煙條自動拆解方式原理實驗研究
2021-04-21 04:55:58方俊俊蘇怡帆余云松王宇李紹波
商品與質(zhì)量 2021年15期
關(guān)鍵詞:實驗
方俊俊 蘇怡帆 余云松 王宇 李紹波
紅塔煙草(集團)有限責(zé)任公司玉溪卷煙廠 云南玉溪 653100
1 實驗?zāi)康暮腿蝿?wù)
1.1 實驗?zāi)康?/h3>
本次實驗?zāi)康氖翘剿鳁l盒拆解的原理,一是研究能否采用斜置的刀片割開條盒端面,初估刀片角度;獲取切割速度數(shù)據(jù),探索頂塊和刀片的高度差數(shù)值以及頂塊的長度數(shù)據(jù),量取實驗中兩側(cè)導(dǎo)板的寬度數(shù)據(jù),實驗?zāi)芊駥崿F(xiàn)兩端同時切割煙條。為條煙拆解設(shè)備的方案制定提供實際依據(jù),實現(xiàn)無損化拆解[1]。
1.2 實驗任務(wù)
(1)實驗一:是否可以通過斜置刀片切開條盒端面且不損壞小包;
(2)實驗二:是否可以用刀尖切開小盒玻璃紙且不損壞煙支;
(3)如果能用刀片割開條煙端面,記錄刀片角度,切割速度數(shù)據(jù),頂塊和刀片的高度差數(shù)值以及頂塊的長度數(shù)據(jù);
(4)如果能用刀尖切開小盒玻璃紙,記錄刀尖伸出量和切割速度;
(5)收集并記錄該切割原理下可能出現(xiàn)的其他問題。
2 材料與準(zhǔn)備
2.1 材料及設(shè)備
(1)成品煙條數(shù)條;
(2)實驗平臺一套;
(3)行程≥300的滾珠絲杠及控制裝置一套;
(4)陶瓷刀片及美工刀片若干;
(5)實驗所需零配件(見清單);
(6)工裝夾具若干;
2.2 備件加工
根據(jù)實驗需求加工所需零配件共計15件,分別為:SG-110固定底座、SG-111壓塊、SG-01側(cè)導(dǎo)板、SG-04推板、SG-05推板底座、SG-07墊板、SG-08壓板、SG-09頂塊1、SG-10頂塊2、SG-11側(cè)導(dǎo)板、SG-12上限位折角、SG-13前限位擋片、SG-13前限位擋片、SG-112小盒玻璃紙推頭座2、SG-113角鐵、SG-114推頭。
3 實驗方法
3.1 零部件的安裝
按下圖1所示,將相關(guān)零件安裝于實驗設(shè)備平臺上。
3.2 實驗步驟
(1)實驗一:通過滾珠絲杠推動煙條做直線運動,使煙條一端通過斜置的刀片;觀察煙條兩端能否被切開并記錄相關(guān)實驗數(shù)據(jù)。
(2)實驗二:通過滾珠絲杠推動煙條做直線運動,使煙條兩端同時通過斜置的刀片,觀察切割效果并記錄相關(guān)實驗數(shù)據(jù)。
(3)實驗數(shù)據(jù),見圖2。
4 實驗數(shù)據(jù)處理與分析
4.1 實驗數(shù)據(jù)分析
(1)頂塊長度為100mm和50mm都可以實現(xiàn)切割。
(2)刀片角度在45°到60°之間都可以實現(xiàn)切割。
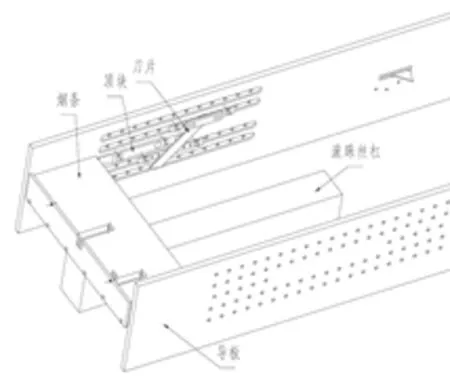
圖1 零配件安裝示意圖
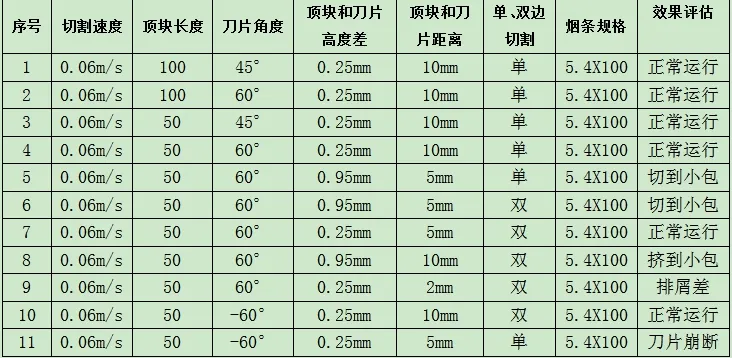
