高速線材廠吐絲管固定方式的改進
2021-04-23 04:40:20孫愛明
商品與質量 2021年16期
孫愛明
南京鋼鐵聯合有限公司高線廠 江蘇南京 210035
如何優化吐絲管安裝固定方式,降低因吐絲管固定方式不好對吐絲圈形質量的影響,對高速線材正常生產,延長吐絲管壽命,降低成本具有重要意義。本文以達涅利TFS-22-A-1080-MTL-34機型吐絲管的固定方式為對象進行了分析。
1 吐絲管安裝和固定
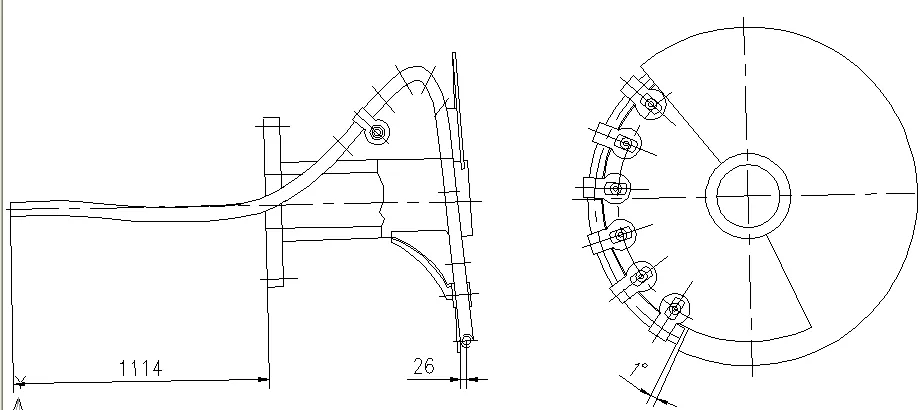
圖1 吐絲管安裝示意圖
一直以來,我廠吐絲管的安裝和固定是依靠8個固定管夾和2個活動管夾,安裝時出口管口與盤邊標記對齊后,把管夾上用來緊固螺栓涂上螺紋鎖固膠后擰緊,在入口第二個活動管夾兩端用管夾擋塊焊在吐絲管上,使吐絲管無法在盤面上串動.此種安裝和固定結構一直沿用了好多年,后來研究發現這種固定結構不太合理.
2 吐絲管變形分析
2.1 吐絲管曲線分析
吐絲管在吐絲機吐絲過程中起到至關重要的作用。吐絲管曲線一般分成三段(見圖2):
(1)導入段:指吐絲管入口直線段,它保證線材順利進入吐絲管而不產生沖擊。線材在此段不發生塑性變形;
(2)變形段:處于吐絲管中部,它按阿基米德空間螺旋線展開,線材的塑性彎曲變形主要在此段進行;
(3)定形段:處于吐絲管出口,對彎曲后的線圈起修整作用。定形段吐絲管的曲線形狀、內孔磨損狀況及出口定位位置都直接影響到線材吐絲圈形的質量。
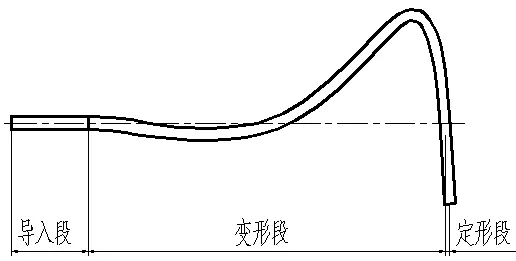
圖2 吐絲管曲線圖
2.2 吐絲管變形原因
吐絲管彎制成形不好、運輸不當、安裝定位位置不準或吐絲管管夾嚴重磨損或變形,都有可能改變吐絲管外形曲線和線材運行軌跡,這不但會給吐絲圈形帶來不利影響,還會大大降低吐絲管壽命。吐絲管彎制成形不好、運輸不當這些外在因素我們控制,安裝定位位置不準或吐絲管管夾嚴重磨損或變形我們通過不斷對裝配方法的改進而得到改善。
3 吐絲管定位位置變化
3.1 定位位置變化
上述固定結構將吐絲管在變形段固定,上線使用后,吐絲管會受熱膨脹,由于吐絲管在變形段被固定,變形段和定形段只能通過變形或向出口端伸展來消除熱膨脹,產生變形吐絲圈形質量會變差,向出口端伸展使管口長度、角度產生變化造成甩尾,這兩種后果都會使影響吐絲質量。
通過優化,我們把擋塊移到導入段,在吐絲盤入口空處入口側焊一擋塊在吐絲管上,這樣既防止吐絲管串動,又可以在吐絲管受熱膨脹后,吐絲管變形段和定形段在管夾固定下可以向入口端伸展而不會產生變形或向出口端伸展。在導入段少許的伸展不會對吐絲產生影響。
3.2 正確安裝
一根合格的吐絲管在安裝時,與吐絲盤上的管座能自然吻合;如不能自然吻合,則可認為該吐絲管曲線不符合要求。不合格的吐絲管不得使用。不得利用管夾強制使吐絲管變形后安裝就位。
為得到正確的吐絲圈形,吐絲管安裝時必須保證出口和入口位置正確,如圖3所示。如果吐絲管過長,則需截除長出的部分。因此吐絲管應采取離線更換的辦法,與吐絲盤組裝好后再整體上線進行更換。吐絲管安裝時還需檢查吐絲管出口側管口中心與盤面距離,此距離不得小于26mm,以保證線材在管口處軸向分速度,減少線圈與盤面相碰的可能性。
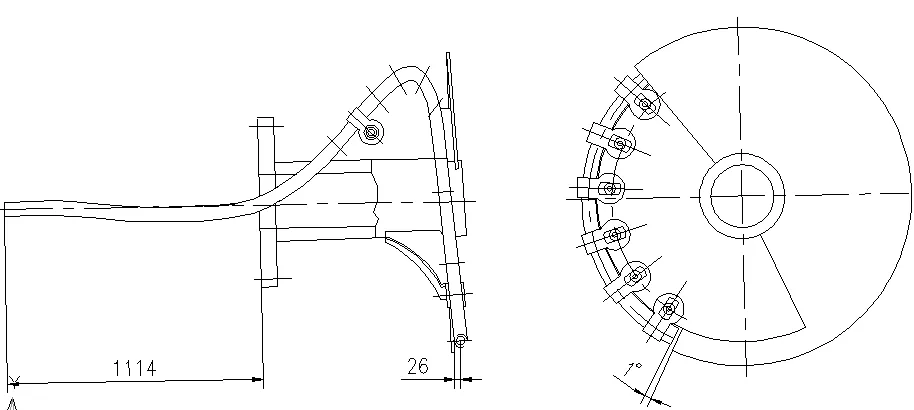
圖3 優化后的固定結構
4 實例
通過對吐絲管固定方式的改進優化,在生產φ6.5及其以下規格的線材時吐絲質量顯著提高,以前經常出現的吐絲亂,卡鼻錐,無法收集等故障大為降低,吐絲管壽命得到很大改觀,都在2萬3千噸左右。
5 結語
綜上所述吐絲管的固定方式有多種多樣,我們要通過不斷改進,找到最合適我們的方式,把吐絲質量提上去,使吐絲管壽命得到延長,生產得到順利進行.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中華詩詞(2020年1期)2020-09-21 09:24:52
中國生殖健康(2019年2期)2019-08-23 08:12:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車觀察(2016年3期)2016-02-28 13:16:26