環境濕度對藥芯焊絲焊接質量的影響與管控
2021-04-23 03:17:28劉云海曾宇烜
船電技術 2021年4期
劉云海,曾宇烜
應用研究
環境濕度對藥芯焊絲焊接質量的影響與管控
劉云海,曾宇烜
(海軍裝備部,武漢 430060)
本文對高濕度下的藥芯焊絲角焊縫質量進行研究,首先介紹在高濕度狀態下模擬艙壁板與球扁鋼角焊縫藥芯焊絲焊接試驗情況。然后分析焊縫質量及擴散氫含量檢測結果。試驗結果顯示:在高濕度情況下,焊縫表面出現大量氣孔,降低了焊縫質量;藥芯焊絲在高空氣濕度下暴露24小時候,焊縫中擴散氫大量增加,增加了氫致裂紋的風險。最后經過試驗研究與分析,得出結論,制定防護措施。
氫致裂紋 藥芯焊絲 EH36鋼 高環境濕度
0 引言
焊接是造船業必要的材料連接方式,焊接接頭質量直接決定了產品質量。藥芯焊絲焊接具有飛濺小,焊縫成形美觀,熔覆速度高,可進行全位置焊接等特點,有助于在保證焊接接頭質量的同時提高焊接效率。藥芯焊絲在國內外船用鋼材焊接上應用廣泛。但是藥芯焊絲內部的藥粉在高空氣濕度下,容易吸收空氣中的水分子,導致焊縫區域氫元素增加。氫元素增加又會促成氫致裂紋的產生[1]。氫致裂紋是一種常見的、極具破壞性的裂紋形式,不限制其產生,有可能導致嚴重的后果。焊接時,氫元素若以擴散氫的形式存在于焊縫及熱影響區處,將會促進氫致裂紋的產生。焊接區域水分子含量越多,則焊接接頭處的氫含量可能越高。為此,在焊接時應嚴格控制空氣濕度和焊接區域的清潔與干燥程度。目前,船用EH36鋼板焊接規范中空氣濕度大于90 %不允許施焊。現場焊接時,空氣濕度較難控制,特別是遇到空氣濕度逐漸增加的情況時,現場焊接操作管理不便。本文對高濕度下的藥芯焊絲角焊縫質量進行研究,以便制定詳實的焊接工藝要求與管理措施,保障焊接接頭的質量。
1 試驗及檢測
1.1 過濕環境的焊接試驗
選定模擬艙壁板與球扁鋼的角焊縫結構為試驗對象,采用的鋼板為船用EH36鋼板,采用的藥芯焊絲為E501T-1,鋼板的成分如表1所示,焊絲熔敷金屬的化學成分如表2所示。鋼板的長度為500 mm。其他板材參數和角接頭的參數如表1所示。

表1 EH36鋼的化學成分(wt.%)
注:細化晶粒元素Al、Nb、V、Ti可單獨或以任一組合形式加入鋼中。當單獨加入時,其含量應符合本表規定;若混合加入時,細晶元素含量下限不適用,同時要求Nb+V+Ti≤0.12%。

表2 E501T-1藥芯焊絲熔敷金屬的化學成分(wt.%)
