SWRH82B 鋼的生產工藝優化
2021-04-22 03:33:02王子龍
天津冶金 2021年2期
王子龍
(河鋼集團宣化鋼鐵公司,河北075100)
0 引言
宣鋼公司SWRH82B 盤條年產量35 萬噸,主要用于生產Φ9.53 mm、Φ12.7 mm、Φ15.2 mm 預應力鋼絞線。 目前主要存在問題為拉拔斷絲率較高,每百噸斷絲2 次,斷口主要以脆性斷口居多。 閆歡等研究表明:C 偏析和夾雜物是導致SWRH82B 高碳鋼盤條拉拔脆斷率高的主要原因,故降低鋼中夾雜物、有害元素、碳偏析指數是避免拉拔脆斷的重要環節[1]。
宣鋼公司針對SWRH82B 鋼O、N、P 有害元素及夾雜物含量偏高、成分波動范圍寬、偏析合格率低等問題,制定出一系列改進措施。 轉爐工序通過優化冷料裝入制度、底吹工藝、擋渣模式、進精煉成分控制,精煉工序通過改進除塵設備的和精煉氬氣軟吹工藝,連鑄工序通過鋼包加蓋、降低鋼水過熱度等一系列措施,降低了鋼水中O、N、P 的含量,強化了夾雜物的去除,減少了鑄坯斷面C 偏析程度。
1 SWRH82B 生產工藝概況
宣鋼公司SWRH82B 鋼的化學成分控制范圍如表1 所示。生產工藝流程為:鐵水KR 脫硫站→150 t頂底復吹轉爐→LF 精煉→150 mm×150 mm 方坯連鑄→高線軋制。
2 煉鋼工序優化環節
經分析發現,SWRH82B 高碳鋼盤條拉拔斷口主要為尖杯狀、斜劈狀(如圖1 所示),是典型的脆性斷口。 研究認為,導致高碳鋼盤條拉拔脆斷率高的主要原因為:鑄坯C 偏析、鋼中夾雜物和有害元素高等。 為滿足用戶高級別鋼絞線生產需求,宣鋼公司對轉爐、精煉、連鑄機等生產工序進行了一系列工藝優化。

表1 SWRH82B 鋼的化學成分 /%
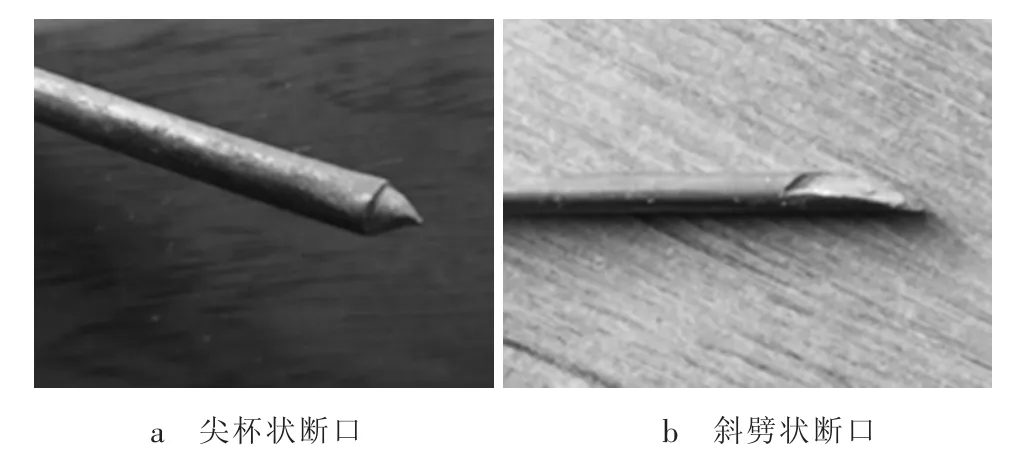
圖1 SWRH82B 盤條斷口形貌
2.1 轉爐降低鋼水P、O、N 含量的工藝優化
2.1.1 轉爐裝入制度的優化
宣鋼在冶煉SWRH82B 鋼時,采用的是雙渣冶煉工藝。 為保證轉爐初期冶煉的脫磷效果、控制熔池的升溫速率,提高了轉爐入爐廢鋼加入量。
