清潔壓空對在線紅外水分儀檢測準確性的影響
2021-04-22 05:37:33王中山
河南科技 2021年1期
王中山

摘 要:為解決生產過程中在線紅外水分儀檢測探頭蒙塵及結露現象,使用固定范圍內的清潔壓空不間斷地對其進行吹掃清潔,可有效提高在線紅外水分儀對不同水分下煙絲檢測的準確性和穩定性,利于物料水分的在線檢測與控制。運用單因素多水平試驗的方法,選擇卷煙制絲生產線上3種不同物料狀態和水分的樣品,比較清潔壓空使用量對其各自在線紅外水分儀檢測結果影響程度,進一步確定出對提高水分儀檢測準確性最適宜的清潔壓空使用量。通過對梯度測試結果進行比較分析,得出適宜的清潔壓空使用量為0.033~0.066 MPa。
關鍵詞:清潔壓空;紅外水分儀;檢測誤差
中圖分類號:TS439.3文獻標識碼:A文章編號:1003-5168(2021)01-0028-04
Abstract: In order to solve the phenomenon of dust and condensation on the detection probe of the online infrared moisture meter in the production process, the cleaning pressure within a fixed range was used in the production process to continuously purge and clean it, which could effectively improve the on-line infrared moisture meter to cut tobacco under different moisture levels. The accuracy and stability of the detection were conducive to the online detection and control of material moisture. In this paper, using the method of single factor and multi-level test, three kinds of samples with different material states and moisture content in the cigarette making production line were selected to compare the influence of the usage of clean air on the detection results of their respective on-line infrared moisture meter, and further determine the most appropriate usage of clean air for improving the detection accuracy of moisture meter.Comparing and analyzing the results of the gradient test, it was concluded that the appropriate amount of clean air pressure was 0.033~0.066 MPa.
