參數對孔擠壓試驗結果的影響,同時也符合上面兩章節中提到的最大載荷與孔邊距和板厚的關系式。由于式(5)是建立在試驗的基礎上的,所以對于同一批次的3D打印鈦合金TC4都是適用的。通過這個數學表達式,在明確其中3個參數的情況下,不需要實驗,就可以估算出剩余參數的情況。
3 失效模式
TC4孔擠壓試驗中,常見的3種失效模式如圖16所示。在試驗過程中,出現最多的是雙邊型的裂紋,其次為單邊型裂紋,撕裂裂紋的情況是最少的。一般來說,無論出現哪種裂紋情況,都不會影響試驗數據的采集。
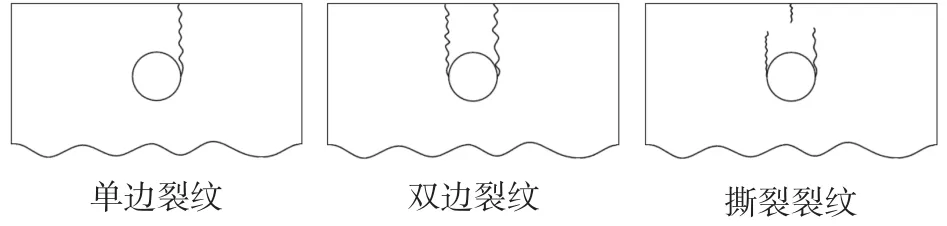
圖 16 3種失效模式
1)單邊裂紋:試樣裂紋只有一側,但是對試驗數據沒有任何影響。經分析,造成這種狀況的原因主要有:試樣薄厚不均;加持不正導致應力偏移;試樣內部缺陷。
2)雙邊裂紋:試樣裂紋在孔兩邊并軸向延伸,這種情況是試驗時遇到最多的,試樣呈剪切狀撕裂。但是經常出現的狀況是兩條裂紋均向某方向歪斜,而不是向單邊趨向那樣只有一條斜向的裂紋。隨著板厚的增加,大多數試樣試驗結果都會呈現雙邊裂紋,只有在板厚比較薄的時候會出現單邊和撕裂的裂紋形式。
3)撕裂裂紋:個別試樣會出現這種失效模式,試樣上端在力的作用下未完全剪斷,由中間頂端開裂對試樣造成破壞,兩邊的裂紋并未延伸至試樣頂端。這種試驗結果不會影響試驗數據,實際上裂紋的真正形成是在載荷已經過了最大值之后,斷裂是瞬間形成的,所以對試驗數據沒有影響。這種情況多出現在大孔徑或邊距比比較小的試驗中,頂端有缺陷也會造成這種試驗情況。
4 結束語
通過對3D打印鈦合金TC4孔擠壓試驗的研究分析可以得出以下結論:1)相同邊距比,不同孔徑的情況下,孔擠壓強度不變;相同孔邊距,不同孔徑的情況下,孔擠壓最大載荷不變;2)試樣厚度與孔擠壓最大載荷呈線性關系;3)邊距比與孔擠壓強度呈線性關系;4)通過試驗,確定了3D打印鈦合金TC4孔擠壓試驗的參數方程,可通過該方程對實際問題做出預測;5)給出了孔擠壓試驗的3種失效模式,并對各種失效模式進行了原因分析。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