(1)當裝入總量達到180 t 時,廢鋼加入量不得低于20 t;
(2)若鐵水溫度>1345 ℃、鐵水Si>0.5%時,根據冶煉情況增加1~2 t 廢鋼加入量。
2.1.2 轉爐底吹工藝的優化
孫亮等研究了轉爐底吹氮/氬切換對鋼中氮含量的影響,結果表明隨著氮/氬切換百分比的增加,轉爐終點氮含量逐漸增加,當氮/氬切換百分比在56%以內時,吹氮對終點氮含量的影響較小。基于不同氮/氬切換試驗結果,應根據不同鋼種對鋼中N 含量的要求,選用不同氮/氬切換百分比[2]。 結合宣鋼的生產實際,氮/ 氬切換工藝由優化前轉爐吹煉720 s自動氮/ 氬切換調整為600 s 自動氮/氬切換,即吹煉前期600 s 內底吹氮氣,之后改吹氬氣,增加了以氬氣作為攪拌動力的時間,可有效降低鋼水N 含量。 實施氮/氬切換新工藝后,結合精煉脫氧微正壓工藝,統計工藝優化前后5 個月生產SWRH82B 盤條N 含量,對比發現優化后鋼中N 含量平均下降10 ppm。
2.1.3 擋渣模式的優化
優化前,轉爐使用擋渣塞在出鋼過程擋渣。 而使用擋渣塞受搖爐工熟練程度影響較大,擋渣效果不穩定,易使高氧化性鋼渣進入鋼包,既增加后續精煉脫氧難度,又使鋼液回磷,同時帶入過多的非金屬氧化物污染鋼液。
優化后,出鋼過程使用滑板擋渣,操作簡便,擋渣效果穩定。 出鋼時發生下渣比例明顯減少,鋼液回P 率、盤條O 含量也隨之降低。 統計工藝優化前后5 個月盤條O、P 含量,對比發現優化后鋼中O 含量平均下降8 ppm,鋼中P 含量平均下降0.0032%(如圖2 所示)。

圖2 5 個月進精煉鋼液P 含量%
2.1.4 進精煉C、Si、Mn 窄成分控制
為降低SWRH82B 鋼成分極差,穩定盤條性能,對轉爐進精煉鋼水成分做了更嚴格要求。
(1)規定C 含量進站不低于目標成分下限的0.05%;
(2)Si、Mn、Cr 等合金在精煉補加量都不得超過100 kg,嚴格執行精煉爐工序合金微調制度,減少精煉爐成分調整幅度。