Keywords: clean compressed air;infrared moisture meter;detection error
在線紅外水分儀是用特定波長的紅外光照射物料,物料中含水量越多,吸收紅外光的能量也越多,進而通過測量反射光的減少量來計算物料的水分[1],被廣泛應用于食品加工、卷煙制絲等生產線的物料含水率監測[2]。在線紅外水分儀對于監控產品質量和自動化生產具有重要作用[3]。但物料的表面狀態、顏色、結構等不同的吸收特性及發散特性因素,以及不同安裝位置、不同物料狀態、不同測試環境等各種不同的外部因素,會影響紅外線的反射率,從而干擾水分的準確測量[4]。消除此類影響因素的手段之一,就是在生產時使用清潔壓空對在線紅外水分儀探頭進行不間斷的吹掃清潔[5],以保證探頭的干凈程度。查閱相關加工技術標準等資料,均沒有對水分儀清潔壓空壓力設置參數的要求。
1 研究原因分析
食品加工、卷煙制絲等類型企業的生產現場是粉塵較為集中的場所[6],加工工藝流程中多有對物料增溫、增濕等環節[7],以使最終產品的質量特性達到要求。而在線紅外水分儀附近揚塵較大,揚塵極易積聚于檢測探頭上,造成探頭蒙塵。若物料溫度較高(50~70 ℃),會造成檢測探頭表面有水蒸氣凝結成露,無法檢測到真實物料水分。
若忽略清潔壓空對在線紅外水分儀檢測準確性的影響,物料水分影響因素查找往往不得要領,造成檢測誤差偏大的同時,會向自動控制系統發出錯誤的信號,導致物料真實水分的控制難度增大。即使生產現場水分儀設置有清潔壓空,其啟停開關多為手動,需要在生產前后手動打開或關閉清潔壓空開關;而在實際生產中,經常存在忘記打開清潔壓空開關的現象;在設備保養、清潔時,也可能誤觸清潔壓空開關,造成清潔壓空實際壓空量為0 MPa,不能對水分儀探頭起到吹掃和清潔的作用。
2 使用和不使用清潔壓空的效果對比
選擇使用和不使用清潔壓空兩種情況進行效果對比。選定固定點(烘絲機出口)為效果對比位置,待生產穩定后進行取樣,并用烘箱法[8]測量其真實含水率,與在線紅外水分儀檢測值進行比對,檢測誤差計算公式為:
檢測結果如表1所示。
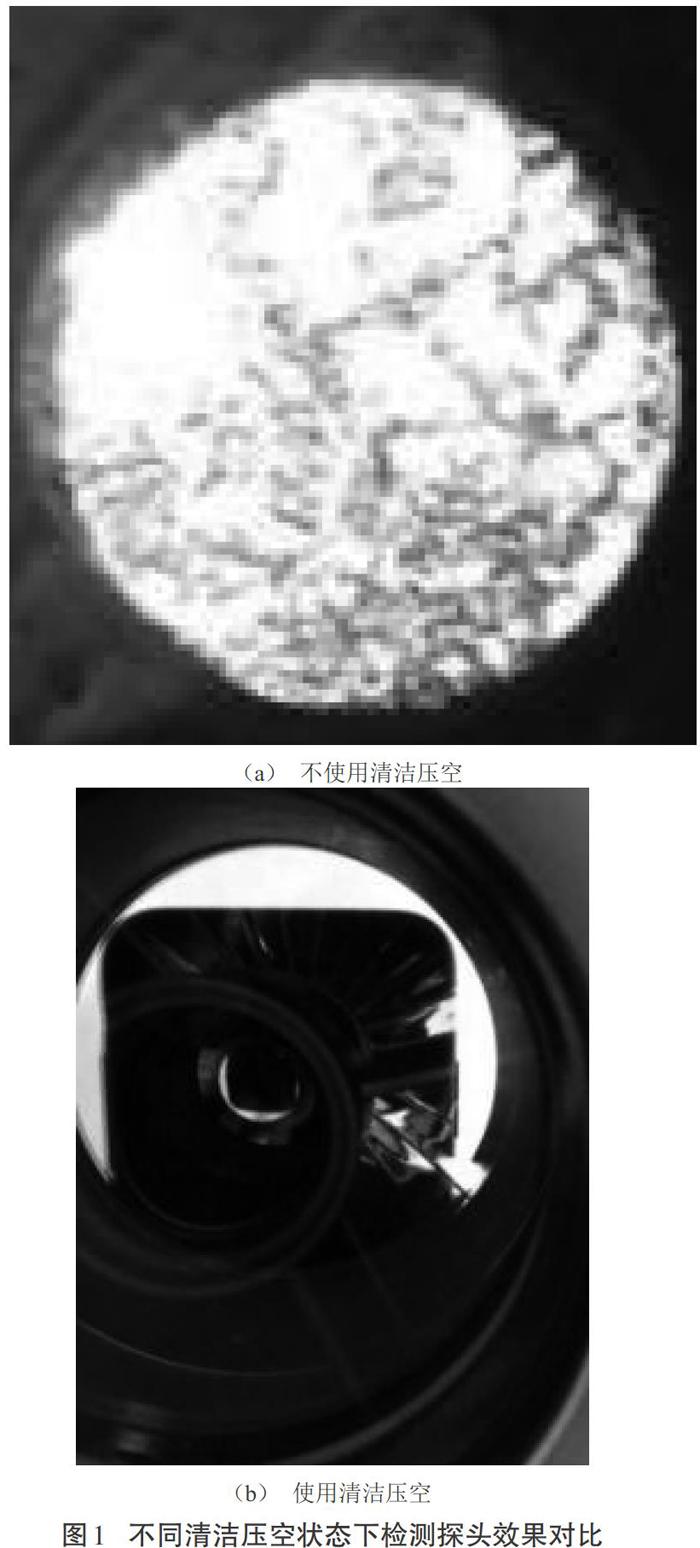
使用和不使用清潔壓空兩種情況下,在線紅外水分儀檢測探頭清潔效果對比圖如圖1所示。
從對比結果可以看出,使用清潔壓空時,在線紅外水分儀檢測探頭無蒙塵現象,檢測誤差平均值為0.14%;不使用清潔壓空時,在線紅外水分儀檢測探頭蒙塵現象嚴重,檢測誤差平均值為0.26%,使用清潔壓空的檢測準確度高于不使用清潔壓空。
實際生產過程中,在不使用清潔壓空的情況下,過料一批次之后,水分儀探頭上就會存在蒙塵現象。為更準確地監控生產線上物料水分狀況,消除粉塵、水露等造成的干擾,應選擇不間斷地清潔壓空對在線紅外水分儀探頭進行清潔,并固定清潔壓空使用量。
3 試驗設計