按照GB712-2011《船舶與海洋工程用結構鋼》中的要求,TMCP工藝生產的板厚小于等于50 mm的EH36鋼的碳當量不超過0.38。
根據空氣濕度、母材和焊絲的濕度制定焊接規范對角焊縫進行焊接,空氣濕度為87 %~88 %,具體的焊接數據記錄如表3所示。焊接結束后對焊縫進行熒光磁粉檢測。檢測后在萬能拉伸試驗機上進行三點背彎試驗,試驗后再次進行熒光磁粉檢測。
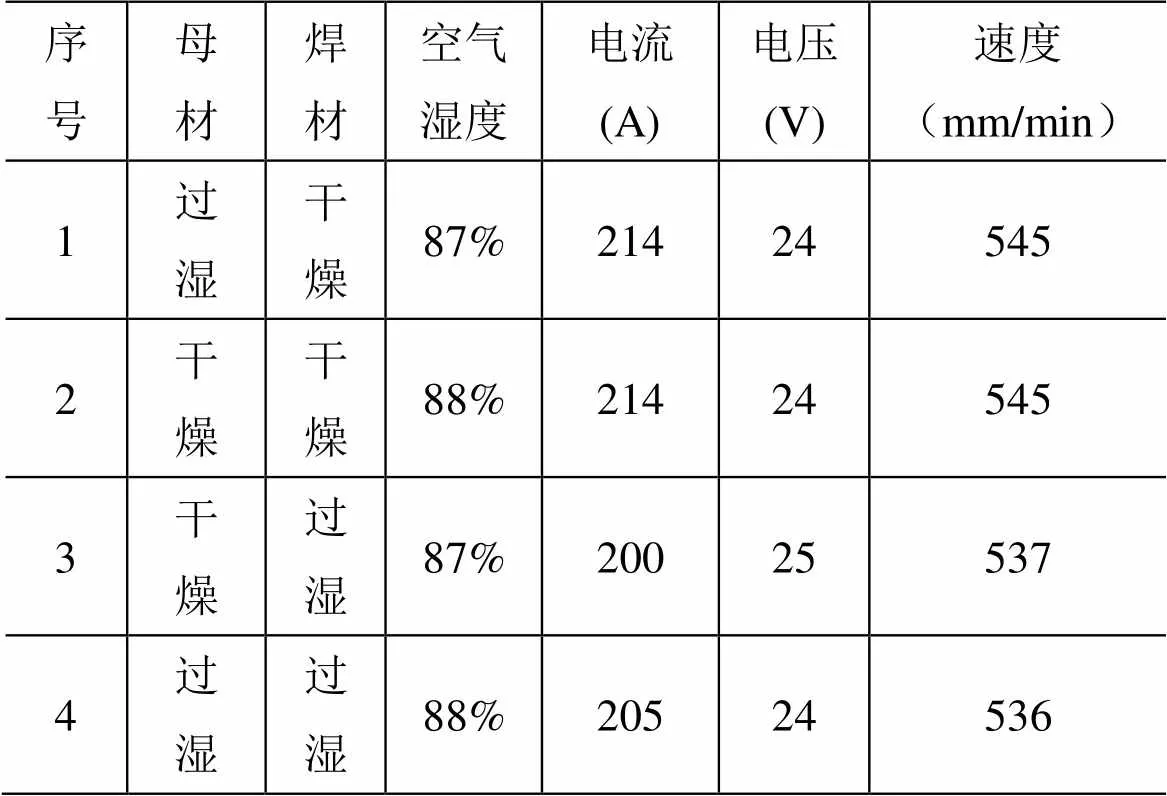
表3 焊接參數
1.2 過濕環境對焊縫中擴散氫的影響
將拆封后在露天放置24小時的藥芯焊絲和未拆封的藥芯焊絲進行擴散氫檢測。擴散氫測試參照GB/T3965-2012《熔敷金屬中擴散氫測定方法》進行,采用B型試塊,水銀法測試。
2 試驗結果及討論
在焊接后,磁粉檢測顯示1、2、3、4 號試樣中沒有發現裂紋,但1、3、4號過濕件的焊縫表面存在大量的表面氣孔。由于1、3、4號試樣焊接時使用的氣體、電壓、電流等參數與2號試樣相近,只是母材或焊材過濕。因此,該氣孔應為水蒸氣或氫氣等形成的氣孔,而隨著焊接區域水分子含量的增加,無疑會使焊縫中氫元素增加。在受力的過程中,焊縫中的氣孔會導致應力集中,該處的應力更容易達到材料的斷裂強度而導致裂紋的產生。
焊縫經彎曲試驗后,均未發現橫向裂紋,焊縫內部物未焊透和裂紋現象。
擴散氫測試實驗發現,未拆封藥芯焊絲的擴散氫測試量為7.45(ml/100g),開封24小時后,藥芯焊絲的擴散氫測試量為15.63(ml/100g)。
由此可見,僅僅在高空氣濕度下,角焊縫并不會產生裂紋缺陷。當母材或焊材處于過濕焊狀態時,焊縫出現氣孔,質量下降,增加了氫致裂紋的風險。焊后機械矯正不會使焊縫產生裂紋。
鋼中氫主要分為殘余氫和擴散氫,殘余氫在鋼種的含量很少,在低溫階段沒有變化。氣體分子可在熔池中逸出,而熔池凝固后,尚未逸出的氣體分子就會以氣孔的形式保留在焊縫中。試樣表面的氣孔就是由于氣體分子殘留在焊縫中產生的。擴散氫主要以氫原子或離子狀態存在于焊縫中,形成間隙固溶體,擴散至晶格缺陷、裂紋等間隙處形成氫分子,促進裂紋的產生和擴展。在高溫時,擴散氫大部分逸出焊縫金屬,只有在低溫時,才會促進裂紋的產生。當濕度較大時,水中的氫原子或離子會進入焊縫以擴散氫的形式存在。
氫致裂紋的產生是應力、缺陷、組織狀態、散氫含量等多種因素相互促進的結果[2]。根據氫致裂紋產生的機理[3],在焊縫冷卻過程中,由于焊縫含碳量低于母材,焊縫金屬較母材熱影響區先發生γ→α相變。在發生此轉變時,焊縫中氫的溶解度急劇下降,而氫在α相中的擴散速度較γ相中快,因此氫快速擴散至熔合線和粗晶區,并聚集在此形成富集地帶。氫富集區發生馬氏體相變時,氫便以飽和狀態保存下來,并導致該區域的脆化。當存在大的拘束應力時,應力超過了該區域組織的斷裂強度就會導致裂紋的產生。另外當存在缺口效應時,也會導致氫致裂紋的產生。