統計優化前后5 個月生產數據,進精煉C、Si、Mn 含量分別比優化前提升了6.9%、26%、10.3%,進站成分對比如表2 所示。
2.2 精煉降氮與去除夾雜的工藝優化
2.2.1 精煉除塵設備的優化
為防止精煉過程吸氣、增氮,對精煉除塵側吸設備進行了改造。
(1)調整了除塵風機轉速,以適應LF 精煉工藝對爐口壓力的要求。
(2)在除塵進風口處安裝插板閥,用以精準控制精煉爐除塵側吸開口度,保證精煉脫氧過程微正壓操作,從而降低鋼液因吸氣增氮。
2.2.2 精煉氬氣軟吹的優化
劉風剛等對不同吹氬流量下的鋼包流場、氣泡運動、液面形態和夾雜物去除進行了數學計算。 優化結果表明:在100 t 鋼包條件下,吹氬流量為100~200 L/min 時,鋼液裸露面積較小且夾雜物有較好的去除效果;在吹氬流量為150 L/min 時,軟吹前10 min 鋼水中大尺寸夾雜物上浮去除明顯[3]。結合宣鋼現有裝備及生產節奏,精煉結束后氬氣軟吹流量控制在200 L/min,鋼渣微微涌動且不裸露鋼液,軟吹弱攪拌時間由原來的15 min 調整為25 min。

表2 工藝優化前后進精煉成分與目標成分對比 /%
優化后從盤條取樣,在金相顯微鏡下觀測,單位面積夾雜物個數隨氬氣軟吹攪拌時間增加明顯減少,最大夾雜物尺寸也隨之減小,如圖3 所示。 統計優化前后5 個月金相觀測數據,對比優化前夾雜物個數明顯降低,如圖4 所示。
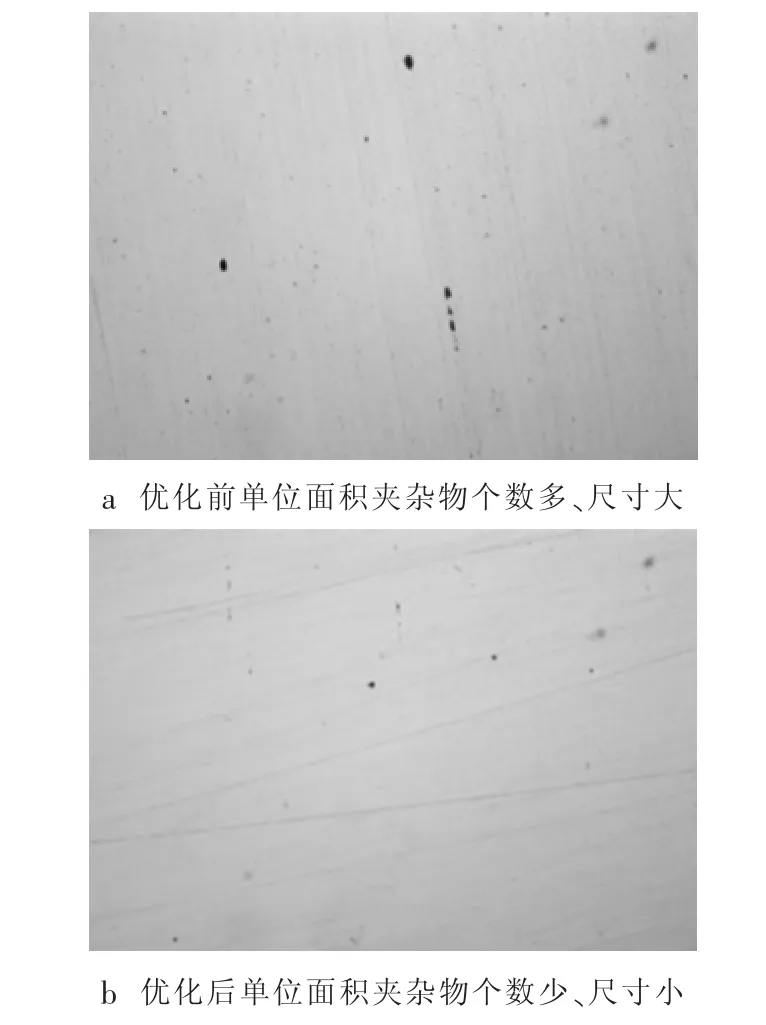
圖3 金相觀測視場下優化前后夾雜物對比
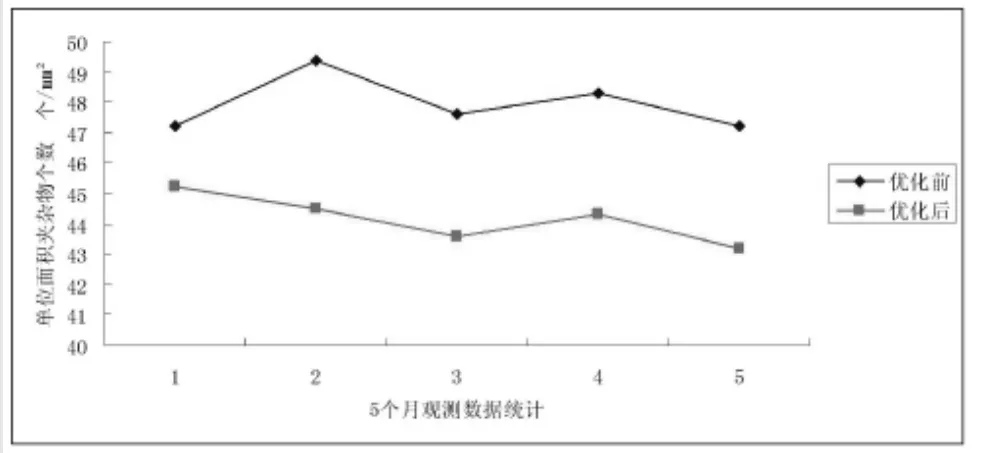
圖4 5 個月夾雜物觀測數據對比
2.3 連鑄工序減少碳偏析的工藝優化
杜玉蘭等研究表明:中間包適當降低過熱度澆注能夠有效控制三個偏析區域的偏析程度,為連鑄高碳鋼鑄坯斷面碳元素偏析控制提供了新的思路與方向[4]。 宣鋼在后續SWRH82B 鋼澆鑄時,除了做好連鑄機各項保護澆鑄,防止增氮、增氧外,還采用如下措施:
(1)鋼包加蓋保溫,減小澆鑄過程大包鋼液溫降,保證連鑄機實現低過熱度拉鋼,同時嚴格執行恒拉速澆鑄。
(2) 精煉出站溫度由優化前的1520 ℃下調至1515 ℃,中包澆鑄溫度控制在1487~1493 ℃,過熱度下調到小于30 ℃; 澆鑄速度由1.9 m/min 降至1.8 m/min。
中包澆鑄溫度、拉速對比如表3 所示。 優化后鑄坯碳偏析指數明顯降低,疏松、縮孔、脫方等缺陷也隨之減少,提高了鑄坯質量,為后續軋制提供了有力保障。 統計優化前后5 個月生產鑄坯偏析合格率,由92.8%提高至98.1%,對比如圖5 所示。
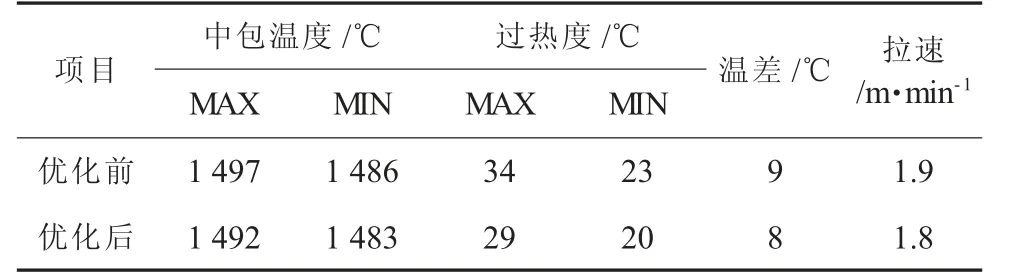
表3 優化前后中包澆鑄平均溫度、拉速對比
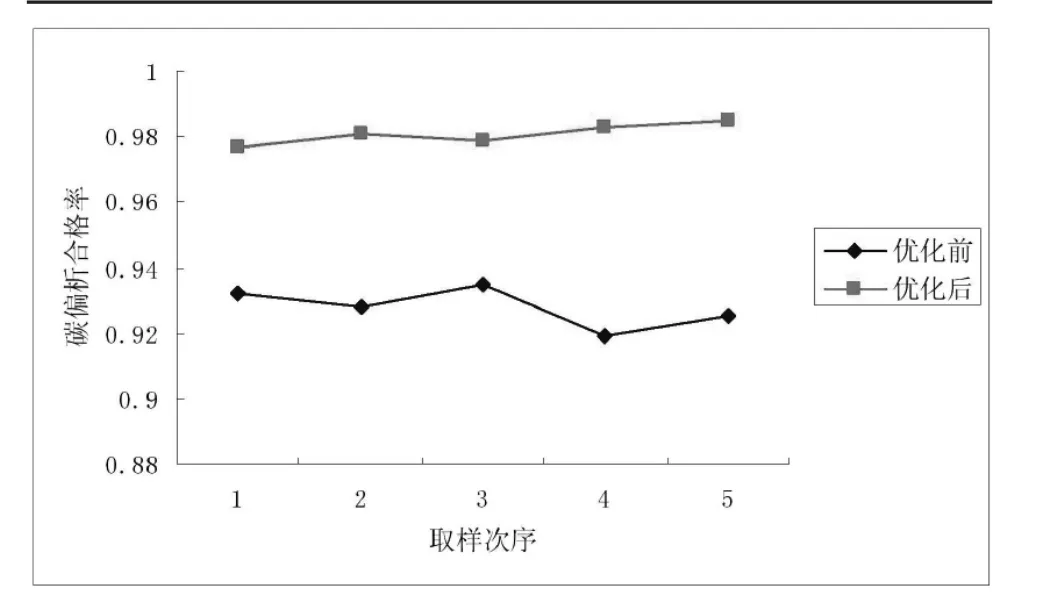
圖5 優化后偏析合格率對比
3 實施效果
通過對煉鋼各環節工藝優化,連續5 個月的SWRH82B 生產技術數據顯示:
(1)盤條P 含量平均下降0.0032%%,N 含量平均降低10 ppm,O 含量平均降低8 ppm。
(2)鑄坯碳偏析合格率由92.8%提高至98.1%;
(3)夾雜物合格率由97.03%提高至99.61%。
(4)下游客戶使用反饋斷絲率大大降低,盤條百噸拉拔斷絲由2 次降至0.6 次。
4 結語
在新工藝實施后,宣鋼SWRH82B 高碳鋼鑄坯質量明顯提升,盤條拉拔性能和通條性能明顯改善,拉拔力學性能遠高于國家標準1860 MPa,得到廣大客戶一致認可。
(1)通過調整裝入制度控制前期吹煉溫度;縮短底吹氮氣時間;同時優化出鋼擋渣模式,防止高氧化性鋼渣進入鋼液;結合精煉爐微正壓操作可有效降低鋼液中P 及O、N 元素含量。
(2)適當延長精煉爐軟吹時間,使夾雜物充分上浮,可有效凈化鋼液。
(3)通過轉爐進精煉窄成分控制,連鑄機低過熱度、恒拉速拉鋼等措施,可有效降低鑄坯偏析指數,提升鑄坯偏析合格率,有利于改善盤條通條性能和拉拔性能。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