通過單因素多水平試驗的方法,選擇卷煙工廠制絲生產線上3種不同物料狀態和水分的樣品,比較清潔壓空使用量對其各自的在線紅外水分儀檢測結果影響程度,進一步確定出對提高水分儀檢測準確性最適宜的清潔壓空使用量,并采取相應的固化措施。
3.1 主要儀器
TM710e系列紅外水分儀(精度±0.1%~±0.8%,英國NDC公司),壓力表(0~1.6 MPa,紅旗儀表公司),熱風循環型烘箱(德國3M公司),煙絲(黃果樹系列某品牌,貴州中煙公司)。
3.2 測試要求
測試樣品選取制絲生產線上使用在線紅外水分儀的加料機設備出口(正常環境下50 ℃高水分片煙,加工技術要求檢測誤差≤0.5%,日常管控要求檢測誤差≤0.25%),SIROX增溫增濕設備出口(高濕環境下70 ℃高水分煙絲,加工技術要求檢測誤差≤0.5%,日常管控要求檢測誤差≤0.3%),烘絲機設備出口(正常環境下60 ℃低水分煙絲,加工技術要求檢測誤差≤0.3%,日常管控要求檢測誤差≤0.15%)3個主要對物料進行水分控制的物料。
所有樣品均使用同一品牌煙絲或煙葉。取樣工作在生產運行及物料水分控制穩定的情況下進行。每個位置、每個梯度進行測試取樣不少于三次,每次不少于三組平行樣品。試驗使用的在線紅外水分儀及烘箱均經過專業機構鑒定,且鑒定結果合格。若試驗過程中出現停機、斷料等異常情況,則中斷測試工作。烘箱使用前需預熱30 min,且烘箱內溫度達到(100±2) ℃等。
3.3 梯度試驗
通過對3種不同物料進行狀態和水分下的初步測試,發現當清潔壓空壓力增大至0.2 MPa左右時,物料被壓空明顯吹出凹陷,在線紅外水分儀檢測誤差明顯增大。原因為:較大的壓縮空氣加速了煙絲或煙片中水分的散失,測量內層物料水分顯示值的同時,取樣操作僅抓取表層物料進行烘箱實際值檢測,使得顯示值與檢測值有較大偏差。由此,確定試驗梯度上限為0.2 MPa。
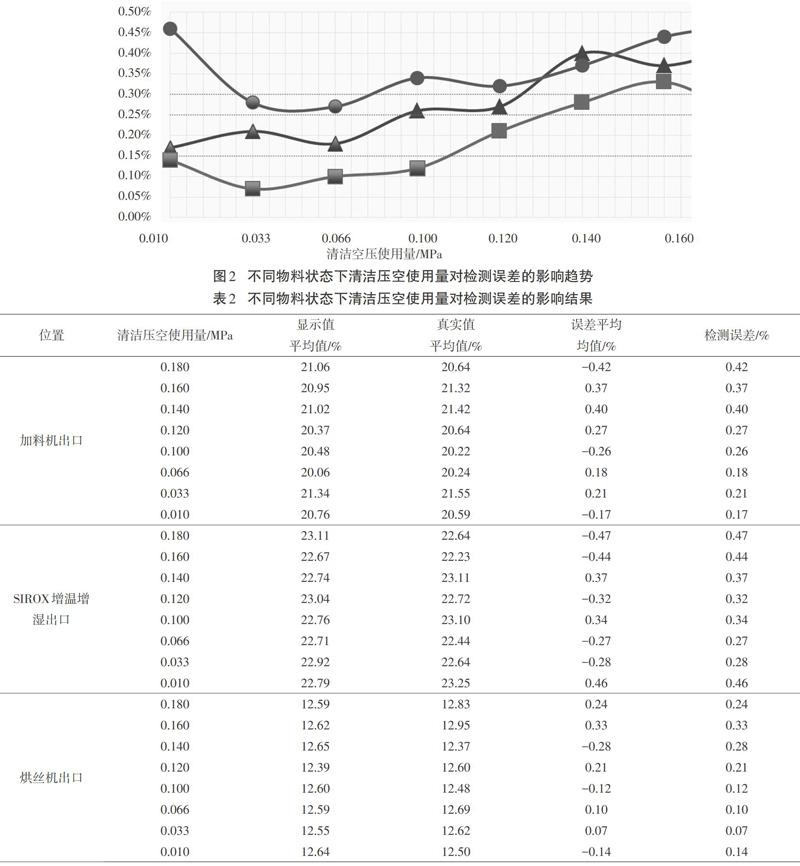
該型號壓力表0.20 MPa及以下的刻度線標定有0、0.033、0.066、0.100、0.120、0.140、0.160、0.180 MPa和0.200 MPa,共9條。因清潔壓空使用量為0.200 MPa左右時,物料被明顯吹出凹陷;當不使用清潔壓空即使用量為0 MPa時,在線紅外水分儀檢測探頭表面蒙塵嚴重,效果對比明顯、檢測誤差較大,梯度試驗起始值應略大于0 MPa便定為0.010 MPa左右。因此,在以壓力表刻度線值為梯度的基礎上,確定出0.010、0.033、0.066、0.100、0.120、0.140、0.160、0.180共8個梯度值進行測試,以找出清潔壓空使用量的影響趨勢。各梯度下多次測試結果平均誤差如表2所示。
對各個位置的檢測誤差數據分布情況進行趨勢對比,結果見圖2。
從圖2可以得出,清潔壓空使用量對各點在線紅外水分儀檢測誤差影響明顯,基本呈現出在一定區間內檢測誤差較小、檢測誤差隨著清潔壓空使用量增大而增大的現象。其中:烘絲機設備出口(正常環境下60 ℃低水分煙絲)在線紅外水分儀檢測誤差達到日常管控要求的清潔壓空使用量為0.010~0.100 MPa;加料機設備出口(正常環境下50 ℃高水分片煙)在線紅外水分儀檢測誤差達到日常管控要求的清潔壓空使用量為0.010~0.066 MPa;SIROX增溫增濕設備出口(高濕環境下70 ℃高水分煙絲)在線紅外水分儀檢測誤差達到日常管控要求的清潔壓空使用量為0.033~0.066 MPa。