圖2 實驗數(shù)據(jù)記錄
(3)頂塊和刀片高度差按照模型原始尺寸(不加墊塊)時的0.25mm切割沒有問題,但增加0.7mm墊塊后會切到小盒。
(4)頂塊和刀片距離在2-10mm范圍內(nèi)對切割效果無影響。
(5)單側(cè)切割及雙側(cè)同時切割都可實現(xiàn)。(6)刀片角度為-60°仍可以正常切除。
4.2 實驗結(jié)果與討論
4.2.1 實驗結(jié)果
(1)單側(cè)切割和雙側(cè)切割都可以實現(xiàn),從受力情況和設(shè)備尺寸考慮優(yōu)先選擇雙側(cè)同時切割的方式;單側(cè)切割時,由于一側(cè)被切,煙條總長減小,切第二側(cè)時導(dǎo)板距離應(yīng)減小。
(2)頂塊和刀片距離在2-10mm范圍內(nèi)均可,但距離小對紙屑排除有影響,距離大增加設(shè)備尺寸,約在5mm為宜,結(jié)構(gòu)設(shè)計時可考慮調(diào)整。
(3)頂塊與刀片高度小于1mm,大于1mm會傷到內(nèi)裝煙包的外包裝,此高度差初定為0.25mm,實際設(shè)計中需考慮可調(diào)整。
(4)從刀片受力及耐用度考慮,刀片角度初定為60°。
(5)頂塊長度不影響切割效果的情況下,設(shè)計尺寸可定為50mm,倒角可參照實驗所用的零件。
(6)經(jīng)多次實驗,條盒兩側(cè)導(dǎo)板的寬度可以與煙條自然長度相等,兩端頂塊的距離與5個小盒寬度方向相等或小1-2mm。
(7)刀片角度(向前或向后傾斜)對切割質(zhì)量未發(fā)下明顯影響,后續(xù)刀片設(shè)計考慮控件或安全因素限制。
(8)刀片斜進切割效果好,需要有一定的切割速度,保證切割質(zhì)量。
4.2.2 存在的問題
(1)切割后兩側(cè)的排屑問題。
(2)刀片形狀和材料選擇,實驗中發(fā)生陶瓷刀片崩刃的現(xiàn)象,實際設(shè)計時要考慮刀具的耐用度,權(quán)衡刀片剛度和韌性來選擇材料和熱處理。
(3)切割完一側(cè)后,切另一側(cè)時,基準(zhǔn)面應(yīng)收縮一定距離,保證切完一遍后煙條可被加緊固定,需保證內(nèi)壁絕對光滑俄同時具有一定的加緊力度[2]。
5 實驗結(jié)論
(1)利用滾珠絲杠讓煙條做直線運動,采用斜置的刀片能割開條盒端面。
(2)刀片角度參數(shù):45°至60°可實現(xiàn)無損小盒切割。
(3)刀片頂塊和刀片高度差為:0.25mm;頂塊和刀片距離10mm可實現(xiàn)兩端同時切割煙條。
猜你喜歡
作文·小學(xué)低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學(xué)生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學(xué)低年級(2024年2期)2024-04-29 00:00:00
作文·小學(xué)低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