3 結論與預防措施
經過試驗研究與分析,得到的主要結論如下:
1)當環境濕度過大時,將在焊縫中產生大量的氫氣孔,降低了焊縫質量。
2)藥芯焊絲暴露在潮濕的環境中將導致焊絲受潮,增加焊絲中的含氫量,增加焊接接頭產生氫致裂紋的風險。
3)EH36鋼使用E501T-1焊絲焊接,且焊絲與母材都干燥時,在88 %空氣濕度中短時間施焊不會導致裂紋的產生。
根據結論制定了藥芯焊絲氫致裂紋的防護措施如下:
1) 施焊環境濕度大于85 %時,焊材庫不得發放藥芯焊絲,施工單位不得使用藥芯焊絲施工,須領用實心焊絲ER50-6施工。對先期已領用且未用完的藥芯焊絲須退回焊材庫。若藥芯焊絲已開封,須作烘干處理。
2)施焊環境濕度在60 %~85 %時,藥芯焊絲再開封后當天未使用完,施工單位須將未使用完的藥芯焊絲退回焊材庫并做保溫處理。
3)對已拆開包裝、二次使用的藥芯焊絲再使用前,先將表面的一層去掉,然后再使用。
4)采用5 Kg/包、10 kg/包的小包裝藥芯焊絲,焊工按施工量合理領用。
[1] 譚長瑛, 張顯輝, 陳佩寅, 等.焊接氫致裂紋的模擬與 預測[J]. 焊接學報, 2002.23(5): 1-4.
[2] 魏金山, 張田宏, 方洪淵. 10CrNi3MoV鋼氣體保護焊 氫致裂紋的萌生和擴展[J]. 焊接學報, 2002.23(1): 53-56.
[3] 張文鉞. 焊接冶金學[M]. 北京: 機械工業出版社, 2005
The Influence of Environment Humidity on Flux Cored Wire Welding and Welding Quality Control
Liu Yunhai, Zeng Yuxuan
(The Naval Equipment Department in Wuhan, Wuhan 430060)
TG422
A
1003-4862(2021)04-0012-03
2020-11-09
劉云海(1982-),男,工程師。研究方向:艦船總體與結構 E-mail: 56595515@qq.com
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