當清潔壓空使用量為0.033~0.066 MPa時,各種不同狀態下的物料水分檢測誤差均能滿足日常管控要求。
在此基礎上,對清潔壓空使用量為0.033~0.066 MPa,各個位置的在線紅外水分儀檢測誤差和探頭清潔狀況進行跟蹤驗證。在驗證周期內,其他外部因素未發生改變的條件下,在線紅外水分儀檢測誤差較小且穩定,均滿足日常管控要求;持續生產約20 h后,僅有少許灰塵顆粒或水痕斑點出現在水分儀探頭上。進行深度保養或次日開機前例行擦拭,對水分儀探頭進行清潔,不影響水分儀檢測效果。
3.4 固化措施
在壓空管路上增加一個電磁控制閥,并將控制程序寫入控制系統,用電磁閥來自動控制清潔壓空的啟停動作。調節并固定好清潔壓空手動控制開關,使清潔壓空壓力達到適宜的范圍,電磁閥的啟、停與批次開始和批次結束一致:批次開始,閥門自動打開,清潔壓空量自動控制到合適的范圍,設備開始正常生產;物料輸送完畢,批次結束,電磁閥自動關閉,清潔壓空停止。
在設備工藝性能點檢中,增加對水分儀清潔壓空使用情況的點檢,點檢方法為:在正常情況下,清潔壓空能隨著批次的開始與結束進行自動啟停,并能達到合適的壓空使用量范圍0.033~0.066 MPa,且水分儀探頭無結露、無蒙塵;被檢測煙絲未被吹起,用手輕觸探頭正下方,有輕微風感。
4 結語
通過使用清潔壓空對在線紅外水分儀檢測探頭進行吹掃清潔,并用電磁閥來自動控制清潔壓空的啟停,可有效解決水分儀探頭結霧、蒙塵等問題,減小檢測值與真實值的誤差,提高檢測結果的準確性,達到更好地控制產品質量的目的。受物料狀態、外部環境和保養效果的影響,清潔壓空使用量對各工序點在線紅外水分儀檢測結果影響程度不同,較為適宜的清潔壓空使用量為0.033~0.066 MPa。
參考文獻:
[1]邢蕾.煙草制絲過程中含水率在線監測及控制改進[D].長沙:湖南農業大學,2016:23.
[2]王會,盧雅婷.近紅外水分測定儀的發展及在食品水分檢測中的應用[J].農業工程,2016(1):58-61.
[3]楊守臣. 卷煙廠紅外水分儀測量誤差分析及改進方法探討[J]. 科技風,2018(21):7.
[4]羅志雪,周文濱,林水艇,等.外部因素對TM710e水分儀檢測結果的影響[J].煙草科技,2017(5):87-93.
[5]陳文明,張賢. 淺析影響TM710紅外水分儀在線測量誤差的因素及對策[J]. 河南科技,2013(15):21.
[6]胡月紅.煙草加工與燃吸全過程的環境影響與危害分析[J].北方環境,2013(5):18-25.
[7]國家煙草專賣局.卷煙工藝規范[M]. 北京:中國輕工業出版社 ,2016:23.
[8]國家煙草專賣局.煙草加工在線水分儀檢定規程:JJG(煙草)29—2011[S].北京:中國標準出版社,2011.
[9]楊傳敏,潘玥. 紅外水分儀的精細化管理方法與應用[J]. 江西農業,2017(11):59.
